
一种曲轴正时齿轮制备方法.pdf

听云****君哇

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种曲轴正时齿轮制备方法.pdf
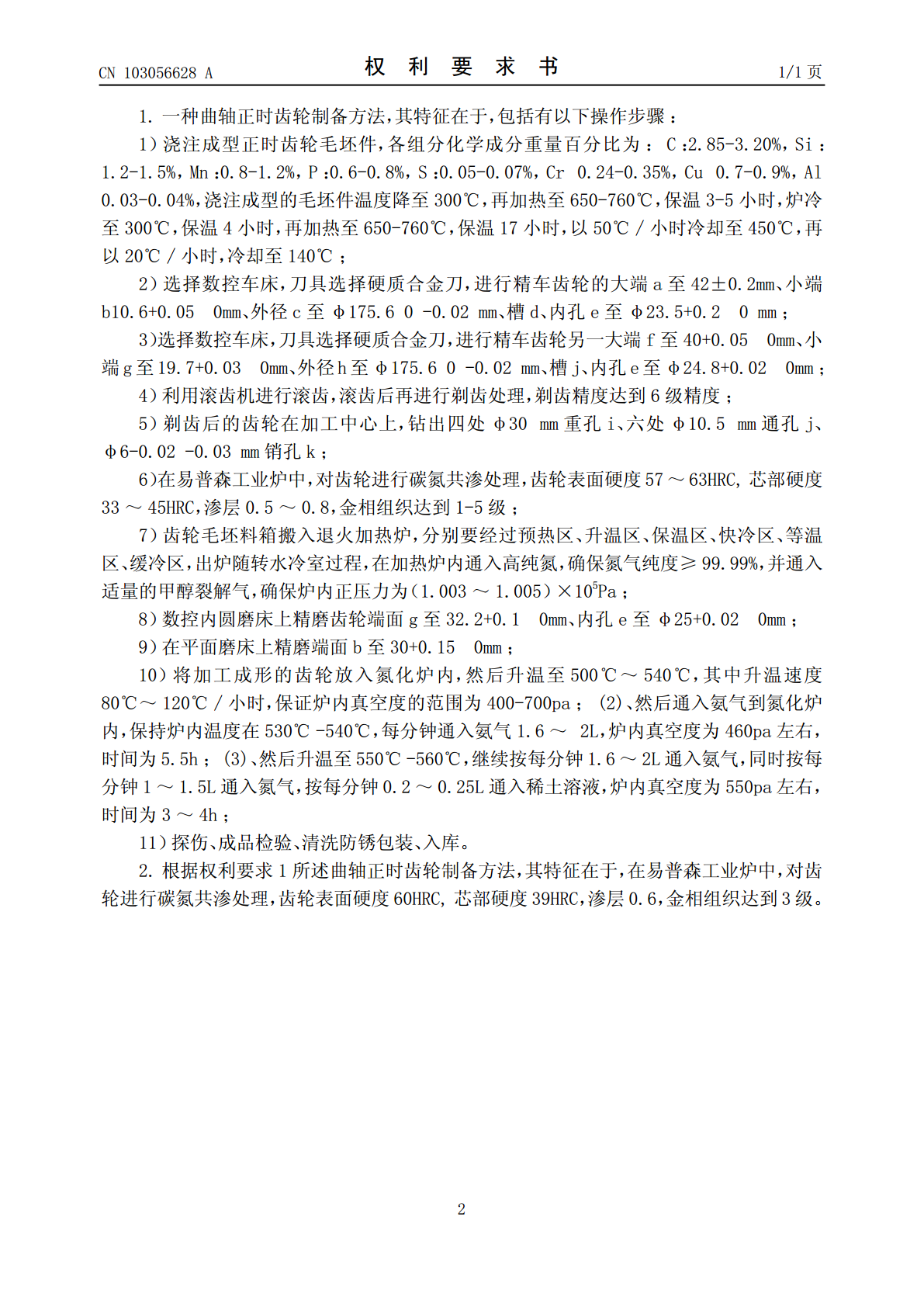
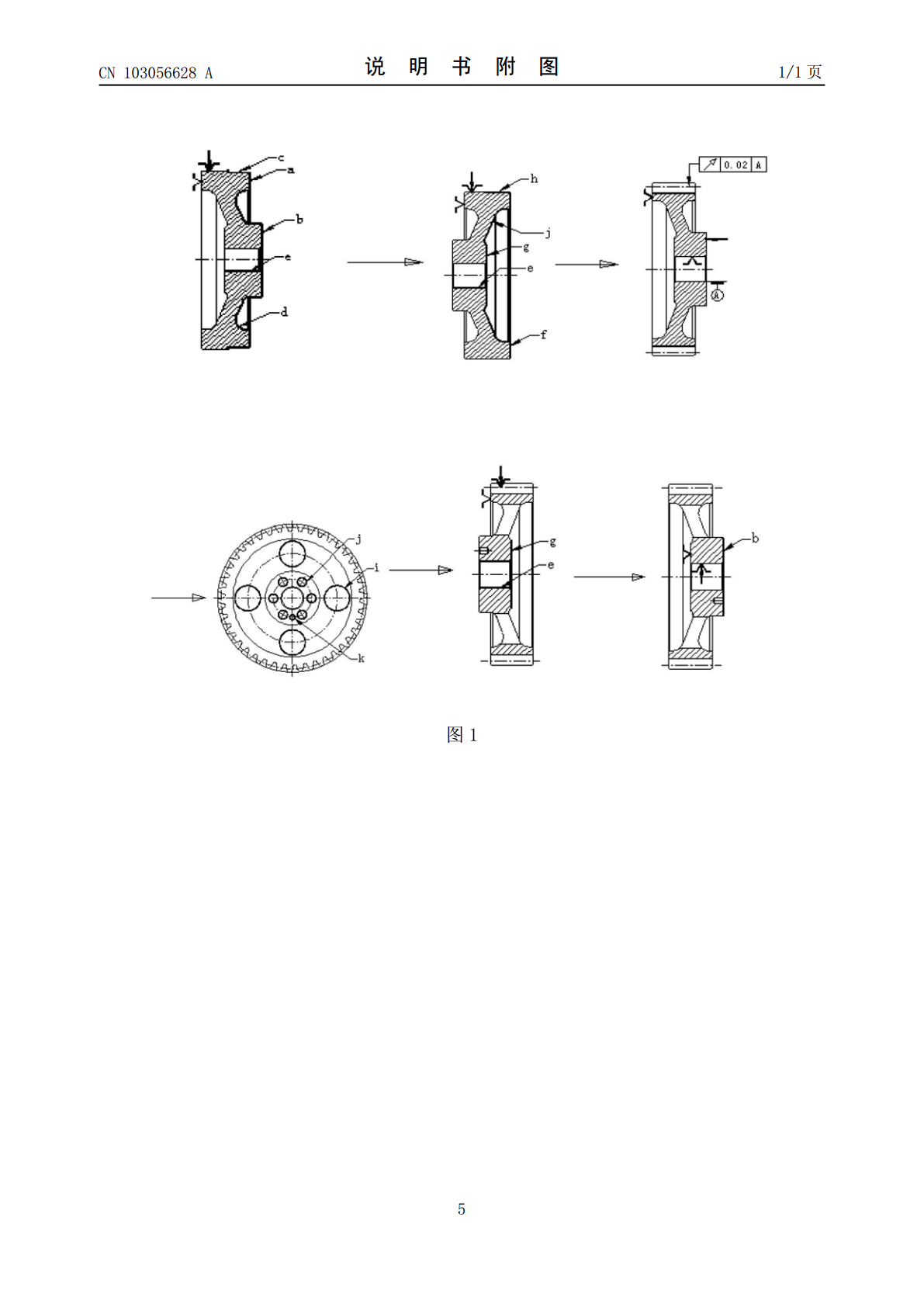
本发明公开了一种曲轴正时齿轮制备方法,包括以下步骤:1)选择材质为20CrMnTi的锻件,将锻件放入正火炉中,控制温度900℃-930℃,加热时间3h;2)选择数控车床,刀具选择硬质合金刀;3)选择数控车床,刀具选择硬质合金刀,进行精车齿轮另一大端f至40+0.05??0mm、小端g至19.7+0.03??0mm、外径h至φ175.6?0?