
一种汽车变速箱齿轮用钢及其生产工艺.pdf

是你****岺呀


1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车变速箱齿轮用钢及其生产工艺.pdf
一种汽车变速箱齿轮用钢及生产工艺,其化学成分的重量百分含量为:C0.18%~0.20%、Si0.20%~0.28%、Mn0.90%~1.00%、Cr1.05%~1.15%、Ti0.05%~0.07%、S≤0.012%、P≤0.020%、Als0.015%~0.030%、Ca0.0015%~0.0030%、Ni≤0.03%、Mo≤0.03%、B≤0.0006%、O≤0.0015%、N≤0.0060%;生产工艺中,转炉冶炼终点碳0.08‑0.12wt%,终点磷≤0.015wt%;LF精炼白渣保持

一种汽车齿轮用特殊钢及其生产工艺.pdf
本发明属于特殊钢冶炼技术领域,具体涉及一种汽车齿轮用特殊钢及其生产工艺。本发明齿轮用特殊钢的生产工艺包括转炉炼钢→LF精炼→RH真空脱气→方坯连铸→缓冷。本发明通过对LF精炼脱氧方式、RH真空脱气氩气流量、软吹时间、方坯连铸电磁搅拌方式及参数、过热度和拉速等工艺的优化进一步提升了汽车齿轮用特殊钢的纯净度并减少其碳偏析程度,稳定齿轮钢窄淬透性带,满足汽车传动系统材料在向高承载能力、高精度、高可靠性发展趋势,提高国产汽车用齿轮钢在国际市场上的竞争力。

