
一种悬挂车空轨转向架组装工艺.pdf

文光****iu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种悬挂车空轨转向架组装工艺.pdf
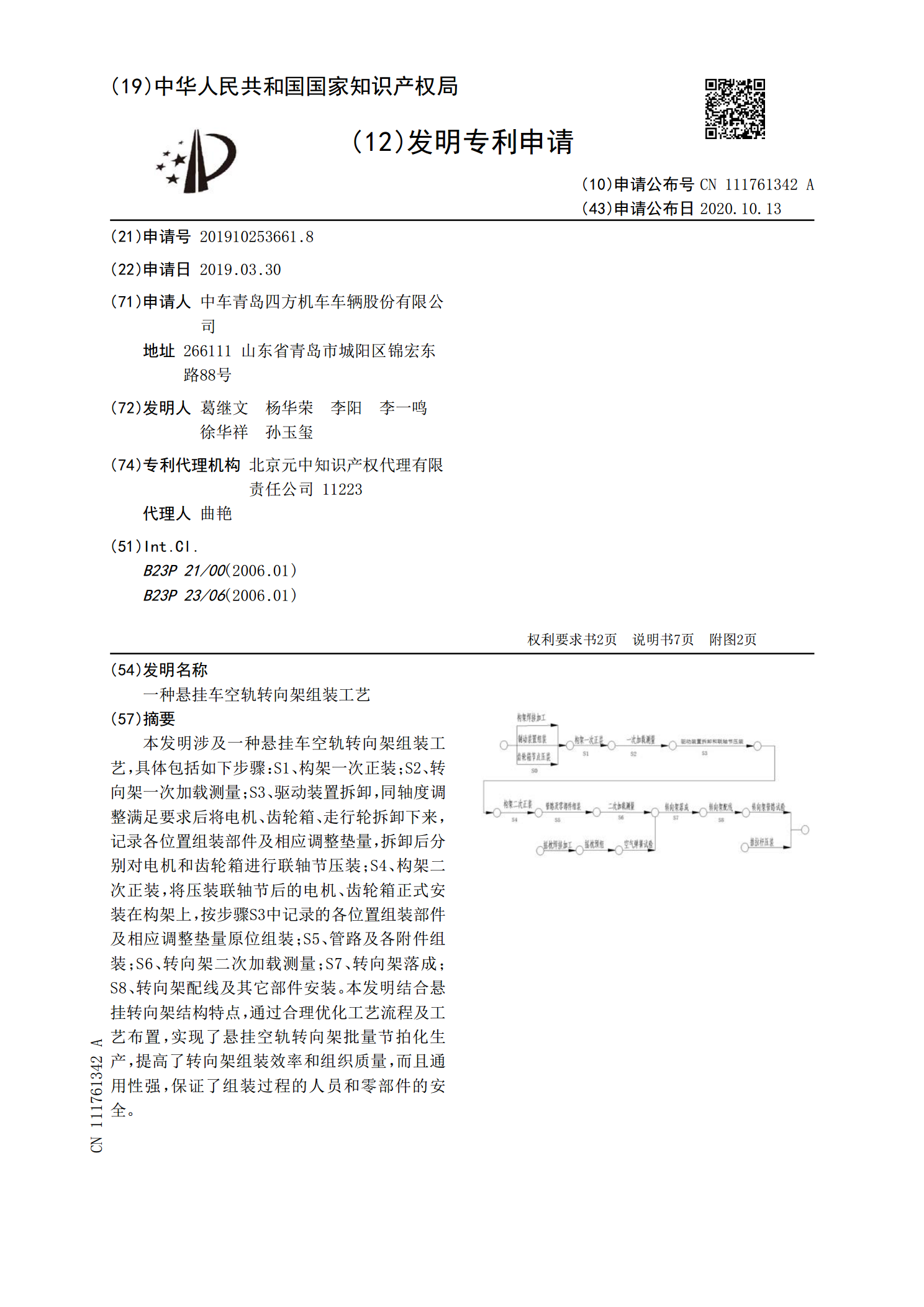
本发明涉及一种悬挂车空轨转向架组装工艺,具体包括如下步骤:S1、构架一次正装;S2、转向架一次加载测量;S3、驱动装置拆卸,同轴度调整满足要求后将电机、齿轮箱、走行轮拆卸下来,记录各位置组装部件及相应调整垫量,拆卸后分别对电机和齿轮箱进行联轴节压装;S4、构架二次正装,将压装联轴节后的电机、齿轮箱正式安装在构架上,按步骤S3中记录的各位置组装部件及相应调整垫量原