
一种用于共轭凸轮的随行夹具、及热后精加工方法.pdf

一吃****春艳

1/10
2/10
3/10
4/10
5/10
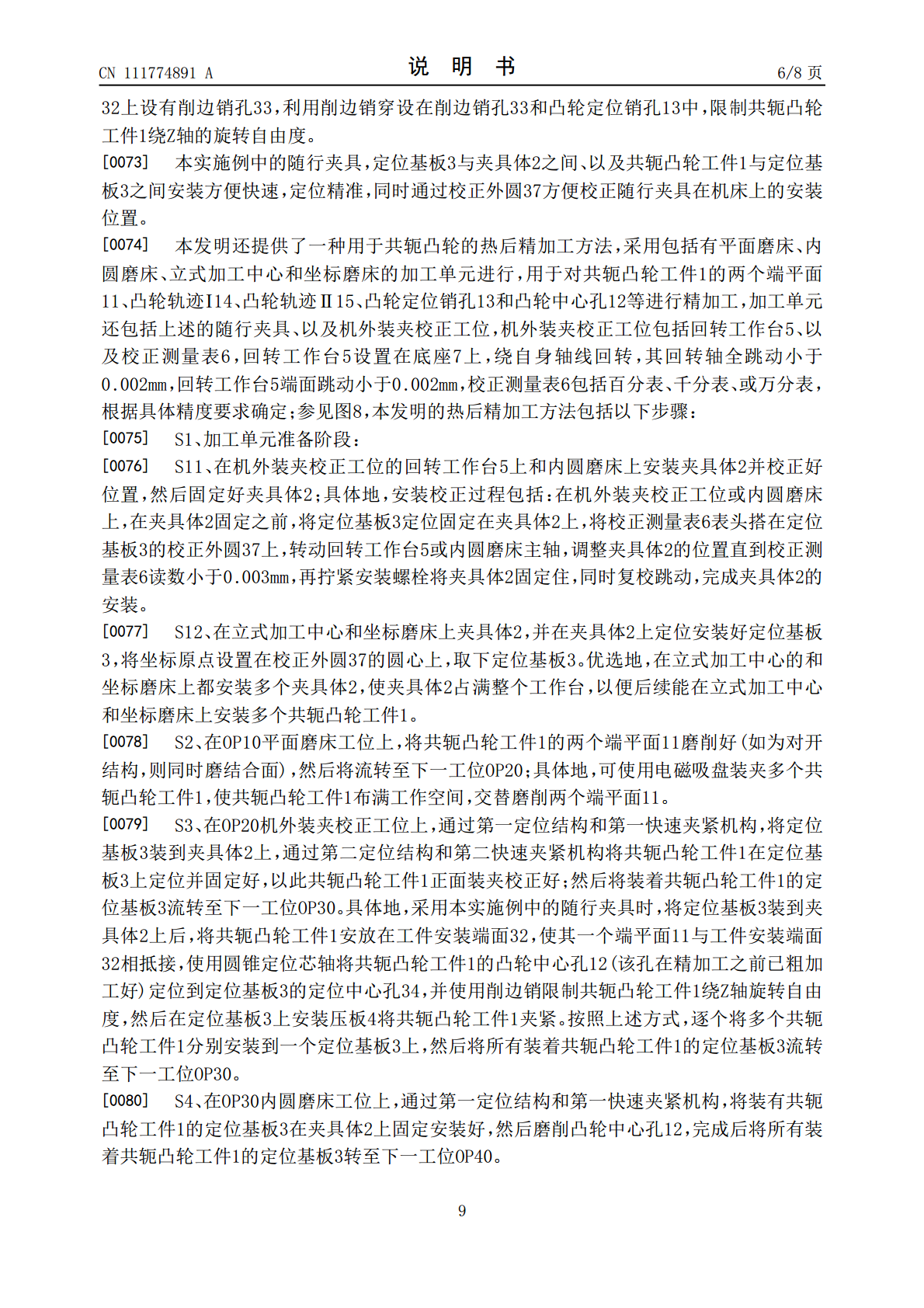
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于共轭凸轮的随行夹具、及热后精加工方法.pdf
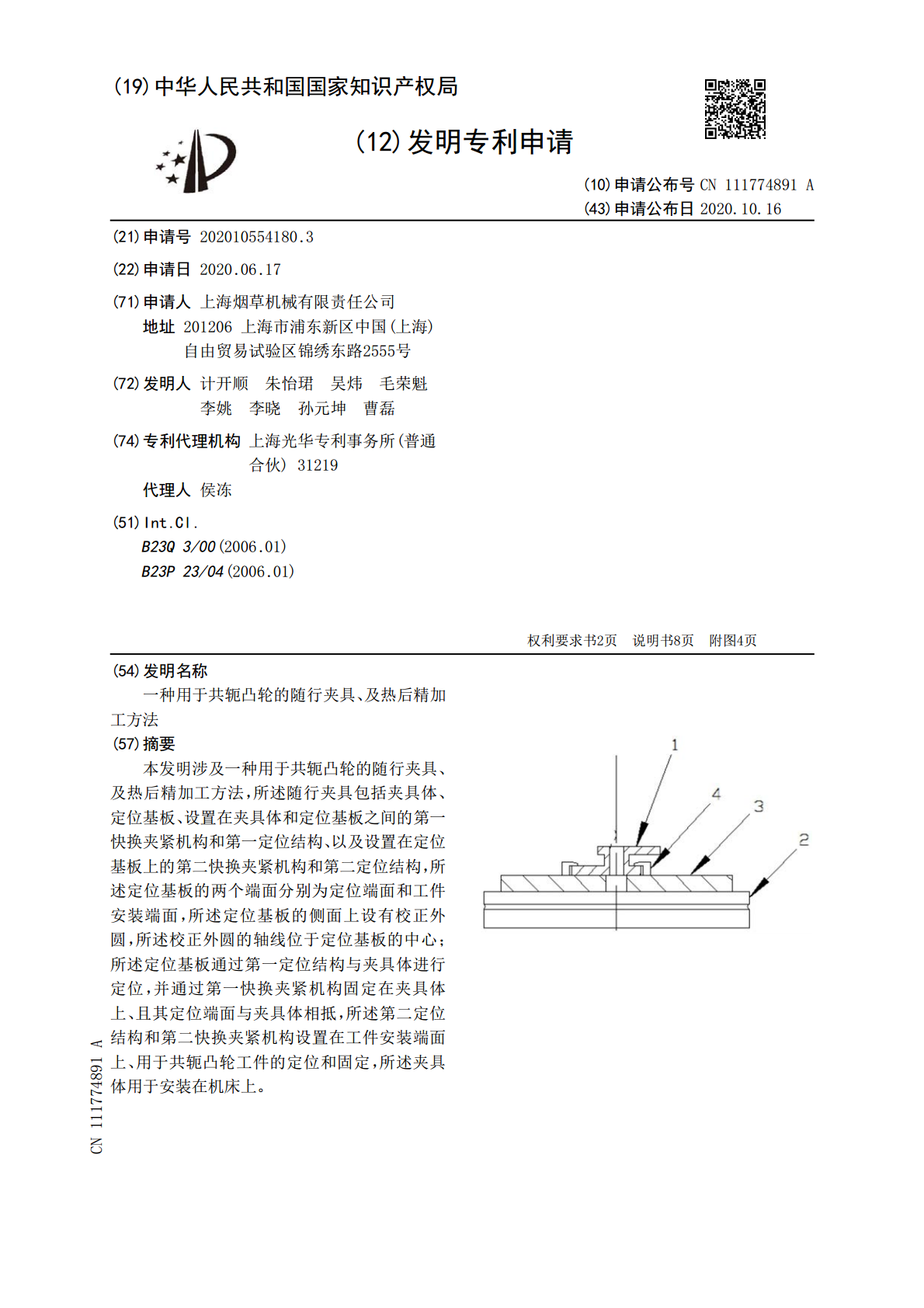
