
一种曲轴齿轮正时角检具.pdf

努力****骞北

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种曲轴齿轮正时角检具.pdf
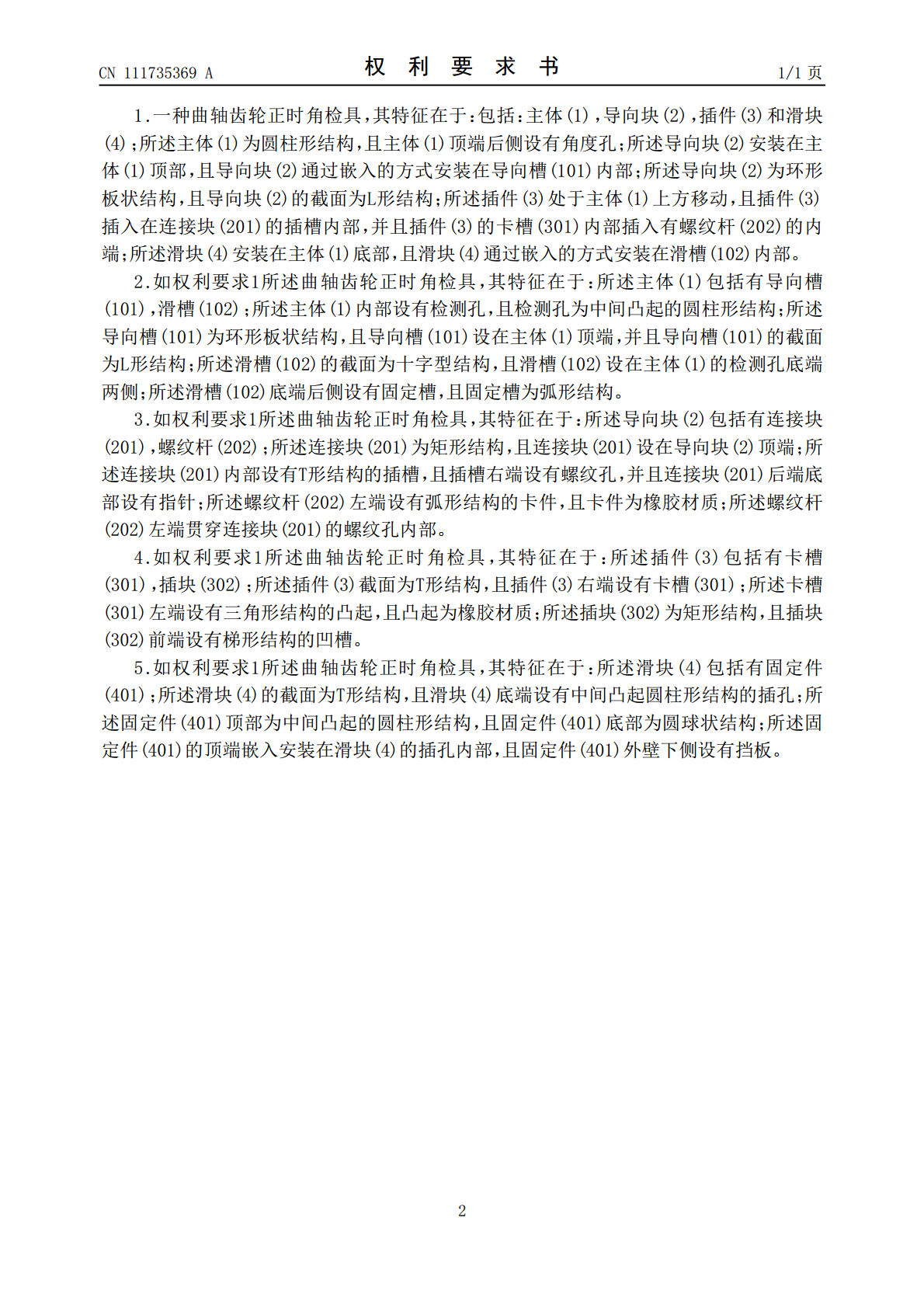
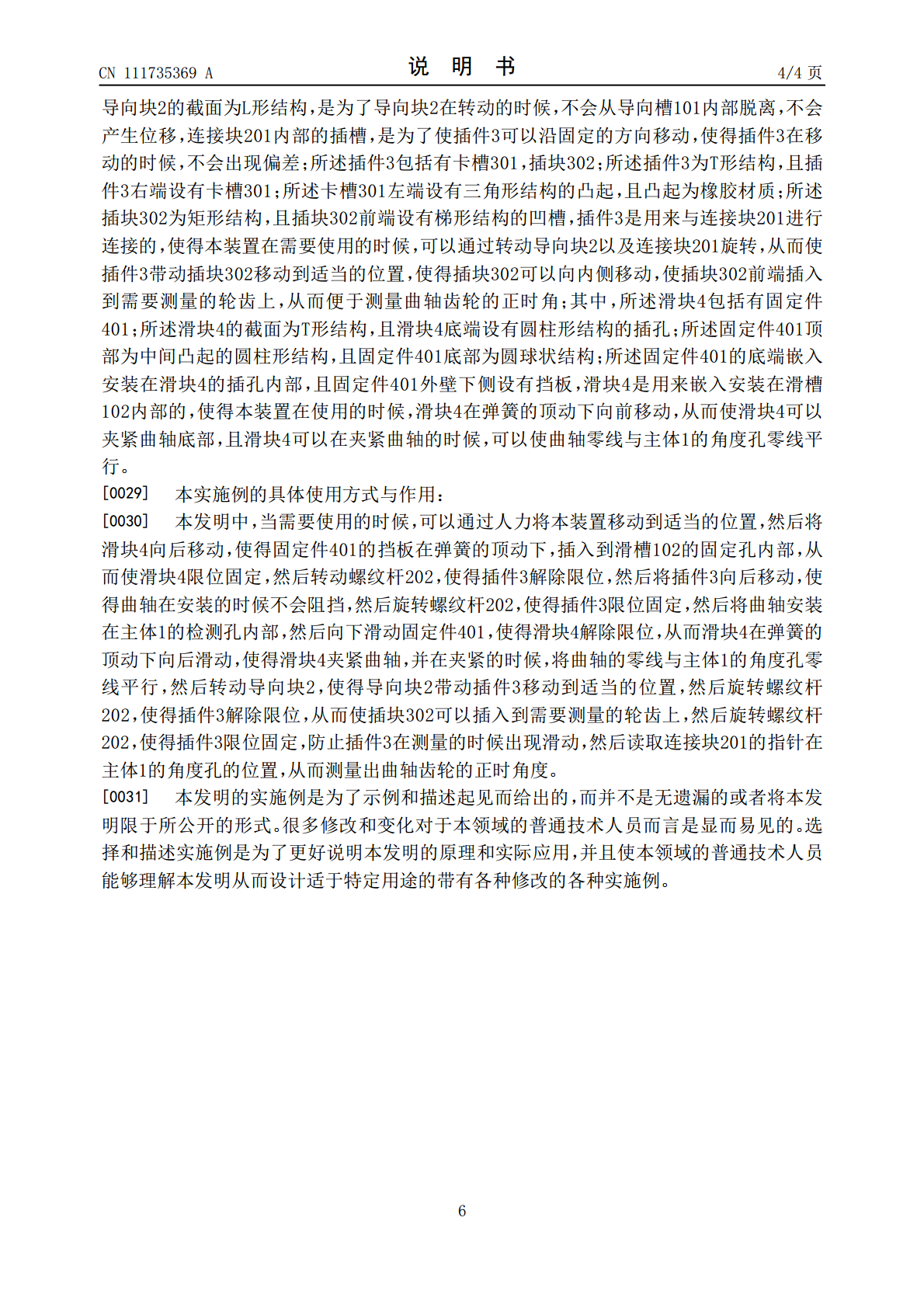
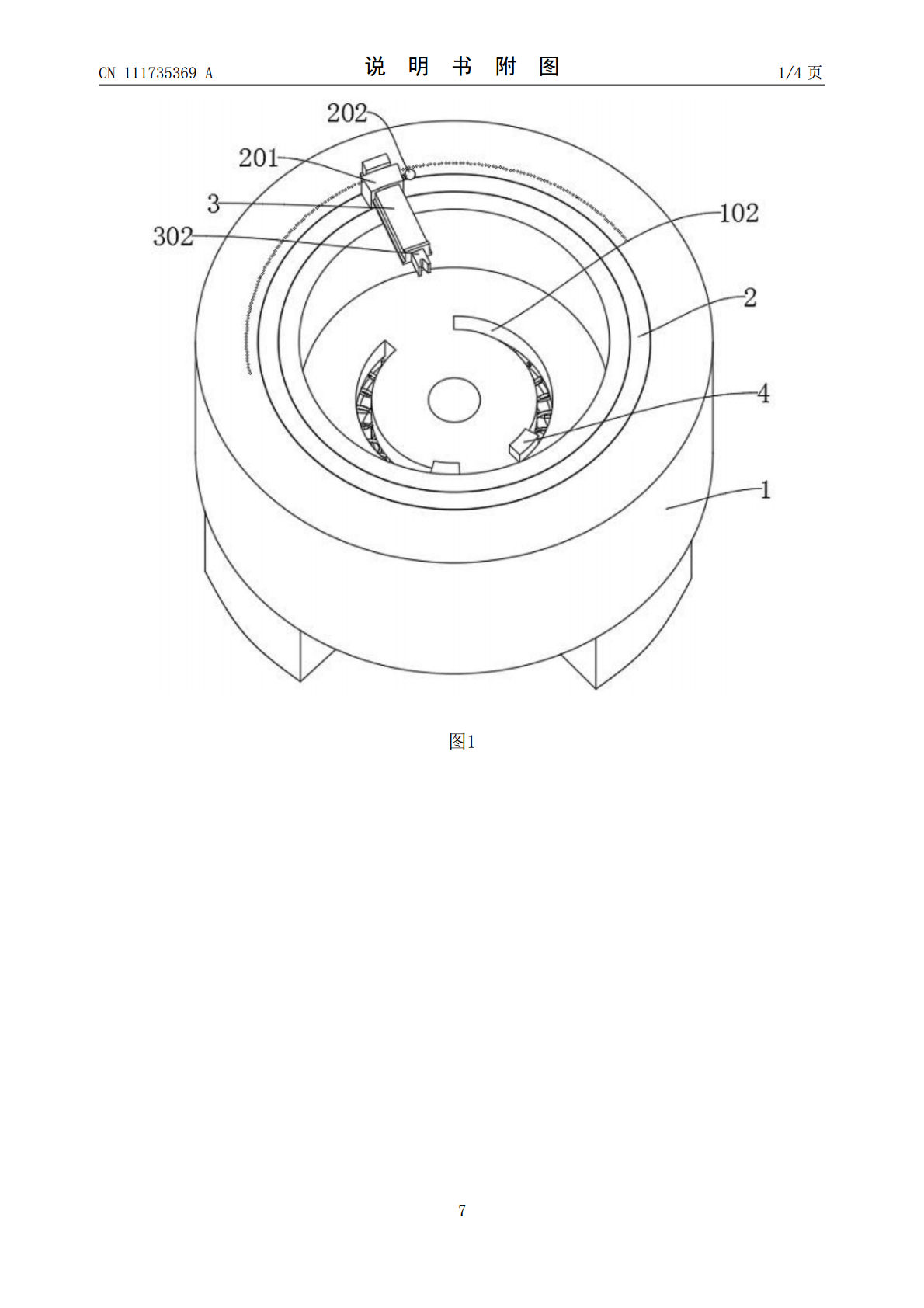
