
一种用于精加工铸铝壳体的夹具.pdf

小长****6淑


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于精加工铸铝壳体的夹具.pdf
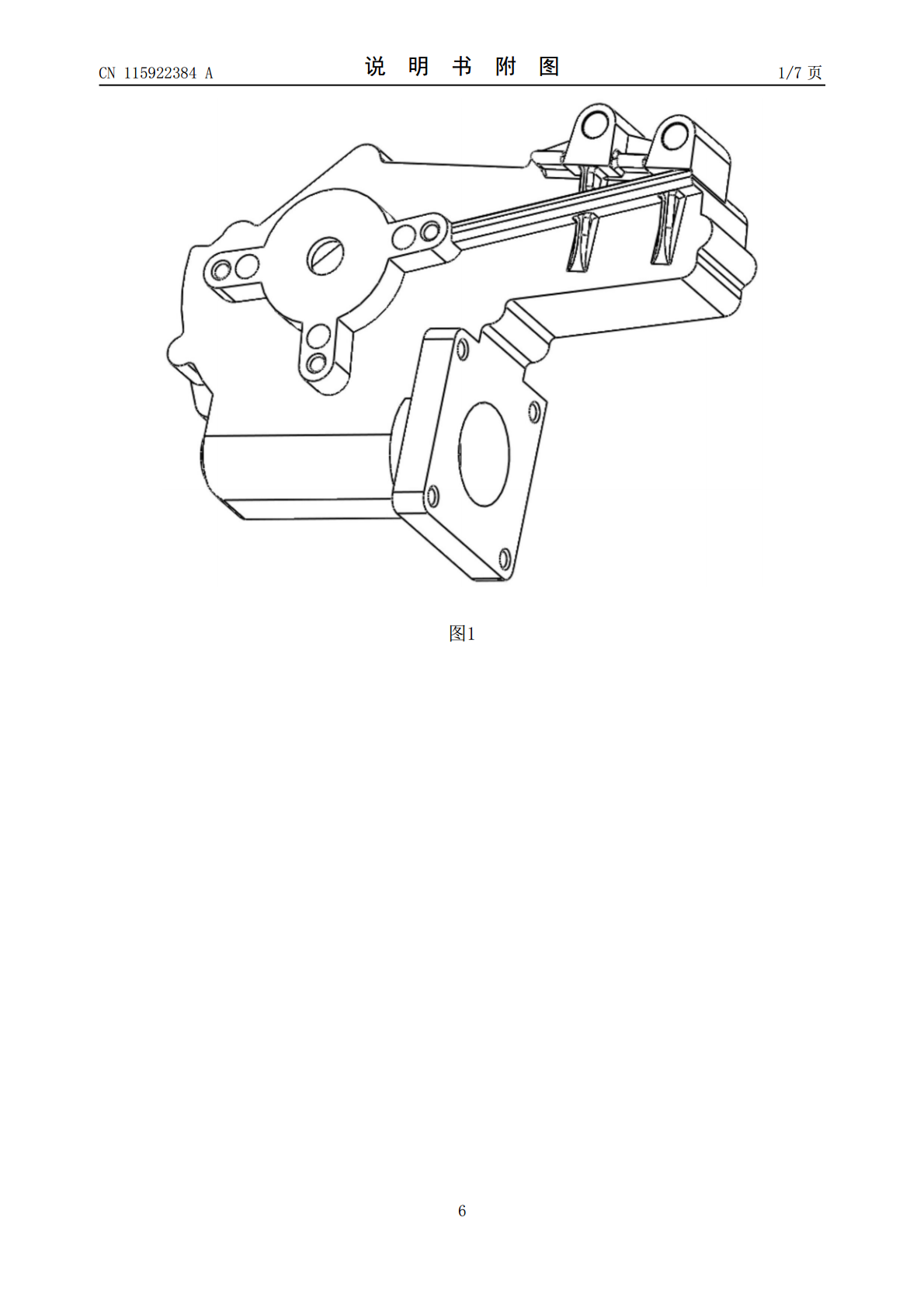
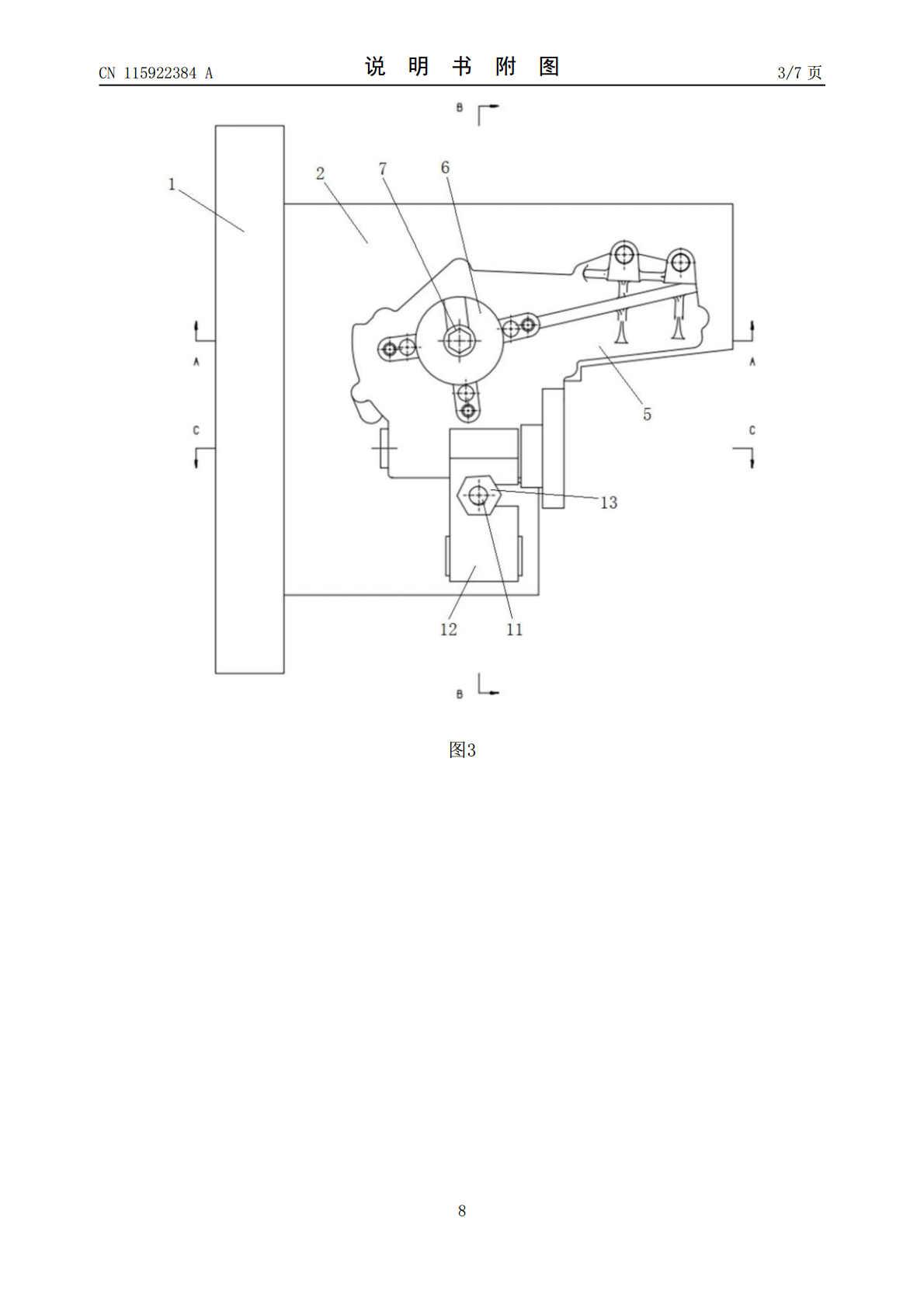
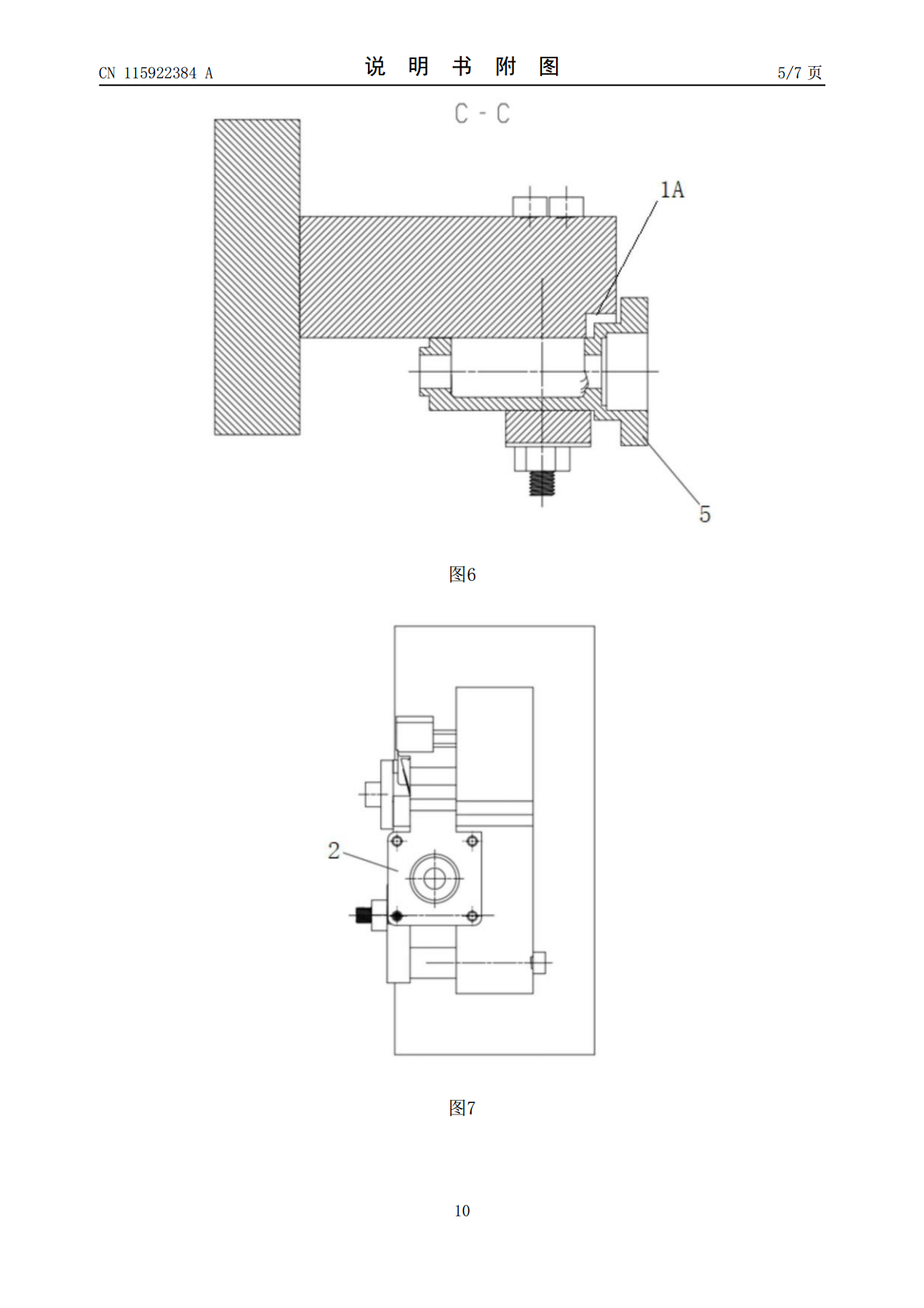
