
一种汽车变速箱用齿轮钢的热处理工艺.pdf

书生****文章

1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车变速箱用齿轮钢的热处理工艺.pdf
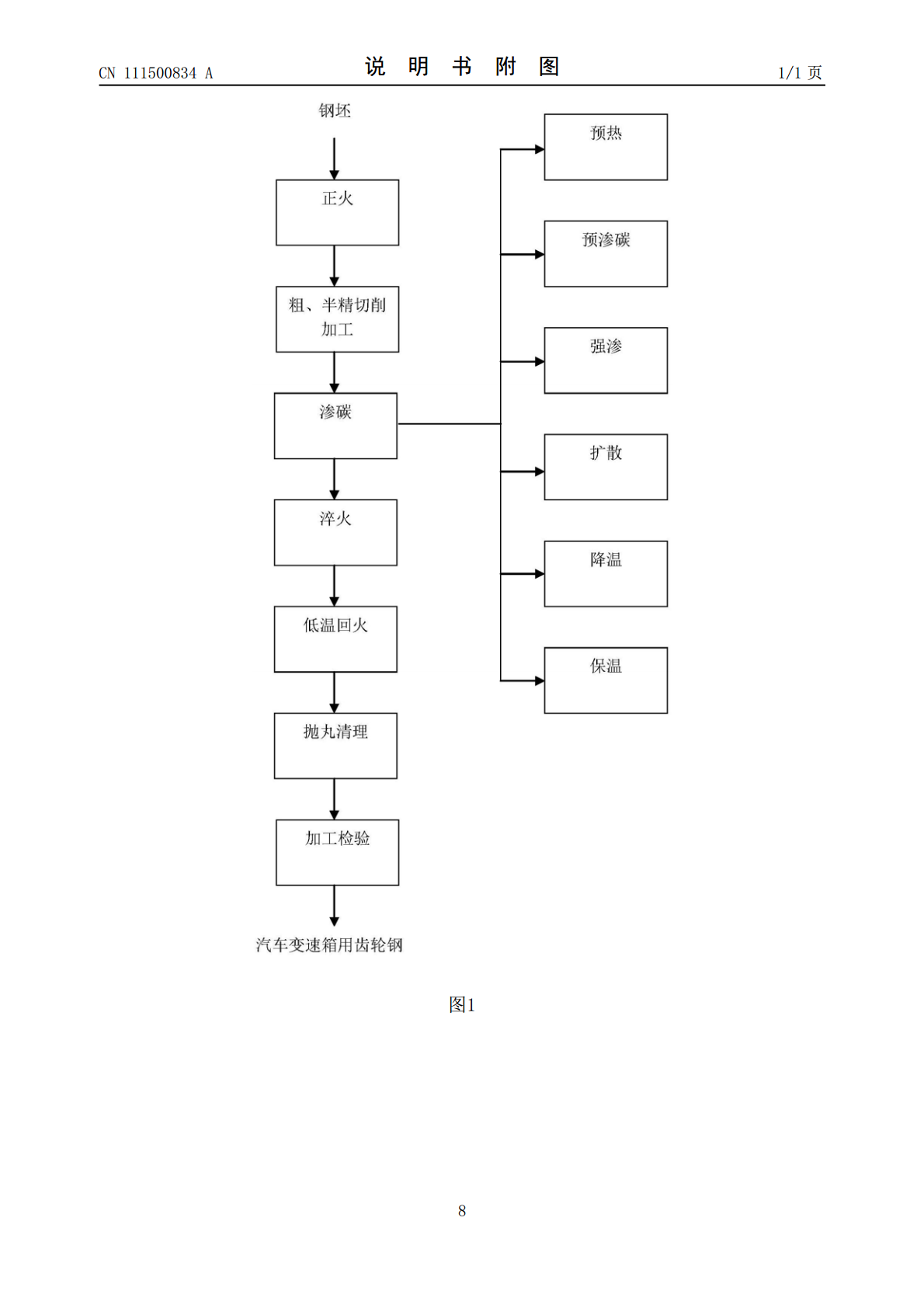
本发明提供了一种汽车变速箱用齿轮钢的热处理工艺,采用正火、粗半精切削加工、渗碳、淬火、低温回火、抛丸清理和加工检验的工序,渗碳过程中增加有预加热和预渗碳工艺,用以清洗钢坯表面附着的杂质、油渍等,使钢坯内外温度一致,为下一步的升温奠定基础,缩短加热时间,减少能耗;控制渗碳过程中的温度以及渗碳时间,以获得平缓的碳浓度分布,减小由于渗碳热处理导致的应力,有效提高钢坯表面的力学性能和耐磨性能,同时控制钢坯成分、加热温度、保温时间、冷却速度等工艺参数,对钢坯进行升、降碳势处理,并优化正火、淬火、回火的流程,缩短了生

浅析齿轮钢及热处理工艺对汽车用齿轮性能的影响.docx