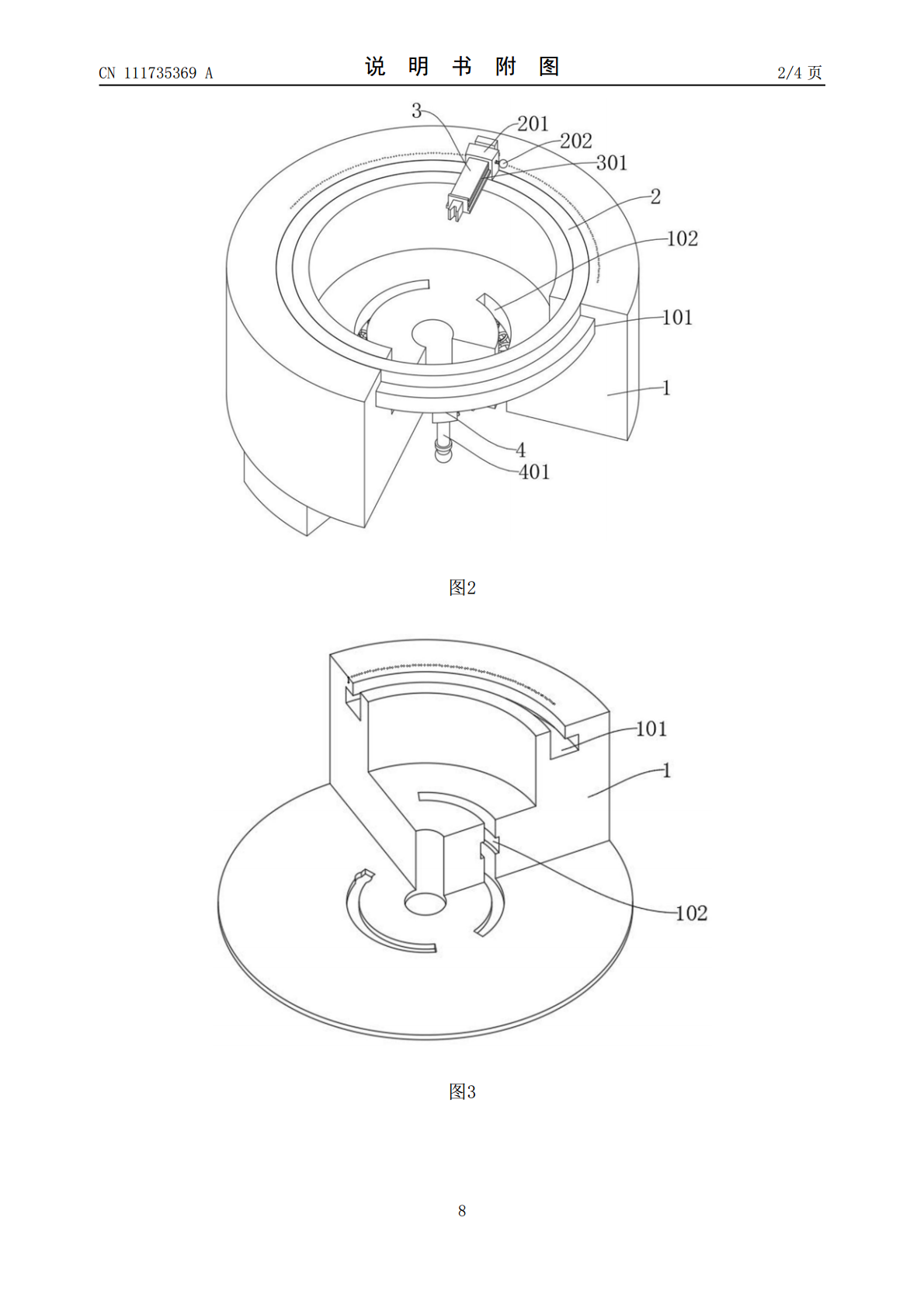
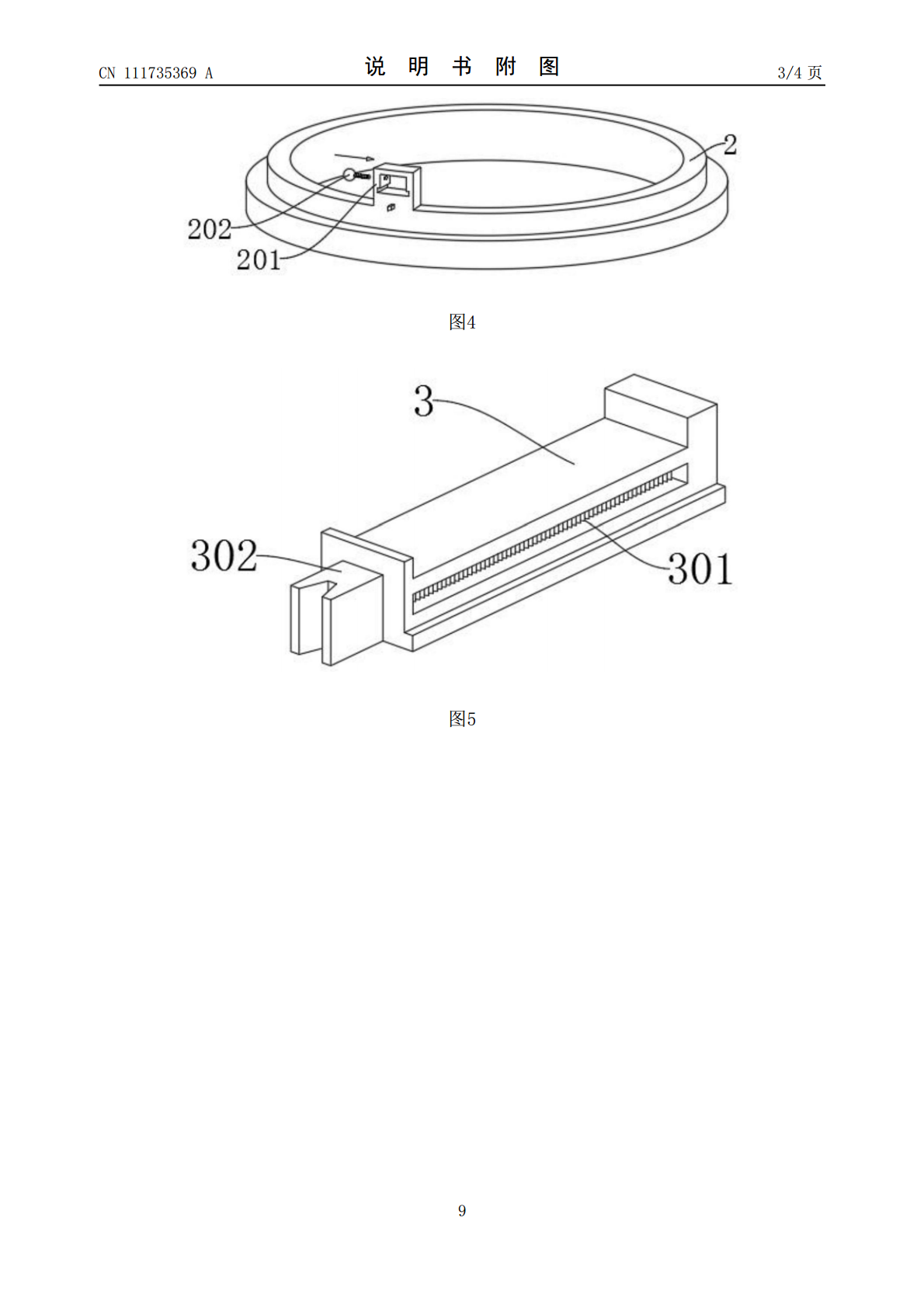
本发明提供一种曲轴齿轮正时角检具,涉及齿轮检具技术领域,以解决现有的曲轴齿轮正时角检具在使用的时候,无法根据需求将不同正时角的曲轴齿轮进行测量,且在测量的时候,测量员无法测量出曲轴齿轮的正时角度,无法根据需求适当的调节旋转,且旋转时容易产生位移的问题,包括主体;所述