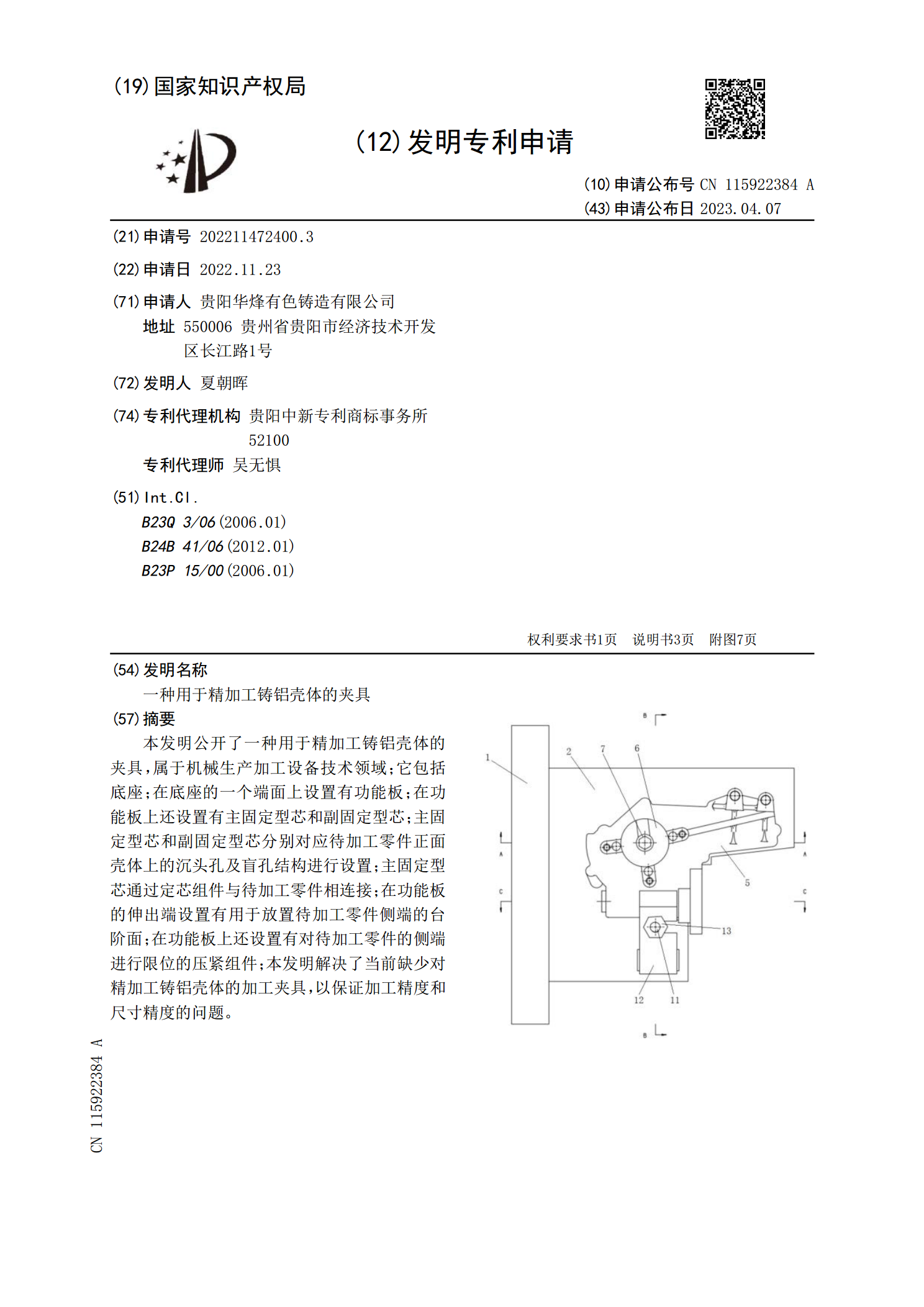
本发明公开了一种用于精加工铸铝壳体的夹具,属于机械生产加工设备技术领域;它包括底座;在底座的一个端面上设置有功能板;在功能板上还设置有主固定型芯和副固定型芯;主固定型芯和副固定型芯分别对应待加工零件正面壳体上的沉头孔及盲孔结构进行设置;主固定型芯通过定芯组件与待加工零件相连接;在功能板的伸出端设置有用于放置待加工零件侧端的台阶面;在功能板上还设置有对待加工零件的侧端进行限位的压紧组件;