
由齿轮圆钢加工齿轮零件的方法以及齿轮零件.pdf

景福****90


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

由齿轮圆钢加工齿轮零件的方法以及齿轮零件.pdf
本申请涉及钢铁制造领域,具体而言,涉及一种由齿轮圆钢加工齿轮零件的方法以及齿轮零件。该方法,包括将多个齿轮零件垂直放置在试样框中进行加热均化,齿轮零件之间间隔70~90mm;采用冷风冷却180~220s,风冷流量调节阀的开启度为15~25%,回流热风冷却时间为280~320s;温度降至655~665℃,保温290~310min。将多个齿轮零件垂直放置在试样框中进行加热均化,齿轮零件之间间隔70~90mm,相互之间不接触,同时采取适当的等温正火工艺,能够将齿轮零件的组织控制为F+P,组织≤3级,且同一齿坯零

齿轮零件、联接夹具以及齿轮零件的组装方法.pdf
一种齿轮零件、联接夹具以及齿轮零件的组装方法,在齿轮零件上紧固螺纹零件时,用简单的方法止转。该齿轮零件(20)利用紧固在轴部(200)的螺母(30),防止嵌合在齿轮轴(21)的轴部的花键部(201)的第二齿轮(23)回转,贯通孔(210)在轴部的轴端具有将三角形的顶点做成圆弧状的截面的嵌合部(221)。螺母被联接在向花键部插通第二齿轮的一侧的轴端侧,嵌合部设置于插通第二齿轮的一侧的相反侧的轴端。在轴部的嵌合部的里面,同轴相连有具有比该嵌合部直径小的圆形截面的小径部(222)。使轴部的嵌合部与联接夹具的嵌合
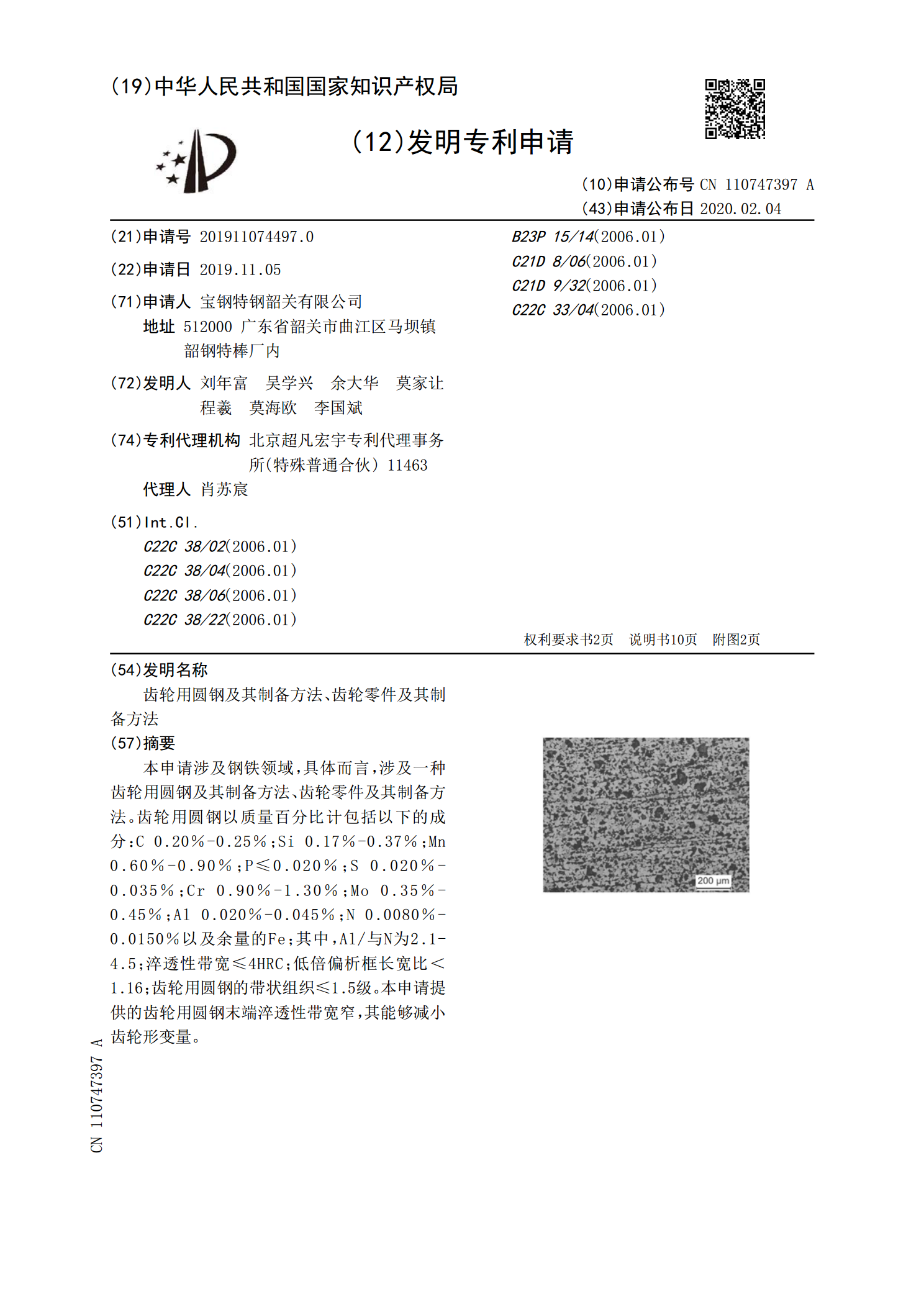
齿轮用圆钢及其制备方法、齿轮零件及其制备方法.pdf