-0.02?mm、槽j、内孔e至φ24.8+0.02??0mm。本发明在啮合过程中无轴向分力,重叠系数大,使用性能好,噪音小,承载能力强,传动平稳、效率高,抗弯强度大。
一种曲轴正时齿轮及其制备方法.pdf
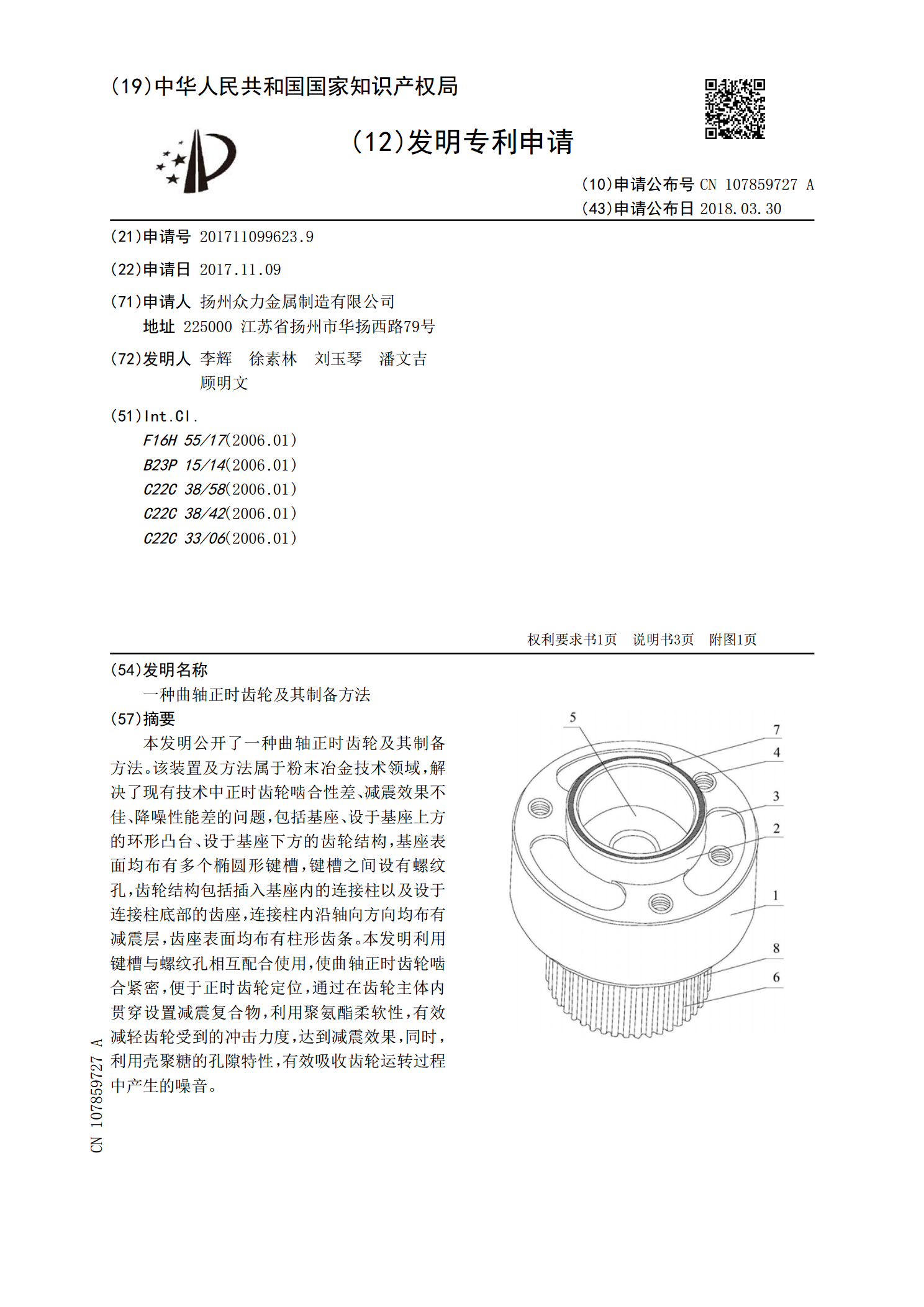
本发明公开了一种曲轴正时齿轮及其制备方法。该装置及方法属于粉末冶金技术领域,解决了现有技术中正时齿轮啮合性差、减震效果不佳、降噪性能差的问题,包括基座、设于基座上方的环形凸台、设于基座下方的齿轮结构,基座表面均布有多个椭圆形键槽,键槽之间设有螺纹孔,齿轮结构包括插入基座内的连接柱以及设于连接柱底部的齿座,连接柱内沿轴向方向均布有减震层,齿座表面均布有柱形齿条。