主体为圆柱形结构,且主体顶端后侧设有角度孔;所述导向块安装在主体顶部,且导向块通过嵌入的方式安装在导向槽内部。此处的导向块是用来嵌入安装在导向槽内部的,使得导向块可以在导向槽内部转动,从而将插块移动到适当的位置,使得插块可以插入到需要测量的轮齿

一种发动机曲轴总成正时角度检具及其检测方法.pdf
本发明公开了一种发动机曲轴总成正时角度检具,包括检测底座和标准件,所述检测底座上表面固定连接有第一安装板和第二安装板,所述第一安装板和第二安装板对称设置,所述第二安装板上表面开设有搭设槽;所述第一安装板外侧壁转动连接有第一安装环,所述第一安装环内侧设有第二安装环,所述第二安装环与第一安装板外侧壁转动连接。本发明通过第一安装板、第二安装板、第一安装环、第二安装环、活动环、指示环、定位环和检测机构之间的相互配合,利用检测机构配合连杆可检测移动值数据,而定位环上多个检测机构的设置,可用于检测多组可用于比较的数据
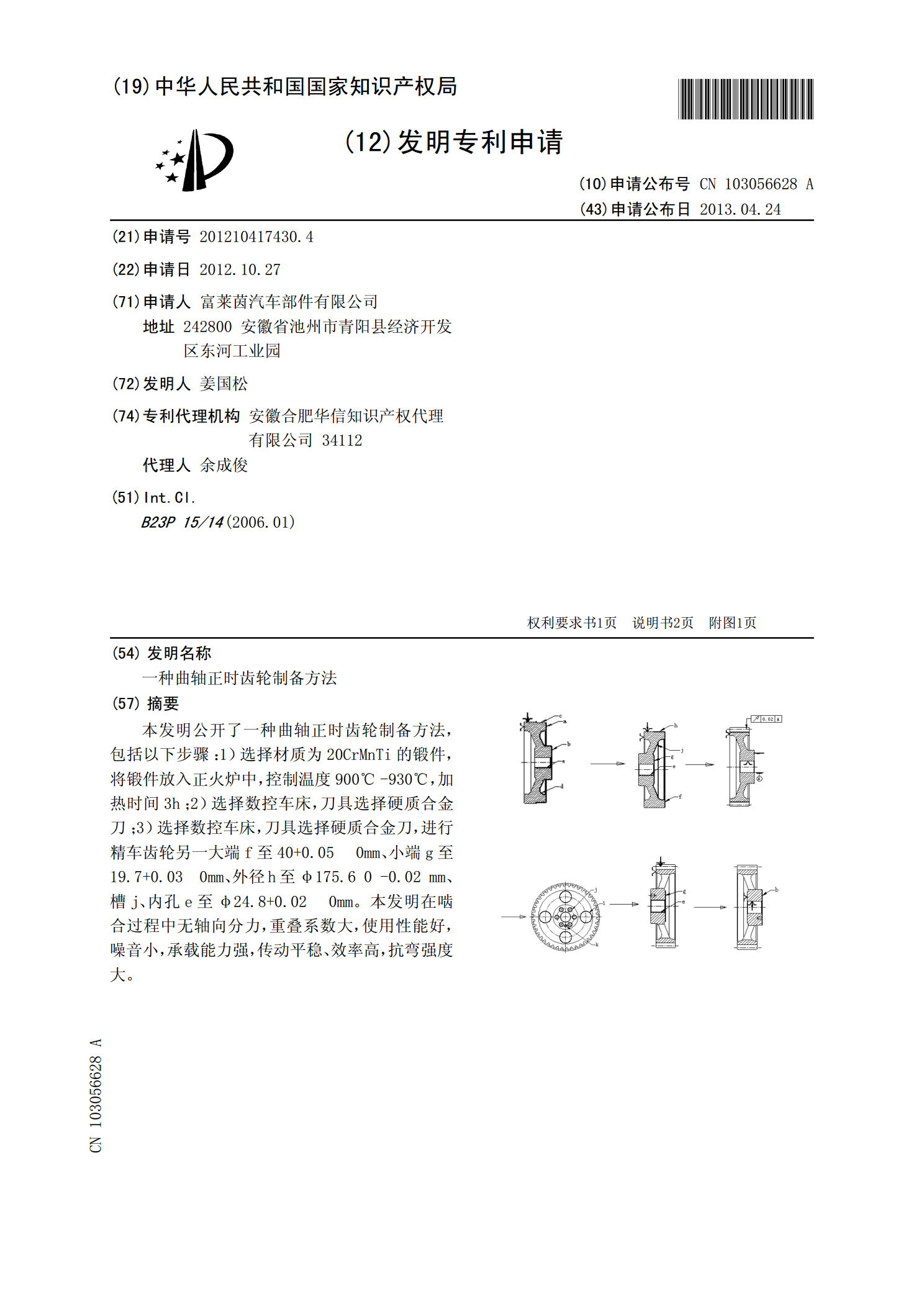