本申请涉及钢铁领域,具体而言,涉及一种齿轮用圆钢及其制备方法、齿轮零件及其制备方法。齿轮用圆钢以质量百分比计包括以下的成分:C0.20%‑0.25%;Si0.17%‑0.37%;Mn0.60%‑0.90%;P≤0.020%;S0.020%‑0.035%;Cr0.90%‑1.30%;Mo0.35%‑0.45%;Al0.020%‑0.045%;N0.0080%‑0.0150%以及余量的Fe;其中,Al/与N为2.1‑4.5;淬透性带宽≤4HRC;低倍偏析框长宽比<1.16;齿轮用圆钢的带状组织
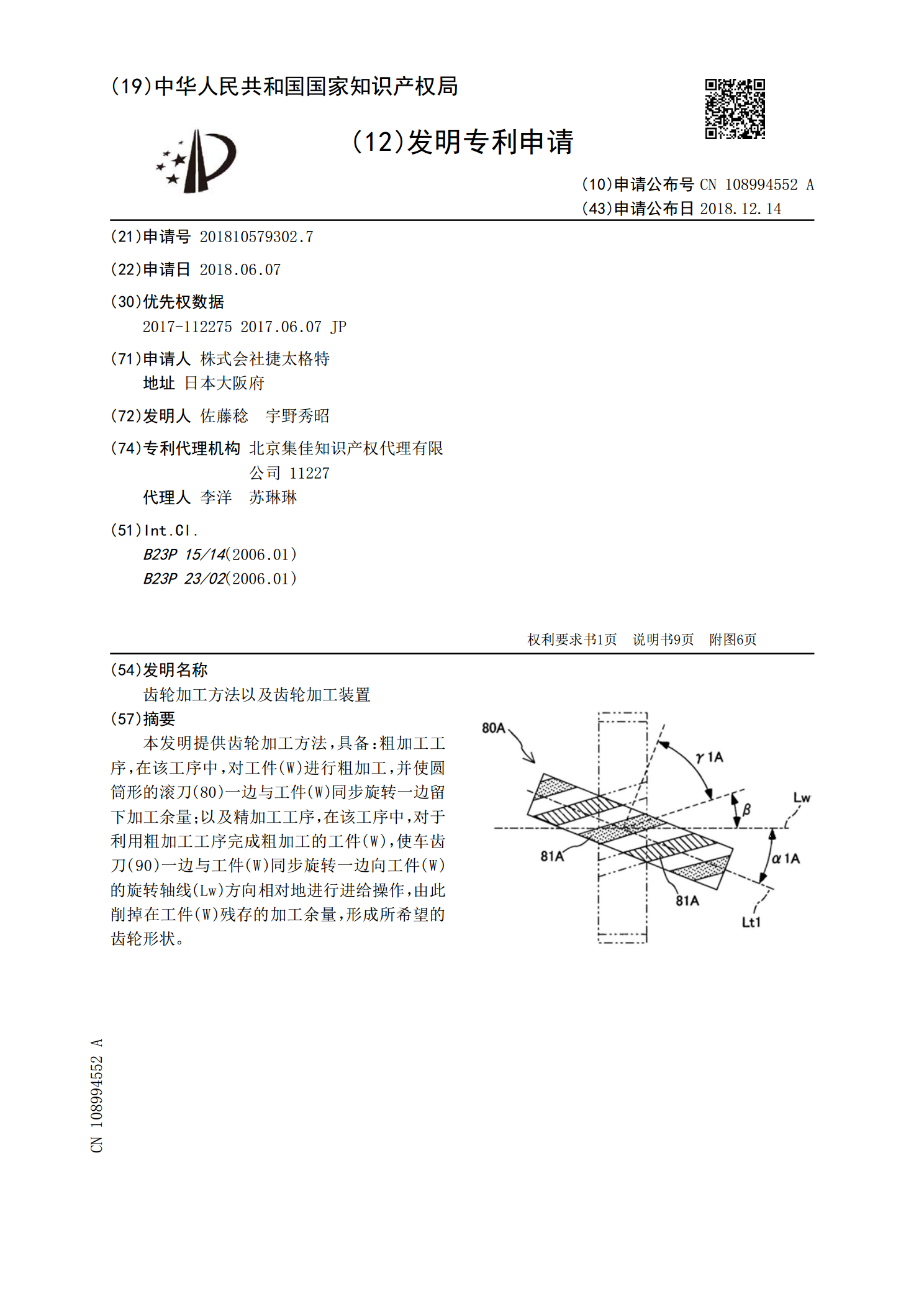
齿轮加工方法以及齿轮加工装置.pdf
本发明提供齿轮加工方法,具备:粗加工工序,在该工序中,对工件(W)进行粗加工,并使圆筒形的滚刀(80)一边与工件(W)同步旋转一边留下加工余量;以及精加工工序,在该工序中,对于利用粗加工工序完成粗加工的工件(W),使车齿刀(90)一边与