本发明解决了当前缺少对精加工铸铝壳体的加工夹具,以保证加工精度和尺寸精度的问题。

铸铝薄壁壳体的夹具设计与工艺分析.docx
铸铝薄壁壳体的夹具设计与工艺分析铸铝薄壁壳体的夹具设计与工艺分析摘要:铸铝薄壁壳体是一种常见的工业制品,在许多行业中都有广泛的应用。为了保证铸铝薄壁壳体的质量和精度,需要设计和制作适用于铸造过程的夹具。本文将通过对铸铝薄壁壳体的夹具设计和工艺分析,探讨夹具设计对产品质量和生产效率的影响,并提出优化设计和工艺的建议。1.引言铸铝薄壁壳体具有重量轻、强度高、导热性好等优点,因此在汽车、电子、航空航天等行业中得到广泛的应用。而铝合金的铸造工艺较为复杂,容易在铸造过程中产生翘曲、收缩、裂纹等缺陷,因此需要设计和制
一种用于转向器壳体的夹具组合.pdf
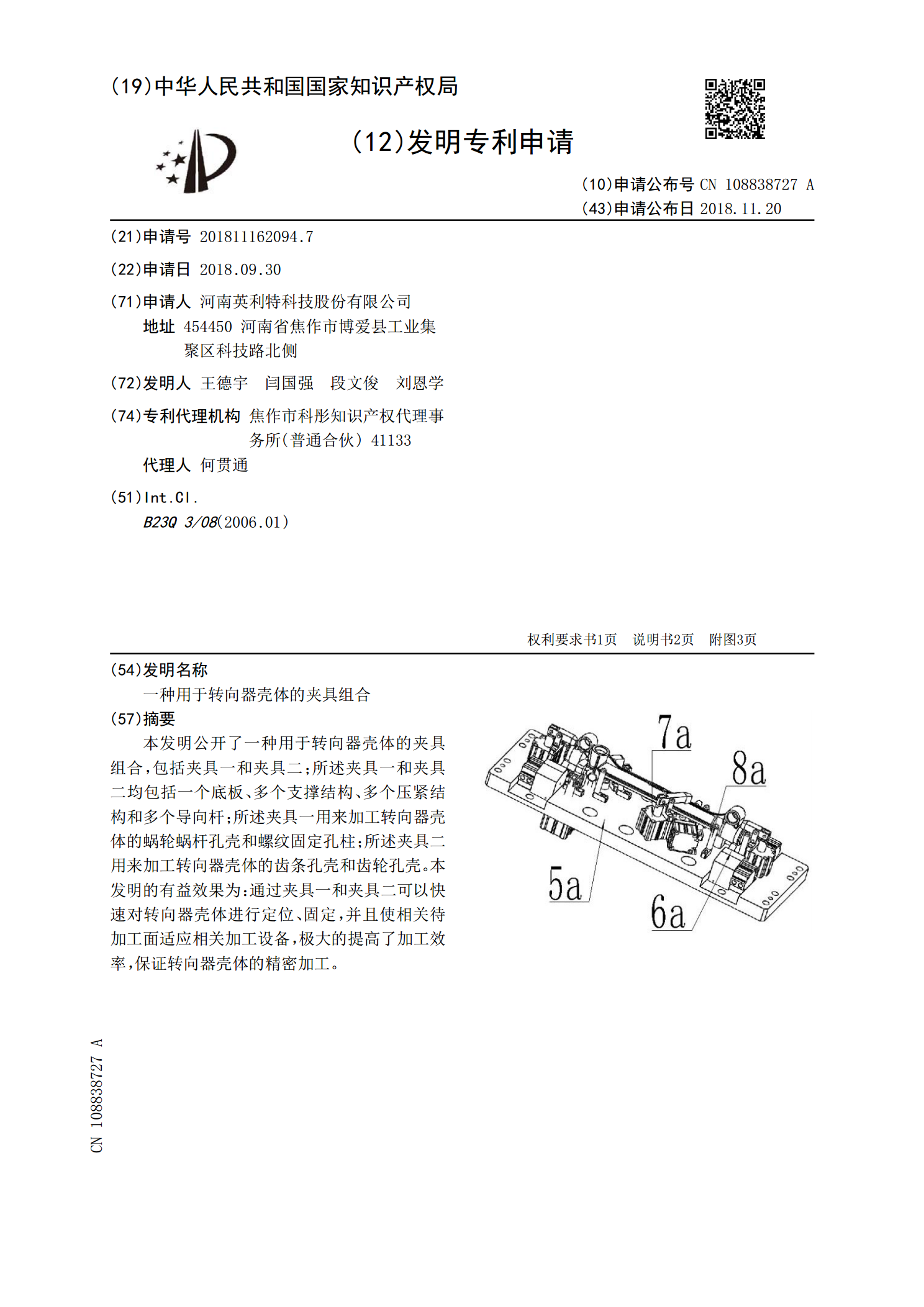
本发明公开了一种用于转向器壳体的夹具组合,包括夹具一和夹具二;所述夹具一和夹具二均包括一个底板、多个支撑结构、多个压紧结构和多个导向杆;所述夹具一用来加工转向