
一种泵体叶轮制造自动化精加工工艺.pdf

努力****向丝


1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种泵体叶轮制造自动化精加工工艺.pdf
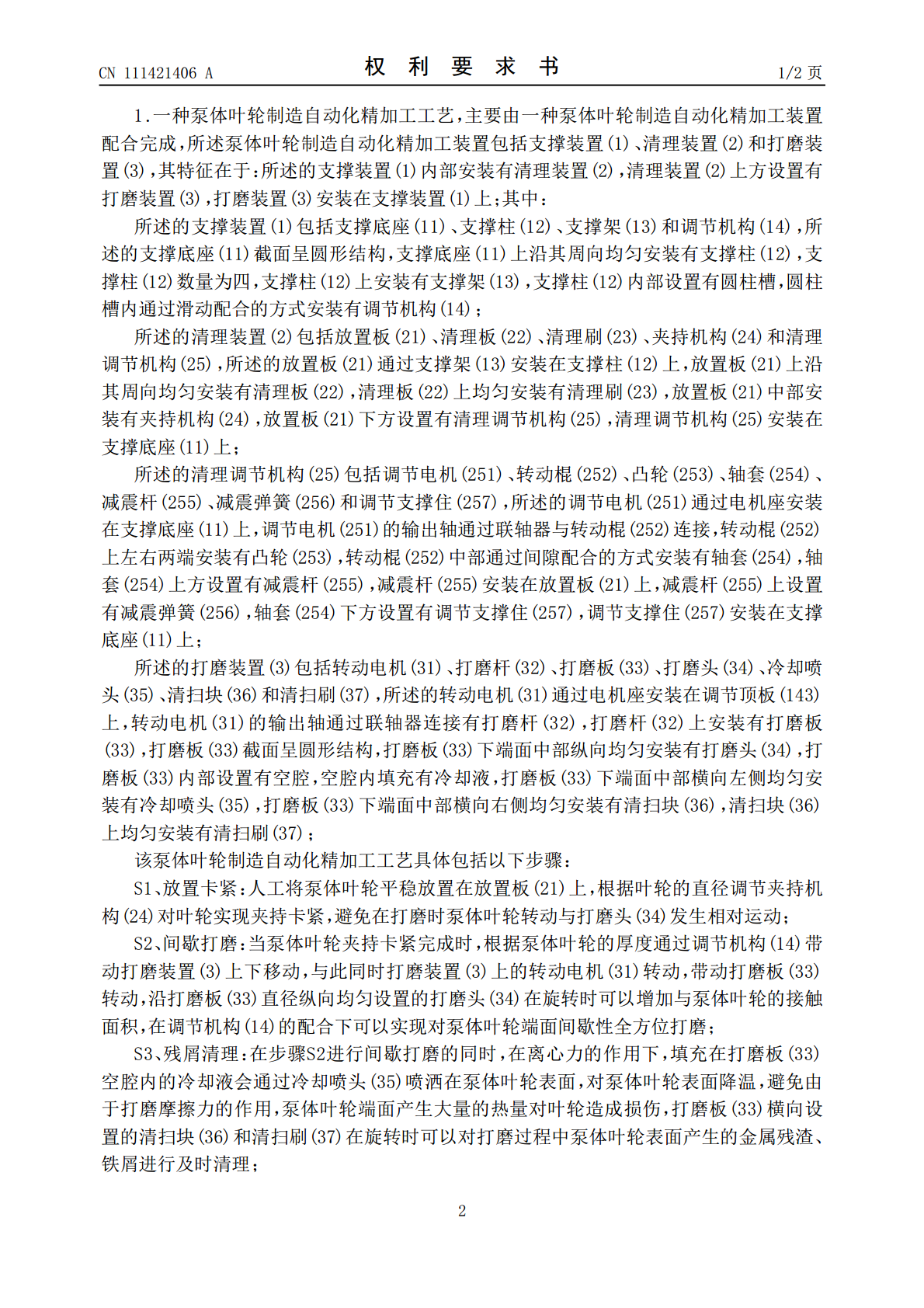
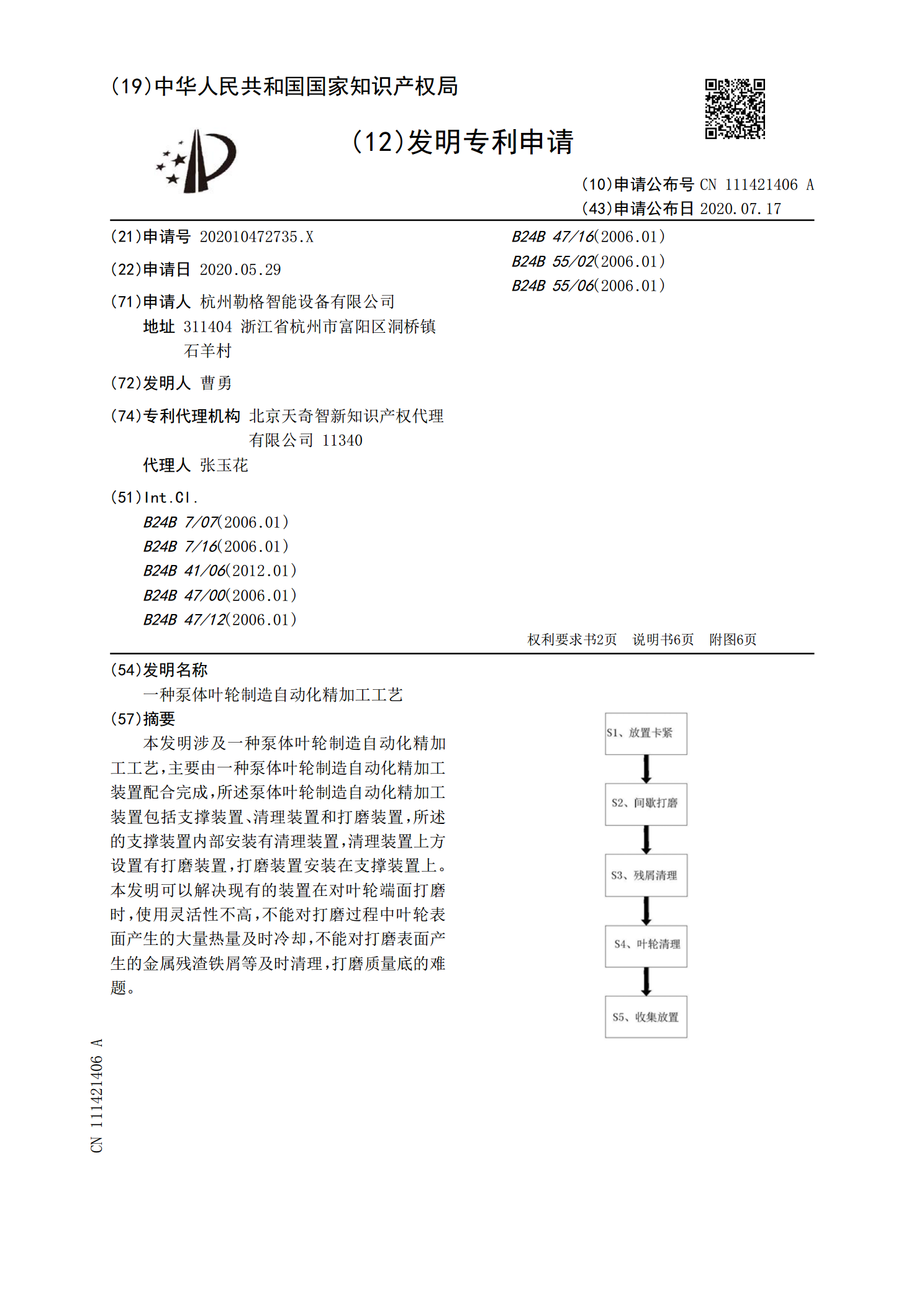
本发明涉及一种泵体叶轮制造自动化精加工工艺,主要由一种泵体叶轮制造自动化精加工装置配合完成,所述泵体叶轮制造自动化精加工装置包括支撑装置、清理装置和打磨装置,所述的支撑装置内部安装有清理装置,清理装置上方设置有打磨装置,打磨装置安装在支撑装置上。本发明可以解决现有的装置在对叶轮端面打磨时,使用灵活性不高,不能对打磨过程中叶轮表面产生的大量热量及时冷却,不能对打磨表面产生的金属残渣铁屑等及时清理,打磨质量底的难题。

一种精密铸造用泵体叶轮蜡模的制造工艺.pdf