位组装;S5、管路及各附件组装;S6、转向架二次加载测量;S7、转向架落成;S8、转向架配线及其它部件安装。本发明结合悬挂转向架结构特点,通过合理
一种转向架及空轨列车.pdf
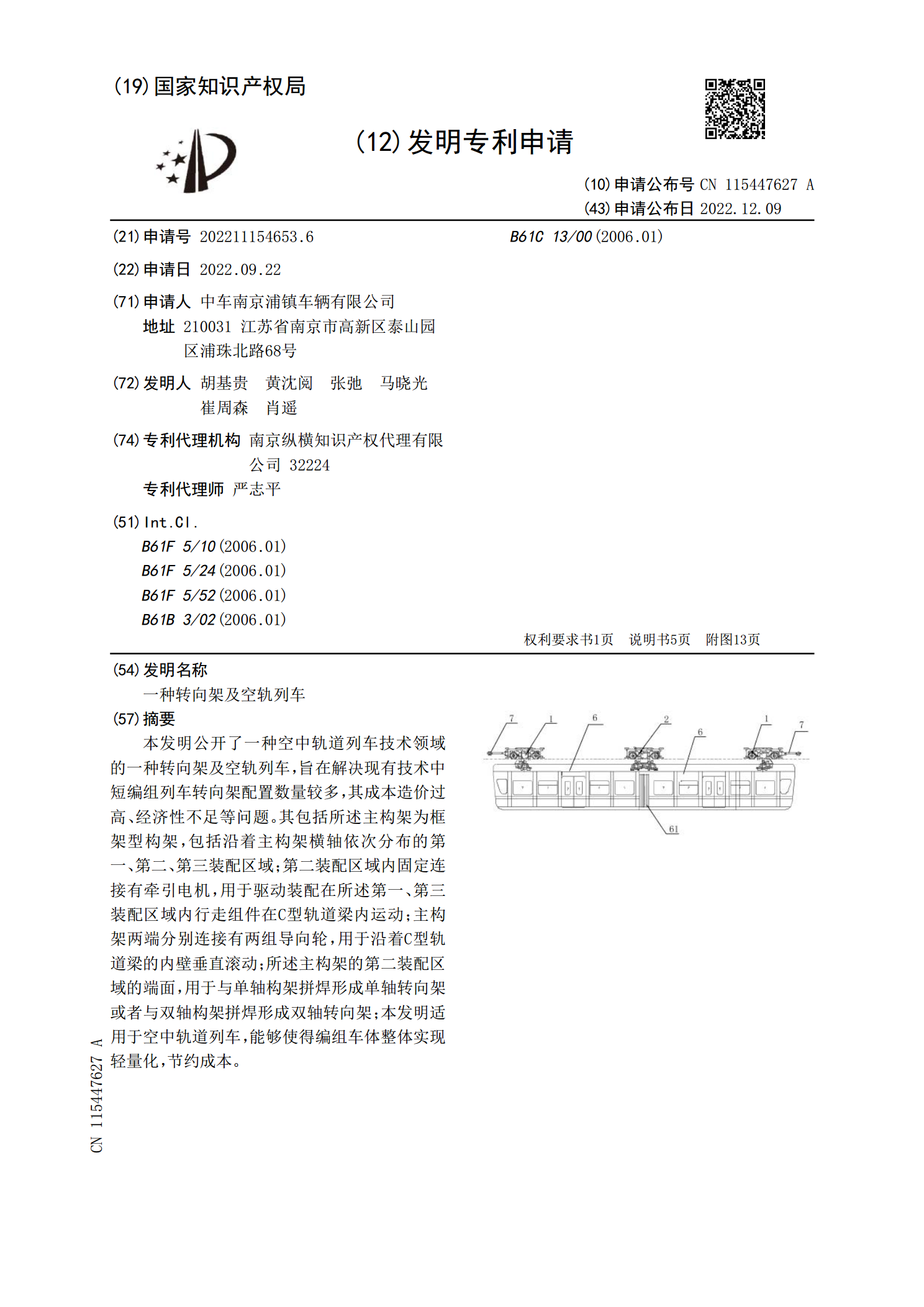
本发明公开了一种空中轨道列车技术领域的一种转向架及空轨列车,旨在解决现有技术中短编组列车转向架配置数量较多,其成本造价过高、经济性不足等问题。其包括所述主构架为框架型构架,包括沿着主构架横轴依次分布的第一、第二、第三装配区域;第二装配区域内固定连接有牵引电机,用于驱动装配在所述第一、第三装配区域内行走组件在C型轨道梁内运动;主构架两端分别连接有两组导向轮,用于沿着C型轨道梁的内壁垂