浅析齿轮钢及热处理工艺对汽车用齿轮性能的影响齿轮作为机械传动中必不可少的零件,其质量直接影响到整个机械传动的性能。目前,常用的齿轮材料主要有铸铁、工程塑料、铝合金和齿轮钢等,其中齿轮钢是应用最为广泛的齿轮材料之一。齿轮钢的种类和性能不尽相同,应根据不同的使用环境和要求选择合适的材料。在齿轮钢的生产过程中,热处理工艺也起着至关重要的作用,可以改善材料的性能,提高齿轮的耐磨性、强度和扭矩传输能力。一、齿轮钢的种类及性能齿轮钢根据碳含量的不同可以分为低碳钢、中碳钢和高碳钢三类。其中低碳钢的碳含量小于0.2%,中
一种汽车变速箱齿轮热处理工艺.pdf
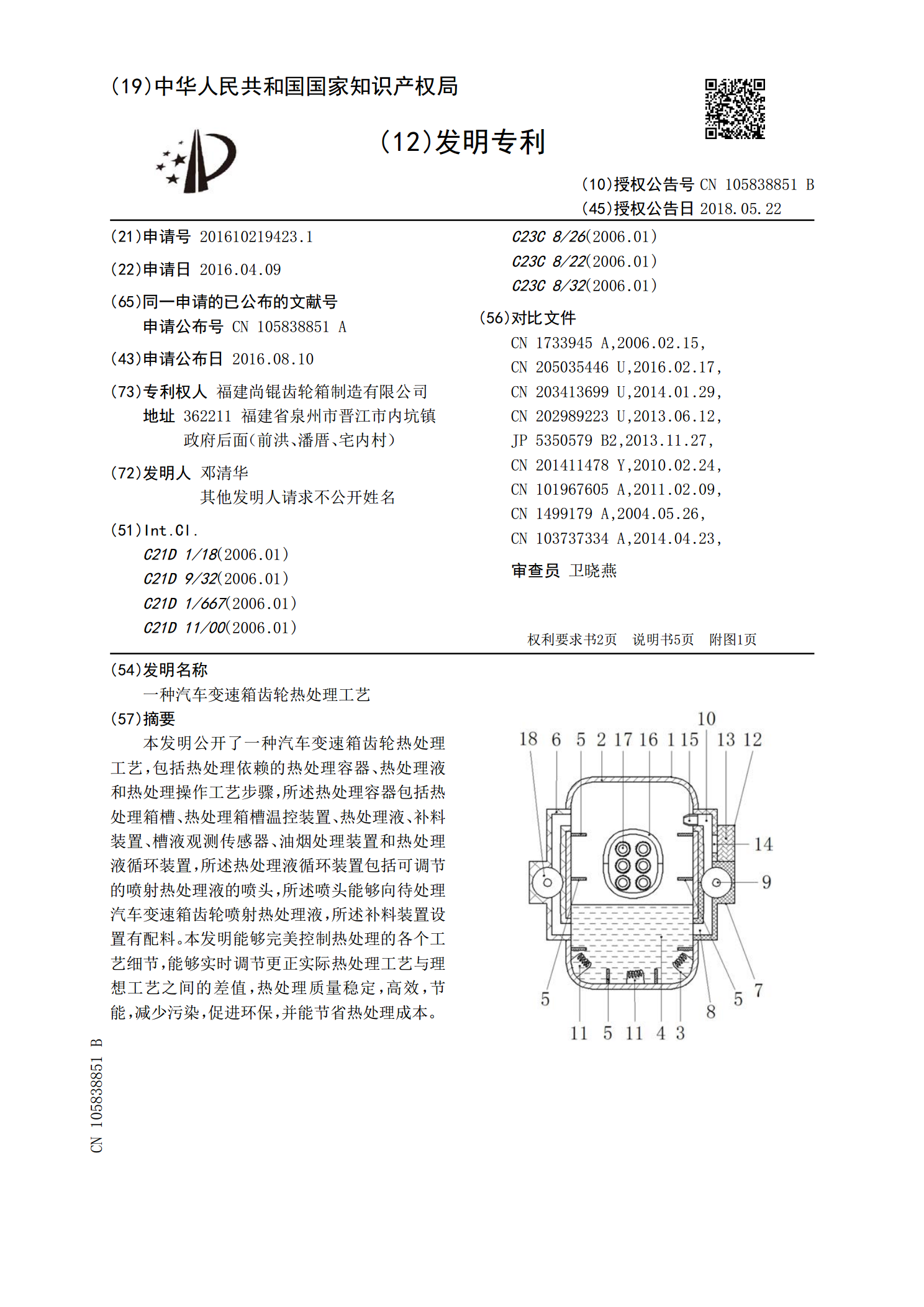
本发明公开了一种汽车变速箱齿轮热处理工艺,包括热处理依赖的热处理容器、热处理液和热处理操作工艺步骤,所述热处理容器包括热处理箱槽、热处理箱槽温控装置、热处理液、补料装置、槽液观测传感器、油烟处理装置和热处理液循环装置,所述热处理液循环装置包括可调节的喷射热处理液的喷头,所述喷头能够向待处理汽车变速箱齿轮喷射热处理液,所述补料装置设置有配料。本发明能够完美控制热处理的各个工艺细节,能够实时调节更正实际热处理工艺与理想工艺之间的差值,热处理质量稳定,高效,节能,减少污染,促进环保,并能节省热处理成本。