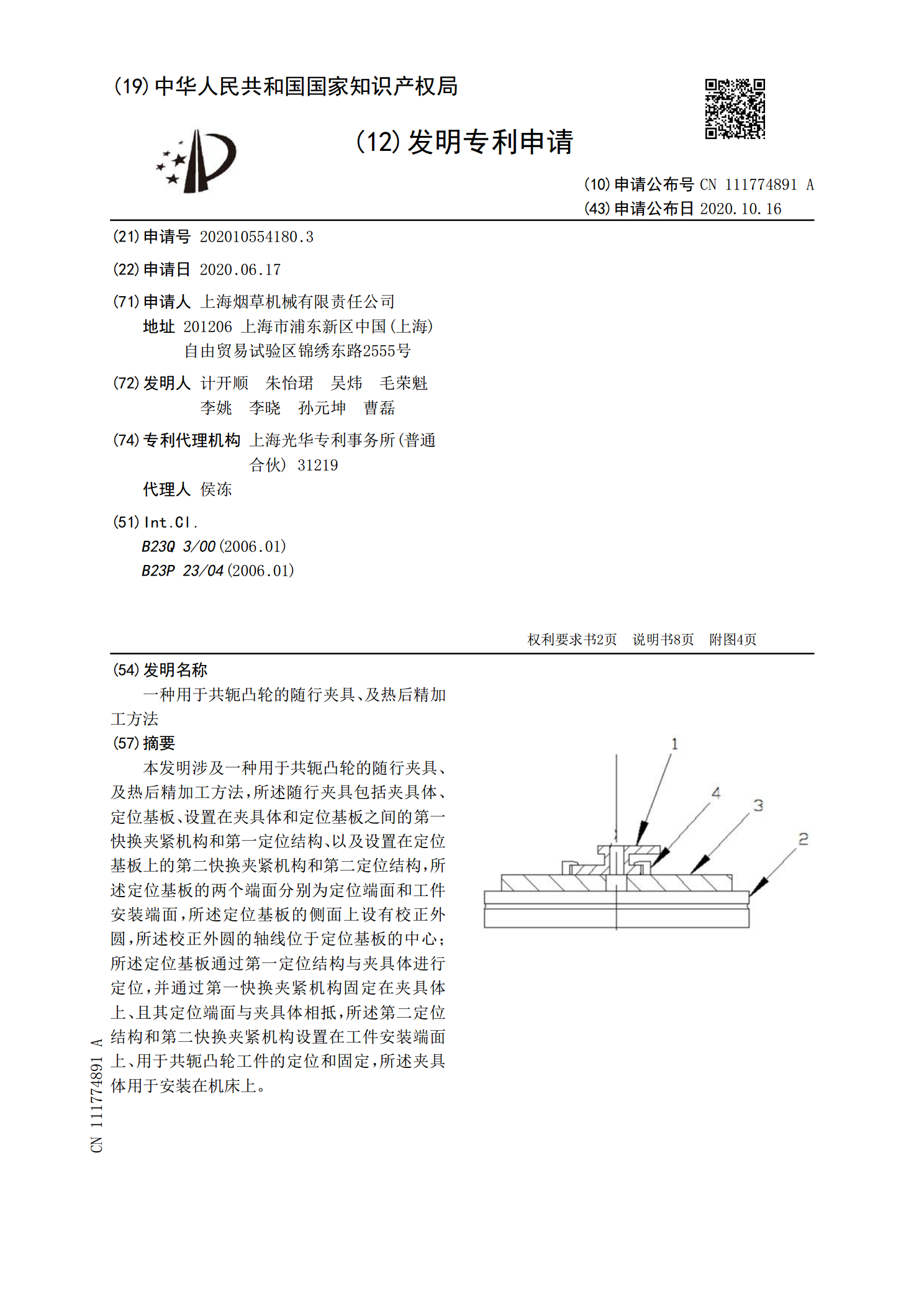
本发明涉及一种用于共轭凸轮的随行夹具、及热后精加工方法,所述随行夹具包括夹具体、定位基板、设置在夹具体和定位基板之间的第一快换夹紧机构和第一定位结构、以及设置在定位基板上的第二快换夹紧机构和第二定位结构,所述定位基板的两个端面分别为定位端面和工件安装端面,所述定位基板的侧面上设有校正外圆,所述校正外圆的轴线位于定位基板的中心;所述定位基板通过第一定位结构与夹具体进行定位,并通过第一快换夹紧机构固定在夹具体上、且其定位端面与夹具