直滚动;所述主构架的第二装配区域的端面,用于与单轴构架拼焊形成单轴转向架或者与双轴构架拼焊形成双轴转向架;本发明适用于空中轨道

一种半挂车空悬车轴与前支架连接装置.pdf
本实用新型涉及半挂车空悬车轴与前支架连接装置,其特征在于:前支架(1)左右两侧对应开设椭圆孔(6),所述椭圆孔(6)两边对称固定导向块(2),滑块(3)设在导向块(2)之间并与前支架(1)固定,滑块(3)上开设斜矩形孔(31),活动销套(4)镶嵌在斜矩形孔(31)内;导向臂(7)设置在前支架(1)两侧板之间,销轴(5)依次从一侧的活动销套(4)、导向臂(7)上的孔、另一侧活动销套(4)中穿出,将导向臂(7)与前支架(1)两侧板贯穿连接成一体。销套与销轴面接触,滑块与活动销套面接触,这样增加接触面,受力均匀
一种侧挂式空轨列车转向架.pdf
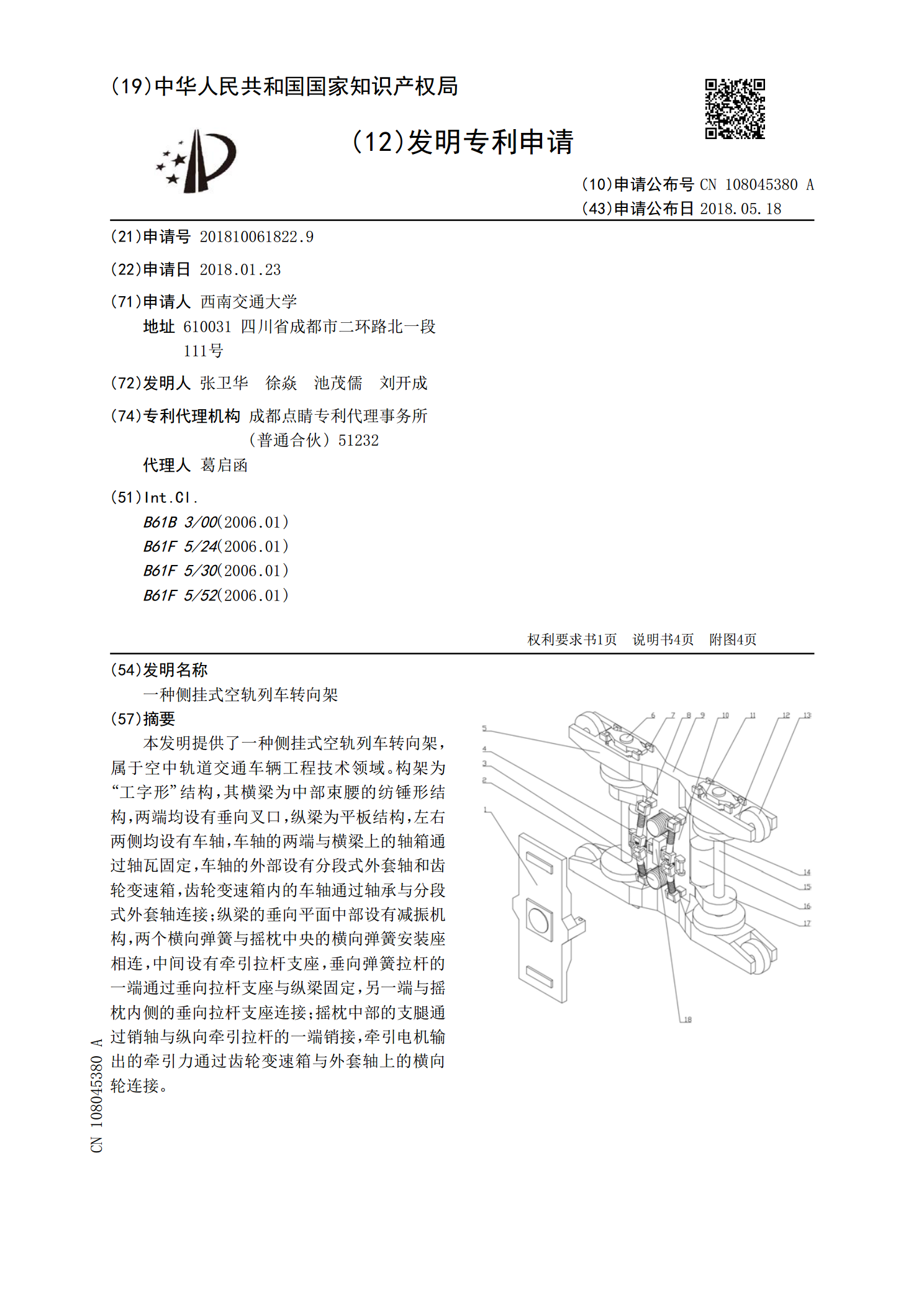
本发明提供了一种侧挂式空轨列车转向架,属于空中轨道交通车辆工程技术领域。构架为“工字形”结构,其横梁为中部束腰的纺锤形结构,两端均设有垂向叉口,纵梁为平板结构,左右两侧均设有车轴,车轴的两端与横梁上的轴箱通过轴瓦固定,车轴的外部设有分段式外套轴和齿轮变速箱,齿轮变速箱内的车轴通过轴承与分段式外套轴连接;纵梁的垂向平面中部设有减振机构,两个横向弹簧与摇枕中央的横向弹簧安装座相连,中间设有牵引拉杆支座,垂向弹簧拉杆的一端通过垂向拉杆支座与纵梁固定,另一端与摇枕内侧的垂向拉杆支座连接;摇枕中部的支腿通过销轴与纵