一种汽车用含硼高级齿轮钢及其生产工艺.pdf
本发明公开了一种汽车用含硼高级齿轮钢及其生产工艺,该齿轮钢按重量百分比为:C0.15~0.20%、Si0.15~0.40%、Mn1.00~1.30%、Cr1.00~1.30%、B0.0005~0.0030%、P0~0.030%、S0~0.035%、Cu0~0.30%、Ni0.12~0.18%、Al0.020~0.045%、Ti0.015~0.035%,余量是Fe和不可避免的杂质,生产工艺包括冶炼、连铸和轧制等工序。本发明通过添加Al、Ti、Ni元素,并采用“固氮保硼”工艺,改进连铸工
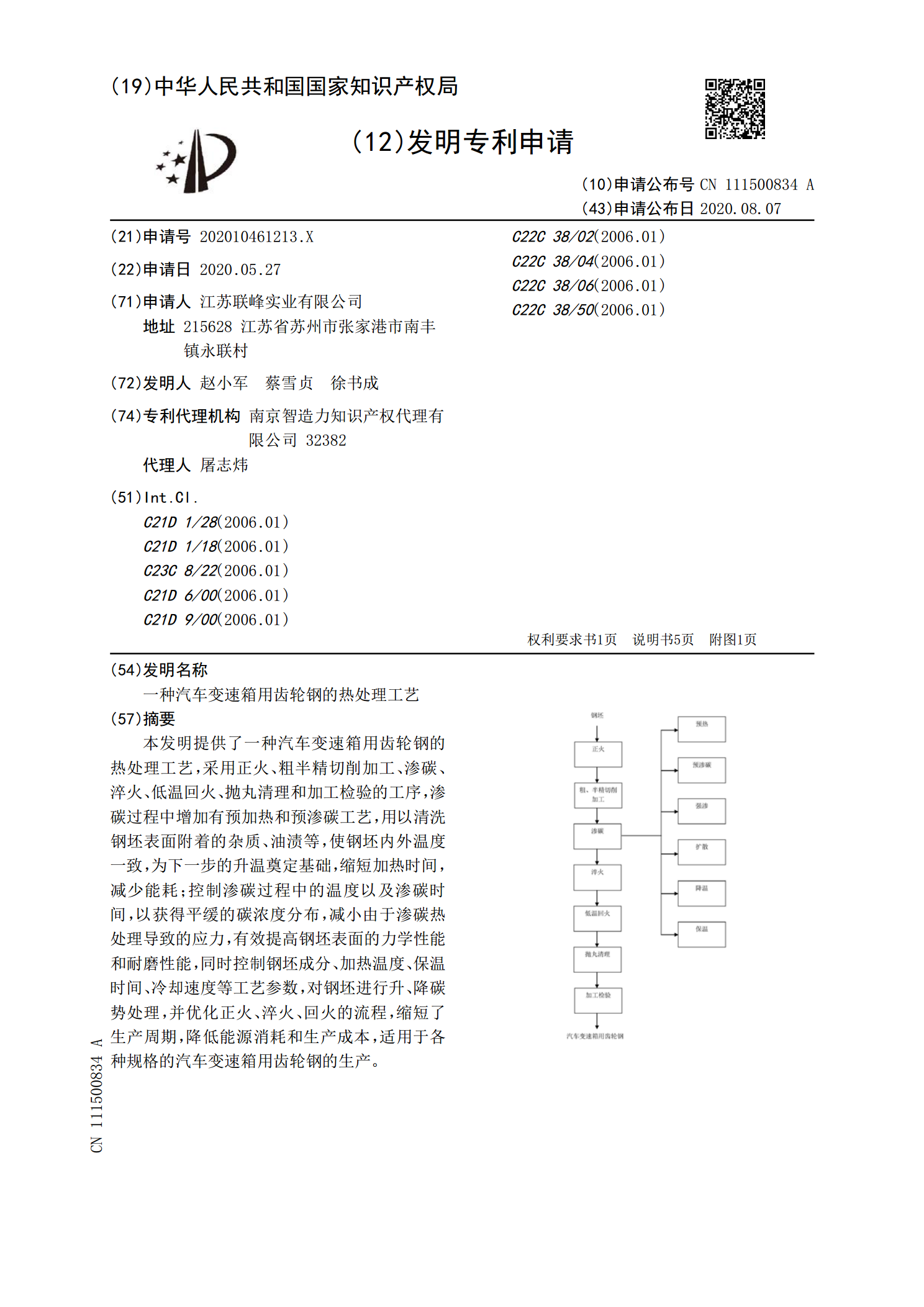
一种汽车变速箱用齿轮钢的热处理工艺.pdf
本发明提供了一种汽车变速箱用齿轮钢的热处理工艺,采用正火、粗半精切削加工、渗碳、淬火、低温回火、抛丸清理和加工检验的工序,渗碳过程中增加有预加热和预渗碳工艺,用以清洗钢坯表面附着的杂质、油渍等,使钢坯内外温度一致,为下一步的升温奠定基础,缩短加热时间,减少能耗;控制渗碳过程中的温度以及渗碳时间,以获得平缓的碳浓度分布,减小由于渗碳热处理导致的应力,有效提高钢坯表面的力学性能和耐磨性能,同时控制钢坯成分、加热温度、保温时间、冷却速度等工艺参数,对钢坯进行升、降碳势处理,并优化正火、淬火、回火的流程,缩短了生
一种汽车变速箱用低磷齿轮钢的生产方法.pdf
本发明涉及一种汽车变速箱用低磷齿轮钢的生产方法,包括转炉冶炼、LF+RH精炼、连铸、加热和轧制工序流程;转炉工艺采用双渣冶炼,在减少大包下渣量的同时,对钢包渣进行改质,大包渣中FeO含量控制在1.5wt%及以下;LF精炼工序中,采用高碱度低钙铝比精炼终渣操作,过程打铝线沉淀脱氧配合渣面电石扩散脱氧;RH在高真空环流后期加钛铁,钙处理后软吹时间≥10分钟;连铸工序全程保护浇铸,采用低氧化亚铁覆盖剂及低碳吸渣剂解决中包增氧及工序增碳,铸坯下线后入坑缓冷。本发明可以有效解决汽车变速箱用齿轮钢磷含量偏高、成分不稳