
齿轮用圆钢及其制备方法、齿轮零件及其制备方法.pdf

猫巷****奕声


1/10

2/10
3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
齿轮用圆钢及其制备方法、齿轮零件及其制备方法.pdf
本申请涉及钢铁领域,具体而言,涉及一种齿轮用圆钢及其制备方法、齿轮零件及其制备方法。齿轮用圆钢以质量百分比计包括以下的成分:C0.20%‑0.25%;Si0.17%‑0.37%;Mn0.60%‑0.90%;P≤0.020%;S0.020%‑0.035%;Cr0.90%‑1.30%;Mo0.35%‑0.45%;Al0.020%‑0.045%;N0.0080%‑0.0150%以及余量的Fe;其中,Al/与N为2.1‑4.5;淬透性带宽≤4HRC;低倍偏析框长宽比<1.16;齿轮用圆钢的带状组织
齿轮用圆钢及其制备方法.pdf
本申请提供一种齿轮用圆钢及其制备方法,属于炼钢技术领域。齿轮用圆钢的化学成分按质量百分比计主要包括:0.18‑0.22%的C,0.80‑1.00%的Mn,1.05‑1.15%的Cr,0.035‑0.045%的Ti,0.0050‑0.0070%的N,及余量的Fe。齿轮用圆钢的直径Di为1.34‑2.12英寸,C、Mn、Cr及Ti的质量百分比依次为X
一种齿轮及其制备方法.pdf
本发明公开了一种齿轮及其制备方法,所述齿轮按质量百分比计包括以下组分:C:0.05‑0.06%,Mn:0.5‑1%,Ni:1.2‑2.2%,Cr:2.40‑2.6.%,Nb:0.4‑0.6%,Si:0.1‑0.2%,N:0.1‑0.12%,Cu≤0.2%,s≤0.015%,p≤0.025%,Mo:0.3‑0.5%,Al:2‑4%,Ti:0.3‑0.5%,B:0.02‑0.03%,Al:0.05‑0.06%,v:0.0018‑0.0022%,复合稀土A:0.1‑0.3%,余量为Fe。
一种齿轮及其制备方法.pdf
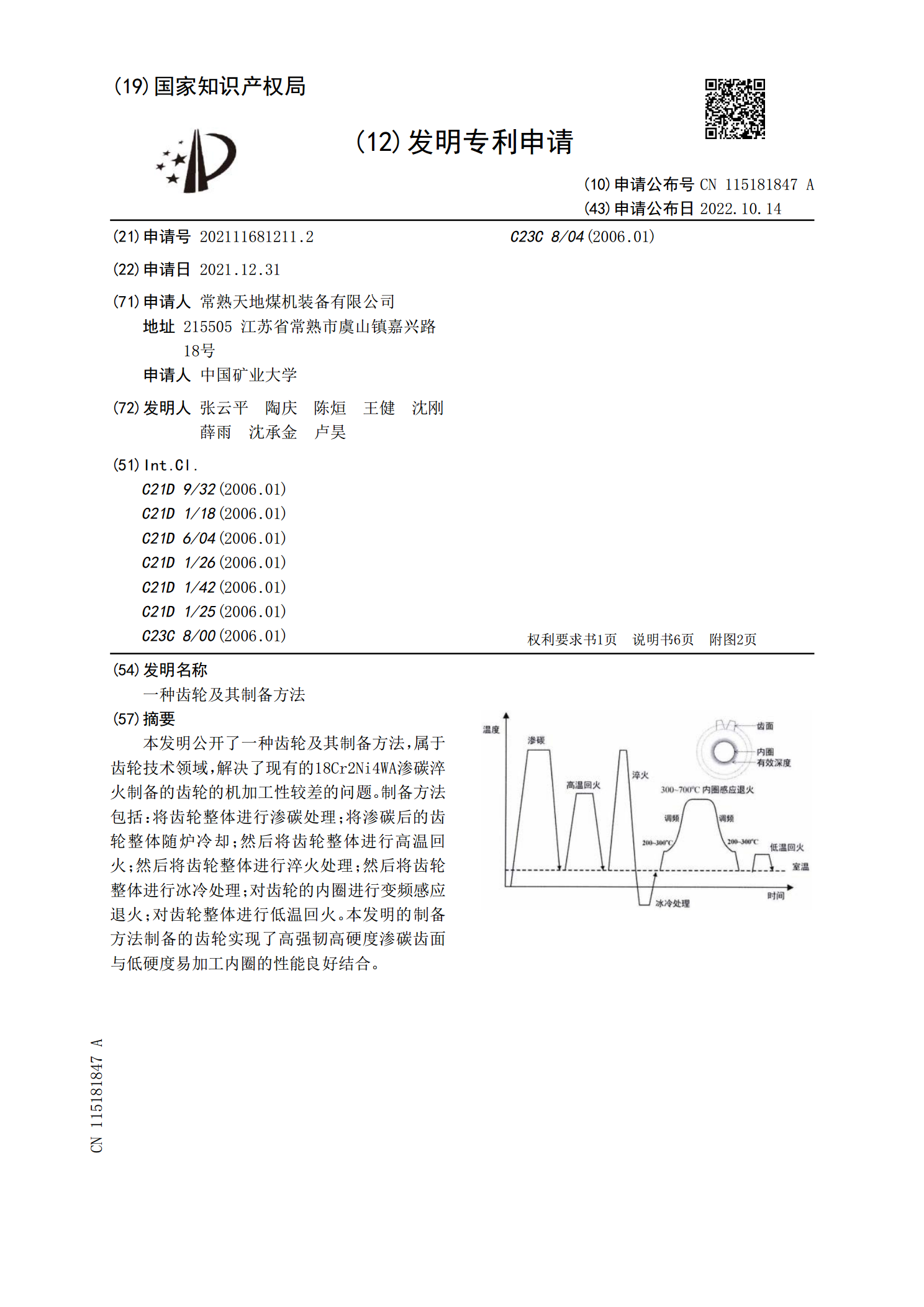
本发明公开了一种齿轮及其制备方法,属于齿轮技术领域,解决了现有的18Cr2Ni4WA渗碳淬火制备的齿轮的机加工性较差的问题。制备方法包括:将齿轮整体进行渗碳处理;将渗碳后的齿轮整体随炉冷却;然后将齿轮整体进行高温回火;然后将齿轮整体进行淬火处理;然后将齿轮整体进行冰冷处理;对齿轮的内圈进行变频感应退火;对齿轮整体进行低温回火。本发明的制备方法制备的齿轮实现了高强韧高硬度渗碳齿面与低硬度易加工内圈的性能良好结合。
一种风电齿轮用CrNiMo圆钢及制备方法.pdf
本发明公开了一种风电齿轮用CrNiMo圆钢及制备方法,其组成按重量百分数计为C0.15~0.21%、Si0.17~0.37、Mn0.50~0.90%、Cr:1.50~1.80%、Ni1.40~1.70%、Cu≤0.20%、P≤0.025%、S≤0.025%、Mo0.25~0.35%、O≤0.0020%、Al0.025~0.040%、N0.0080~0.0120%。制备方法包括电炉冶炼、LF精炼、VD真空脱气、五机五流弧形连铸机和轧制,制备方法操作简单,生产效率高,制备的圆钢具备氧含量低、淬透带窄、纯净度高