一种曲轴正时齿轮制备方法.pdf
本发明公开了一种曲轴正时齿轮制备方法,包括以下步骤:1)选择材质为20CrMnTi的锻件,将锻件放入正火炉中,控制温度900℃-930℃,加热时间3h;2)选择数控车床,刀具选择硬质合金刀;3)选择数控车床,刀具选择硬质合金刀,进行精车齿轮另一大端f至40+0.05??0mm、小端g至19.7+0.03??0mm、外径h至φ175.6?0?-0.02?mm、槽j、内孔e至φ24.8+0.02??0mm。本发明在啮合过程中无轴向分力,重叠系数大,使用性能好,噪音小,承载能力强,传动平稳、效率高,抗弯强度大。

一种曲轴正时齿轮的制造方法.pdf
本发明采用提出了一种曲轴正时齿轮的制造方法,具体步骤为:(1)齿坯加工;(2)滚齿;(3)剃齿:a.M值的确定:在剃齿时,沿齿宽的中心线把M值分为两侧对称的四组,从齿宽的中心线向两侧方向依次减小M值,从而将M值设计成阶梯尺寸;b.根据确定的M值进行剃齿的,得到剃齿后的正时齿轮;(4)碳氮共渗;(5)磨内孔,得到成品。本发明根据热处理变形量,采取逆变形的方法,将剃齿时曲轴正时齿轮的M值尺寸确定为阶梯尺寸法,通过碳氮共渗热处理后,使曲轴正时齿轮的M值尺寸又返回到图纸要求的尺寸,最终使产品达到理想的状态,克服了
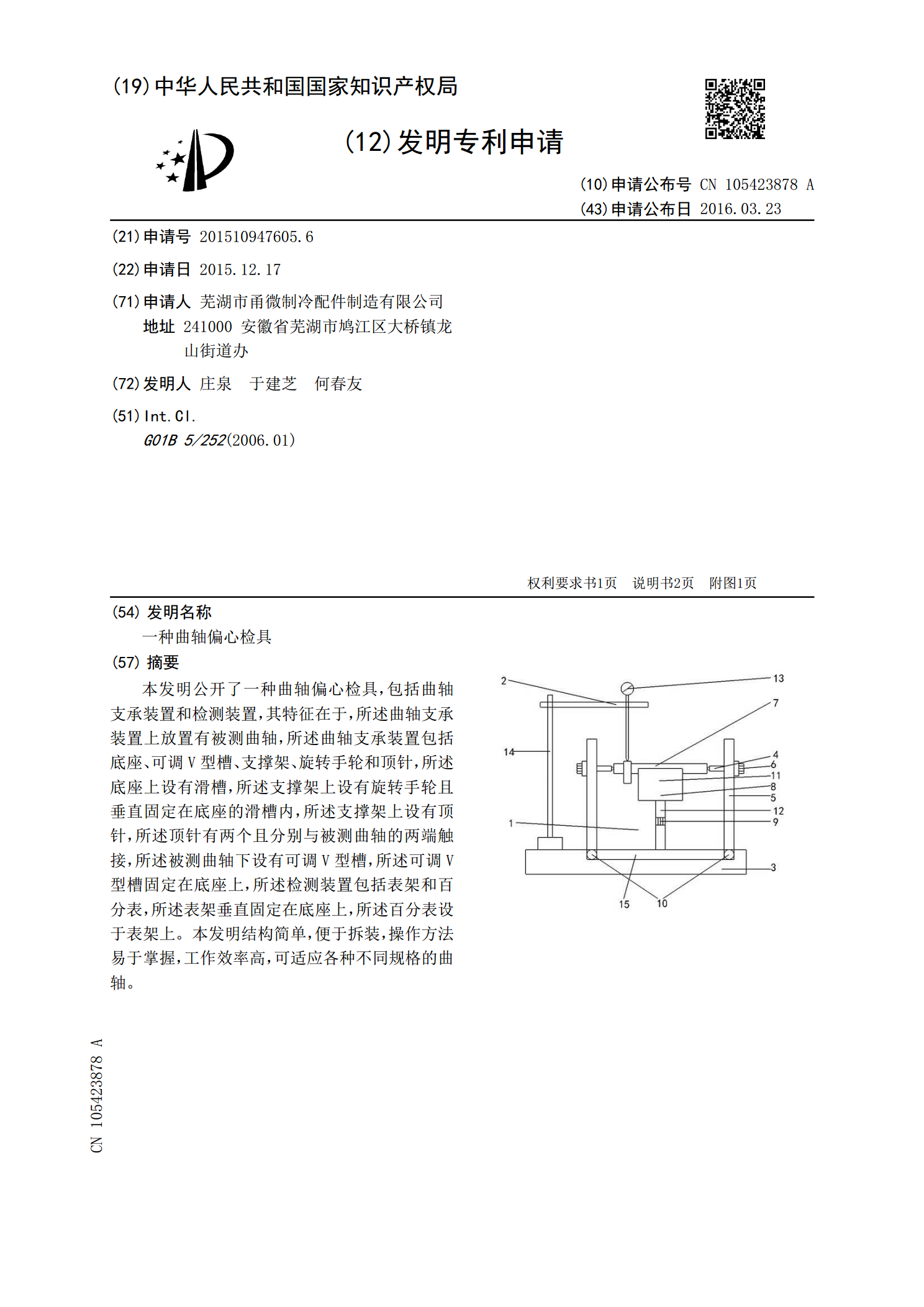
一种曲轴偏心检具.pdf
本发明公开了一种曲轴偏心检具,包括曲轴支承装置和检测装置,其特征在于,所述曲轴支承装置上放置有被测曲轴,所述曲轴支承装置包括底座、可调V型槽、支撑架、旋转手轮和顶针,所述底座上设有滑槽,所述支撑架上设有旋转手轮且垂直固定在底座的滑槽内,所述支撑架上设有顶针,所述顶针有两个且分别与被测曲轴的两端触接,所述被测曲轴下设有可调V型槽,所述可调V型槽固定在底座上,所述检测装置包括表架和百分表,所述表架垂直固定在底座上,所述百分表设于表架上。本发明结构简单,便于拆装,操作方法易于掌握,工作效率高,可适应各种不同规格