工件(W)同步旋转一边向工件(W)的旋转轴线(Lw)方向相对地进行进给操作,由此削掉在工件(W)残存的加工余量,形成所希望的齿轮形状。
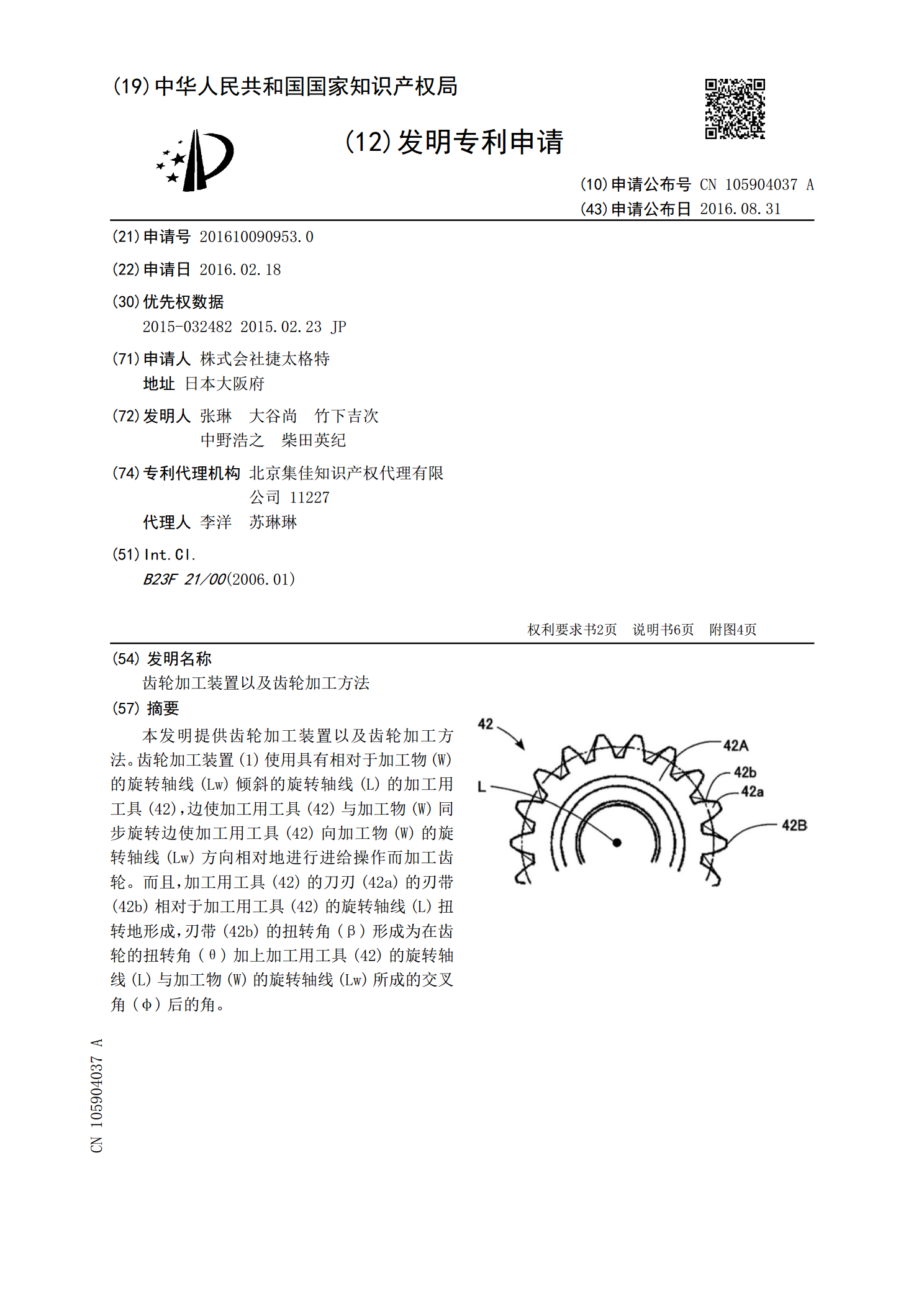
齿轮加工装置以及齿轮加工方法.pdf
本发明提供齿轮加工装置以及齿轮加工方法。齿轮加工装置(1)使用具有相对于加工物(W)的旋转轴线(Lw)倾斜的旋转轴线(L)的加工用工具(42),边使加工用工具(42)与加工物(W)同步旋转边使加工用工具(42)向加工物(W)的旋转轴线(Lw)方向相对地进行进给操作而加工齿轮。而且,加工用工具(42)的刀刃(42a)的刃带(42b)相对于加工用工具(42)的旋转轴线(L)扭转地形成,刃带(42b)的扭转角(β)形成为在齿轮的扭转角(θ)加上加工用工具(42)的旋转轴线(L)与加工物(W)的旋转轴线(Lw)所