一种汽车变速箱齿轮用钢及其生产工艺.pdf
一种汽车变速箱齿轮用钢及生产工艺,其化学成分的重量百分含量为:C0.18%~0.20%、Si0.20%~0.28%、Mn0.90%~1.00%、Cr1.05%~1.15%、Ti0.05%~0.07%、S≤0.012%、P≤0.020%、Als0.015%~0.030%、Ca0.0015%~0.0030%、Ni≤0.03%、Mo≤0.03%、B≤0.0006%、O≤0.0015%、N≤0.0060%;生产工艺中,转炉冶炼终点碳0.08‑0.12wt%,终点磷≤0.015wt%;LF精炼白渣保持
一种汽车变速箱齿轮及其热处理工艺.pdf
本发明涉及一种汽车变速箱齿轮,其成分有:C,Cr,Si,Mn,Zn,Cu,Ag,Au,Pt,Ni,W,Mo,Nd,Ce,Eu,Lu,Ti,Als,S,P,N,滑石粉,氧化镁,余和Fe;本发明的汽车变速箱齿轮有提高防锈性能和磨削性能的同时,不降低齿轮的冲击韧性和疲劳强度;另外,可增加汽车变速箱齿轮的使用寿命,同时使其具有抗静电性、吸收隔热性和表面拒水性。