体相抵,所述第二定位结构和第二快换夹紧机构设置在工件安装端面上、用于共轭凸轮工件
一种锥齿轮半轴齿轮热后精加工夹具.pdf
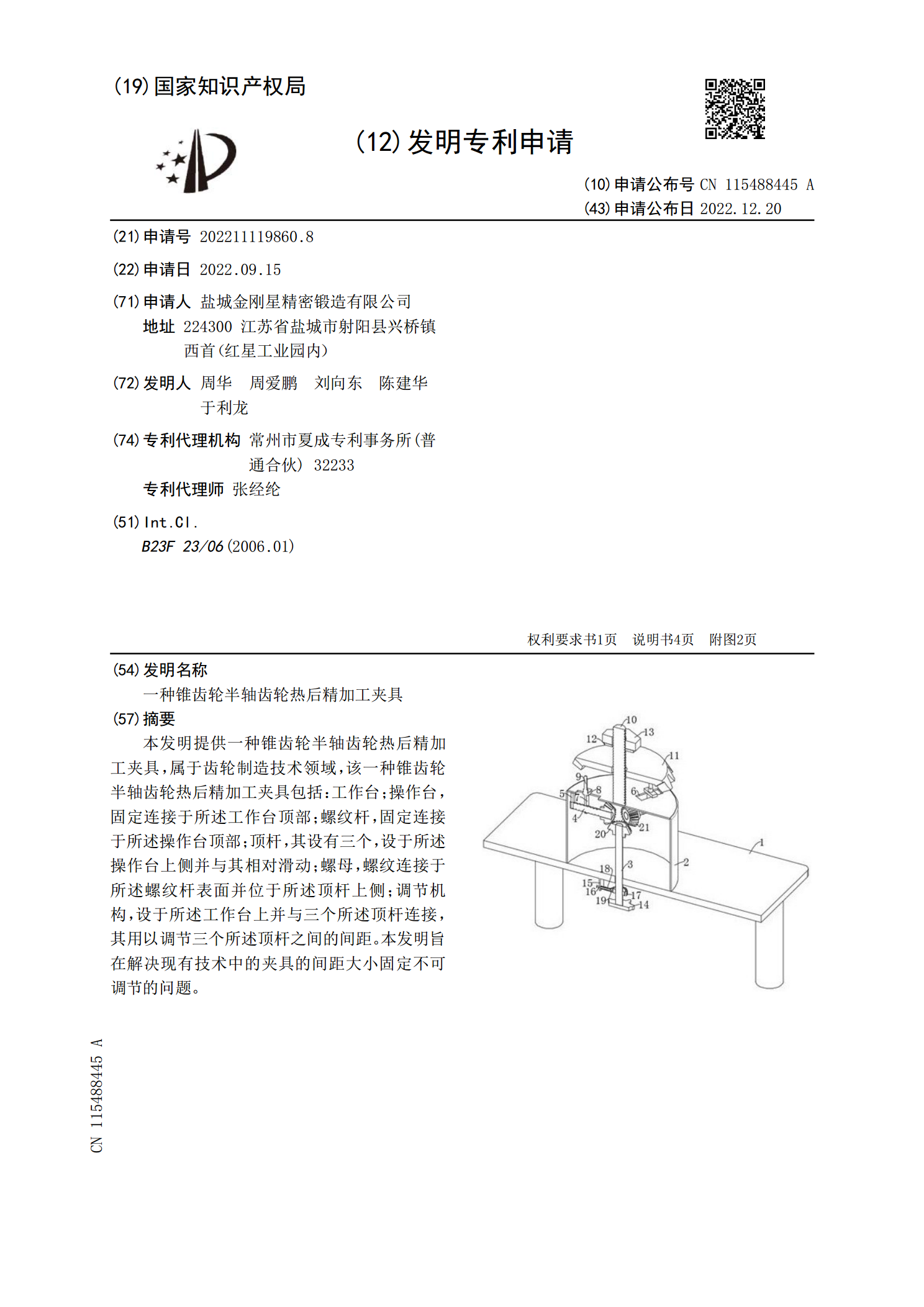
本发明提供一种锥齿轮半轴齿轮热后精加工夹具,属于齿轮制造技术领域,该一种锥齿轮半轴齿轮热后精加工夹具包括:工作台;操作台,固定连接于所述工作台顶部;螺纹杆,固定连接于所述操作台顶部;顶杆,其设有三个,设于所述操作台上侧并与其相对滑动;螺母,螺纹连接于所述螺纹杆表面并位于所述