本发明涉及一种精密铸造用泵体叶轮蜡模的制造工艺,将叶轮分成轮盘、轮盖、和叶片三部分,分别进行蜡模的制造,后将轮盘、轮盖和叶片组装成叶轮蜡模整体,再用液态蜡流入叶片与轮盘、叶片与轮盖的接合处将三个部分粘合。本发明中将叶轮分成三个部分进行蜡膜的制造,后再用蜡将三个部分粘合成一个整体,相对传统使用水溶性蜡模型芯的方式,节省了生产成本。另一方面,采用流蜡的方式对蜡模进行粘合,结合叶轮蜡模整体的旋转,蜡流入到叶片与轮盘、轮盖的接合处,将空隙均匀地填满,保证了后续浇铸工件的质量。

磷酸料浆泵叶轮铸件的制造工艺.docx
磷酸料浆泵叶轮铸件的制造工艺磷酸料浆泵叶轮铸件是一种常用的磷酸料浆输送设备,广泛应用于矿山、冶金、化工等行业。它具有输送磷酸料浆的高效、稳定性好等优点,因此制造高质量的磷酸料浆泵叶轮铸件具有重要的意义。本论文将从材料选取、工艺流程、铸造工艺及质量控制等方面对磷酸料浆泵叶轮铸件的制造工艺进行研究和探讨。一、材料选取首先,磷酸料浆泵叶轮所需材料应具备良好的耐磨性、耐腐蚀性和强度,以适应磷酸料浆的特殊工况。目前常用的材料有高铬铁、高锰钢、不锈钢等。其中,高铬铁具有较好的耐磨性和耐蚀性,适用于一般工况下;高锰钢具
一种家具制造木质板材表面自动化精加工工艺.pdf