本发明利用键槽与螺纹孔相互配合使用,使曲轴正时齿轮啮合紧密,便于正时齿轮定位,通过在齿轮主体内贯穿设置减震复合物,利用聚氨酯柔软性,有效减轻齿轮受到

一种曲轴正时齿轮的制造方法.pdf
本发明采用提出了一种曲轴正时齿轮的制造方法,具体步骤为:(1)齿坯加工;(2)滚齿;(3)剃齿:a.M值的确定:在剃齿时,沿齿宽的中心线把M值分为两侧对称的四组,从齿宽的中心线向两侧方向依次减小M值,从而将M值设计成阶梯尺寸;b.根据确定的M值进行剃齿的,得到剃齿后的正时齿轮;(4)碳氮共渗;(5)磨内孔,得到成品。本发明根据热处理变形量,采取逆变形的方法,将剃齿时曲轴正时齿轮的M值尺寸确定为阶梯尺寸法,通过碳氮共渗热处理后,使曲轴正时齿轮的M值尺寸又返回到图纸要求的尺寸,最终使产品达到理想的状态,克服了

一种曲轴正时齿轮装配组件及方法.pdf
本发明公开了一种曲轴正时齿轮装配组件及方法,其中,该装配组件包括:导向轴、以及轴向滑动套装在所述导向轴上的导向套;该方法包括:设置由导向轴和导向套构成的装配组件,并根据装配组件设置曲轴和正时齿轮;将正时齿轮安装到装配组件的导向套上;将装配组件的导向轴安装到曲轴小头上;用压装机将装配组件连同曲轴正时齿轮压装入曲轴小头,完成曲轴正时齿轮的装配。本发明所述装配组件及方法,可以克服现有技术中压装难度大、装配稳定性差及精度低等缺陷,以实现减轻压装难度、并提高装配稳定性和精度。