顶杆上侧;调节机构,设于所述工作台上并与三个所述顶杆连接,其用以调节三个所述顶杆之间的间距。本发明旨在解决现有技术中的夹具的间距大小固定不可调节的问题。

热后齿轮的精加工方法.docx
热后齿轮的精加工方法热后齿轮是一种通过高温处理来改善材料性能的齿轮。它具有较高的强度和耐磨性,但表面质量较差,需要进行精加工以满足特定的工程要求。本文将介绍热后齿轮的精加工方法,包括磨削、研磨和噪声测试等。1.热后齿轮的表面缺陷及其精加工要求在高温处理过程中,热后齿轮表面产生了一些缺陷,如氧化皮、氧化胶体和残余应力等。这些缺陷会影响齿轮的使用寿命和传动性能。因此,热后齿轮需要进行精加工,以去除表面缺陷、提高表面质量和减小残余应力。2.热后齿轮的磨削方法热后齿轮的磨削是一种常用的精加工方法。它可以去除表面粗
一种RV减速机双凸轮轴精加工夹具及方法.pdf
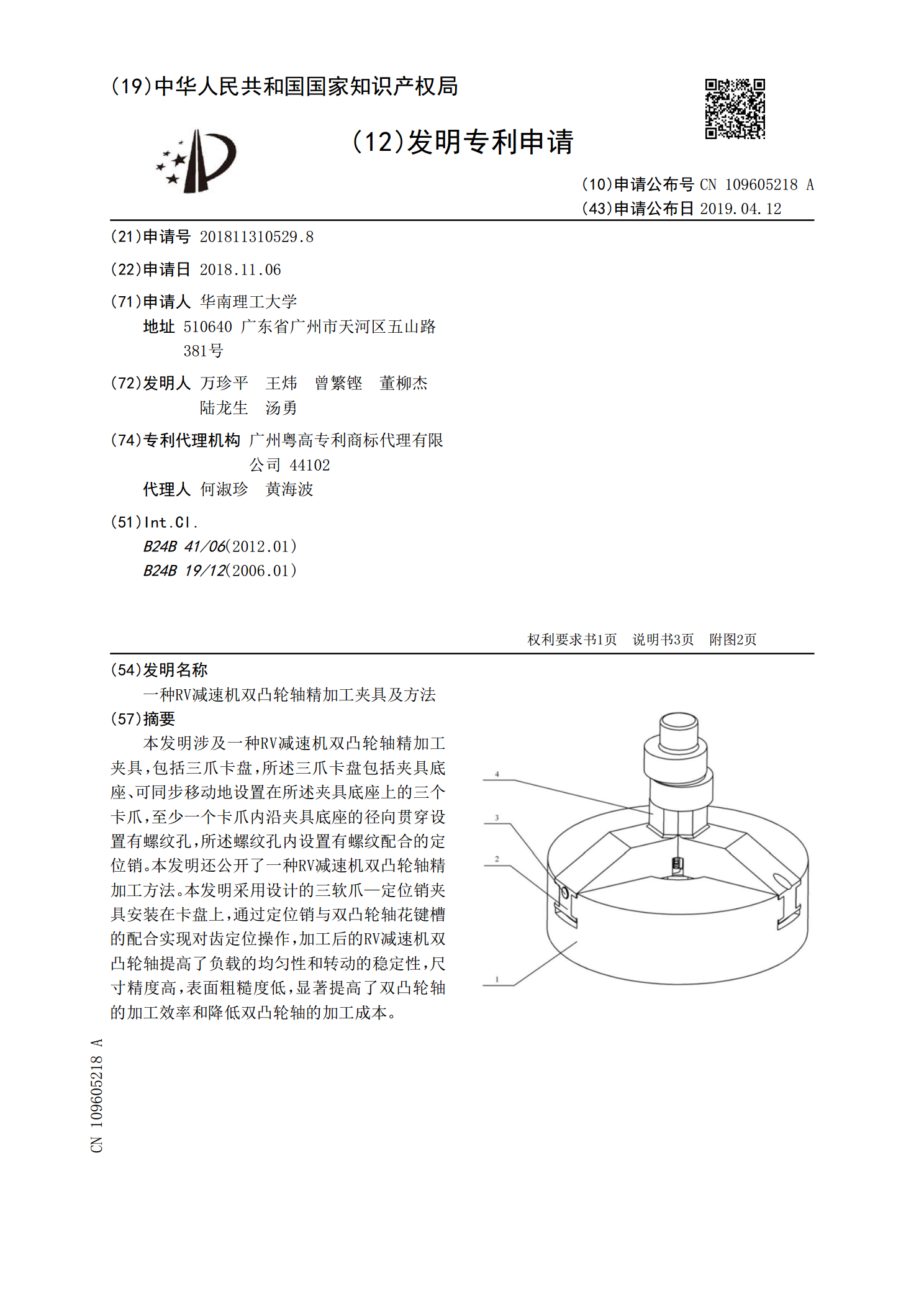
本发明涉及一种RV减速机双凸轮轴精加工夹具,包括三爪卡盘,所述三爪卡盘包括夹具底座、可同步移动地设置在所述夹具底座上的三个卡爪,至