本发明涉及一种家具制造木质板材表面自动化精加工工艺,主要由一种打磨装置配合完成,所述打磨装置包括底座、支撑气缸、支撑顶板、支撑底板、打磨机构、带轮、支撑架和驱动机构,底座上端面中部安装有支撑气缸,支撑气缸顶端和下侧分别安装有支撑顶板和支撑底板,打磨机构安装在支撑顶板和支撑底板之间,且支撑顶板左右两端的上方和支撑底板左右两端的下方均安装有带轮,支撑底板左右两端的均通过支撑架安装在底座上,支撑气缸内侧设置有驱动机构,驱动机构和带轮之间以带传动的方式相连接;本发明可以解决现有对圆形木质板材打磨时:不能够同时对多
一种水泵叶轮精加工处理工艺.pdf
本发明公开了一种水泵叶轮精加工处理工艺,首先称取适量的钛粉、铝粉、石墨、铜粉以及镍粉,加入搅拌机中进行搅拌混合得到混合粉末,然后将混合粉末放入球磨机中进行研磨处理,然后倒入压制模具中进行压制成型,在将成型的粉末放入烧结炉中进行烧结,得到压制烧结件,然后将烧结件粉碎融化喷洒在工件上,在对工件进行多道淬火处理,该种水泵叶轮精加工处理工艺,通过在铸造叶轮工件的表面喷射合金粉末溶液,大大增加水泵叶轮的耐腐蚀性和耐摩擦性,增加表面的水分吸附性,然后通过淬火油和渗碳炉分别进行淬火处理,大大增加整个水泵叶轮的机械强度和