一种悬挂式空轨列车转向架导向系统.pdf
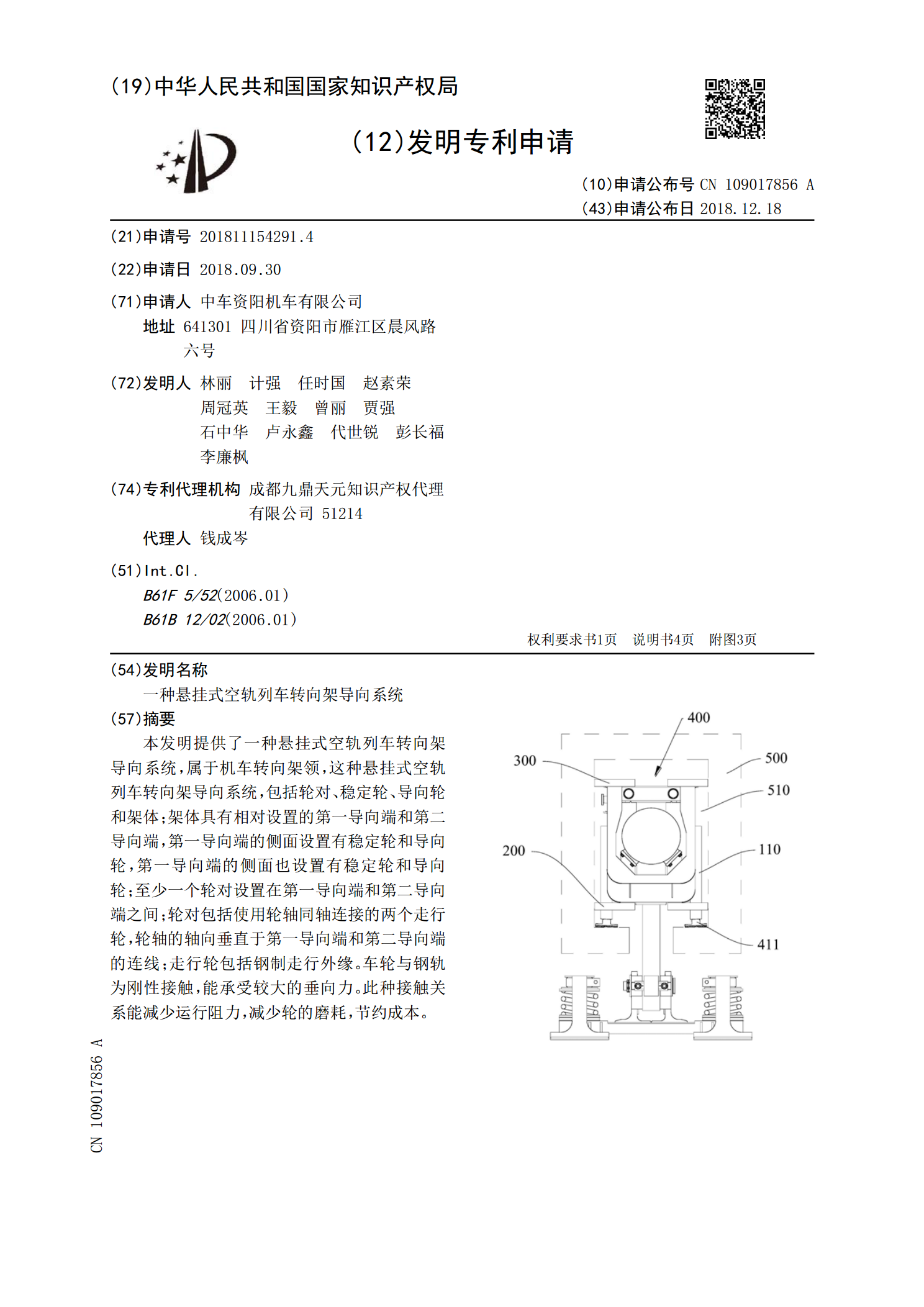
本发明提供了一种悬挂式空轨列车转向架导向系统,属于机车转向架领,这种悬挂式空轨列车转向架导向系统,包括轮对、稳定轮、导向轮和架体;架体具有相对设置的第一导向端和第二导向端,第一导向端的侧面设置有稳定轮和导向轮,第一导向端的侧面也设置有稳定轮和导向轮;至少一个轮对设置在第一导向端和第二导向端之间;轮对包括使用轮轴同轴连接的两个走行轮,轮轴的轴向垂直于第一导向端和第二导向端的连线;走行轮包括钢制走行外缘。车轮与钢轨为刚性接触,能承受较大的垂向力。此种接触关系能减少运行阻力,减少轮的磨耗,节约成本。