少一个卡爪内沿夹具底座的径向贯穿设置有螺纹孔,所述螺纹孔内设置有螺纹配合的定位销。本发明还公开了一种RV减速机双凸轮轴精加工方法。本发明采用设计的三软爪—定位销夹具安装在卡盘上,通过定位销与双凸轮轴花键槽的配合实现对齿定位操作,加工后的RV减速机双凸轮轴提高了负载的均匀性和转动的稳定性,尺寸精度高,表面粗糙度低,显著提高了双凸轮轴的加工效率和降低双凸轮轴的加工成本。
一种用于精加工铸铝壳体的夹具.pdf
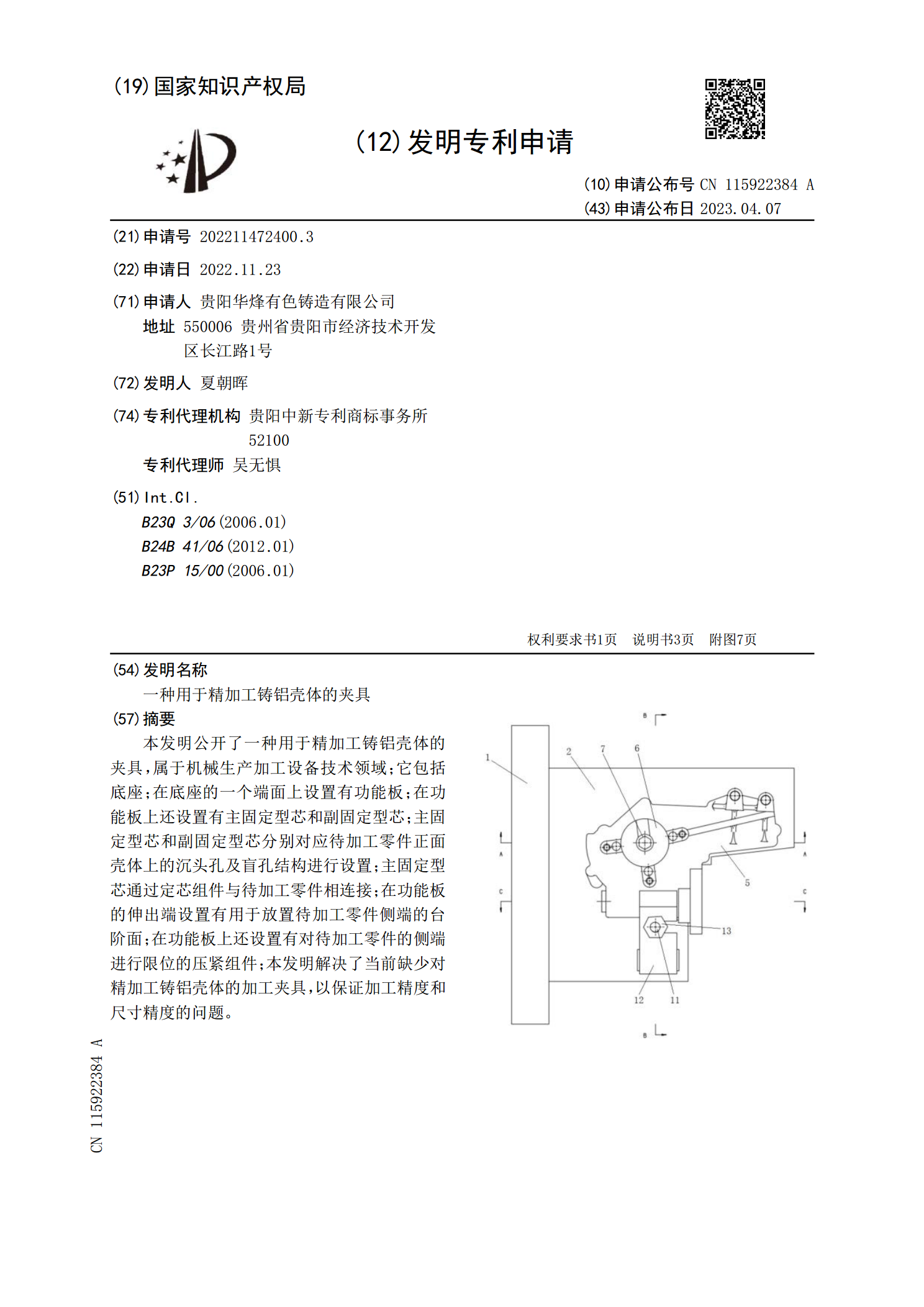
本发明公开了一种用于精加工铸铝壳体的夹具,属于机械生产加工设备技术领域;它包括底座;在底座的一个端面上设置有功能板;在功能板上还设置有主固定型芯和副固定型芯;主固定型芯和副固定型芯分别对应待加工零件正面壳体上的沉头孔及盲孔结构进行设置;主固定型芯通过定芯组件与待加工零件相连接;在功能板的伸出端设置有用于放置待加工零件侧端的台阶面;在功能板上还设置有对待加工零件的侧端进行限位的压紧组件;本发明解决了当前缺少对精加工铸铝壳体的加工夹具,以保证加工精度和尺寸精度的问题。