一种曲轴齿轮正时角度检测装置.pdf
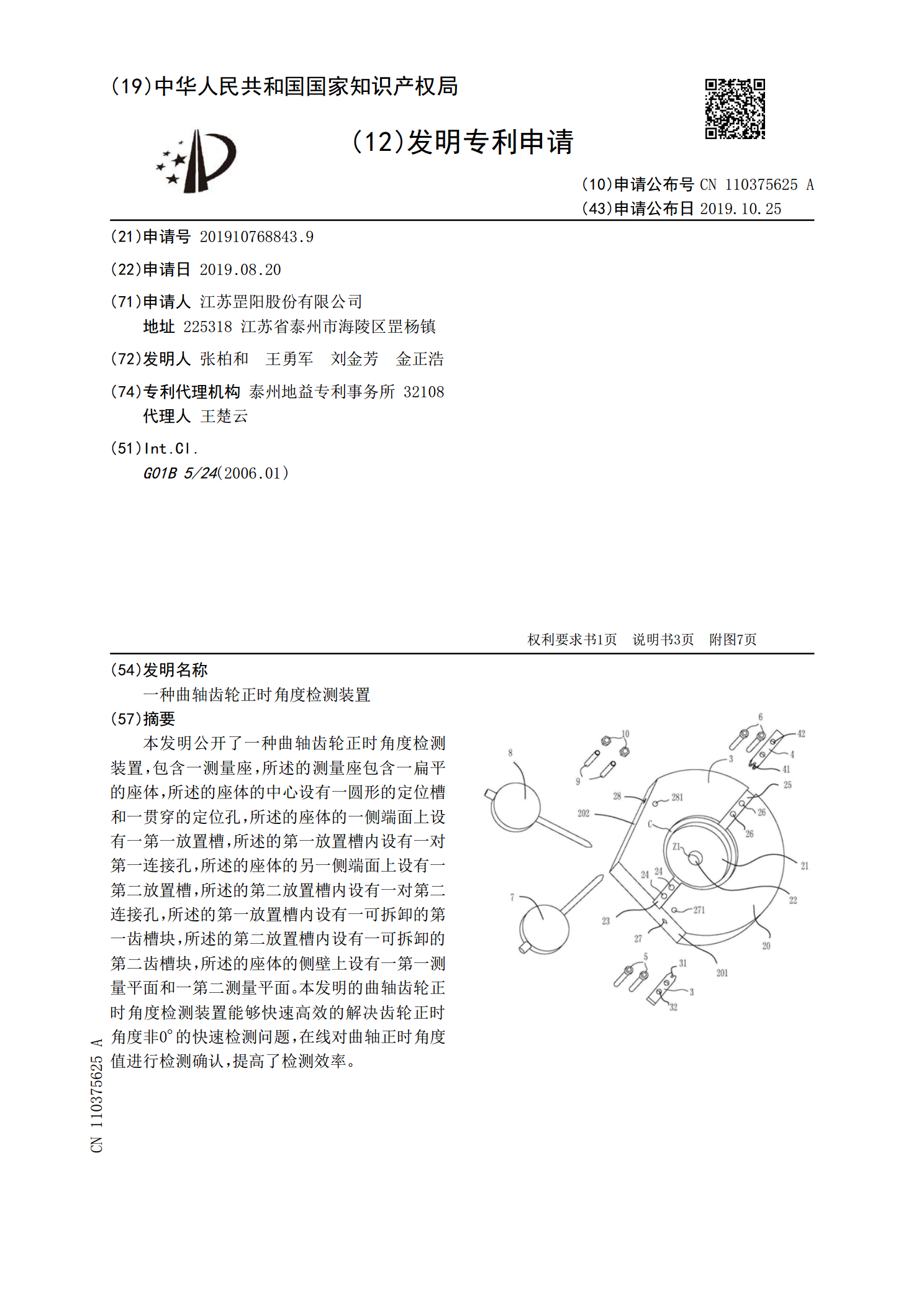
本发明公开了一种曲轴齿轮正时角度检测装置,包含一测量座,所述的测量座包含一扁平的座体,所述的座体的中心设有一圆形的定位槽和一贯穿的定位孔,所述的座体的一侧端面上设有一第一放置槽,所述的第一放置槽内设有一对第一连接孔,所述的座体的另一侧端面上设有一第二放置槽,所述的第二放置槽内设有一对第二连接孔,所述的第一放置槽内设有一可拆卸的第一齿槽块,所述的第二放置槽内设有一可拆卸的第二齿槽块,所述的座体的侧壁上设有一第一测量平面和一第二测量平面。本发明的曲轴齿轮正时角度检测装置能够快速高效的解决齿轮正时角度非0°的快