器壳体的蜗轮蜗杆孔壳和螺纹固定孔柱;所述夹具二用来加工转向器壳体的齿条孔壳和齿轮孔壳。本发明的有益效果为:通过夹具一和夹具二可以快速对转向器壳体进行定位、固定,并且使相关待加工面适应相关加工设备,极大的提高了加工效率,保证转向器壳体的精密加工。
一种用于铝模板焊接的固定夹具.pdf
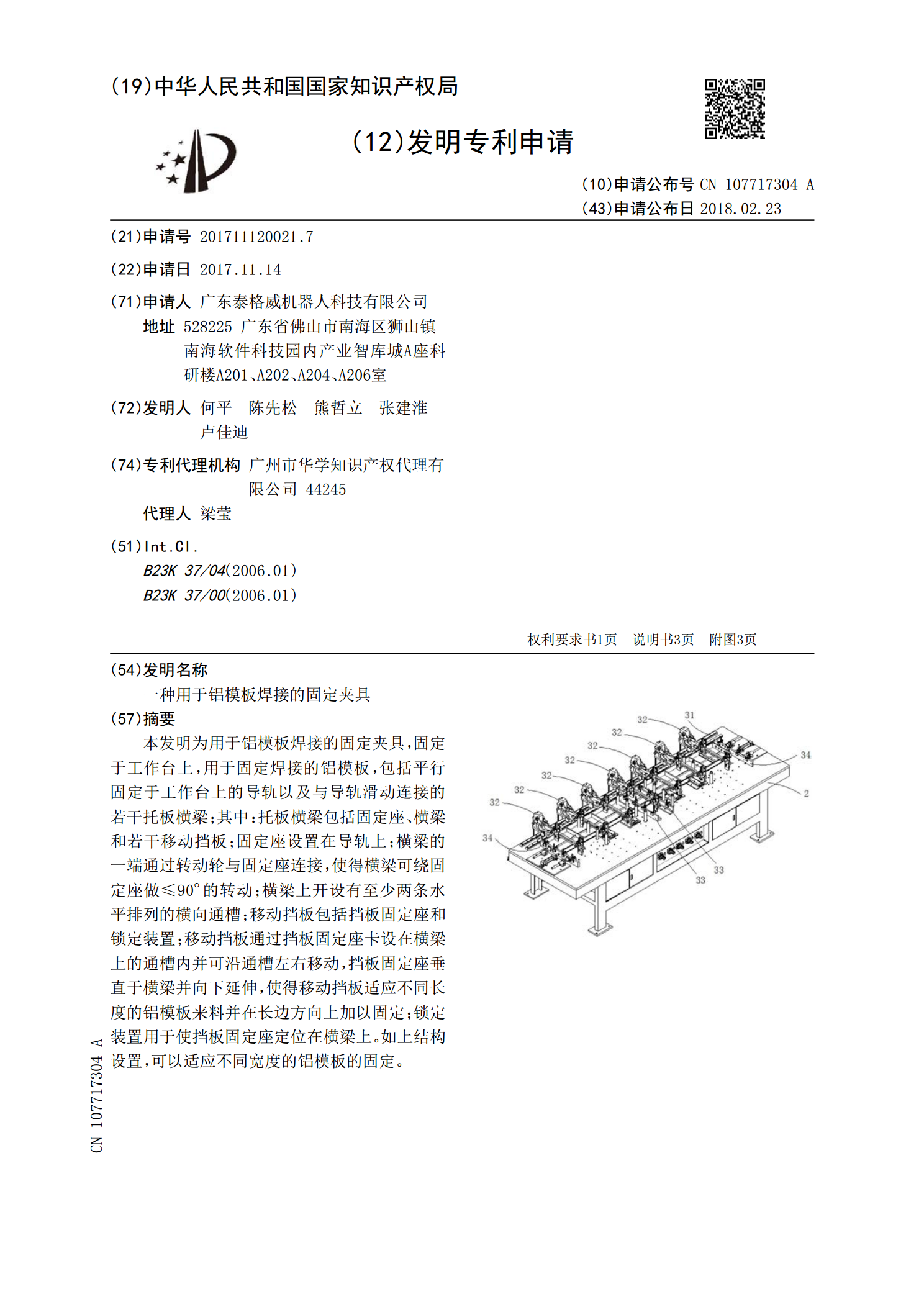
本发明为用于铝模板焊接的固定夹具,固定于工作台上,用于固定焊接的铝模板,包括平行固定于工作台上的导轨以及与导轨滑动连接的若干托板横梁;其中:托板横梁包括固定座、横梁和若干移动挡板;固定座设置在导轨上;横梁的一端通过转动轮与固定座连接,使得横梁可绕固定座做≤90°的转动;横梁上开设有至少两条水平排列的横向通槽;移动挡板包括挡板固定座和锁定装置;移动挡板通过挡板固定座卡设在横梁上的通槽内并可沿通槽左右移动,挡板固定座垂直于横梁并向下延伸,使得移动挡板适应不同长度的铝模板来料并在长边方向上加以固定;锁定装置用于
一种用于减速机壳体上的夹具工装.pdf
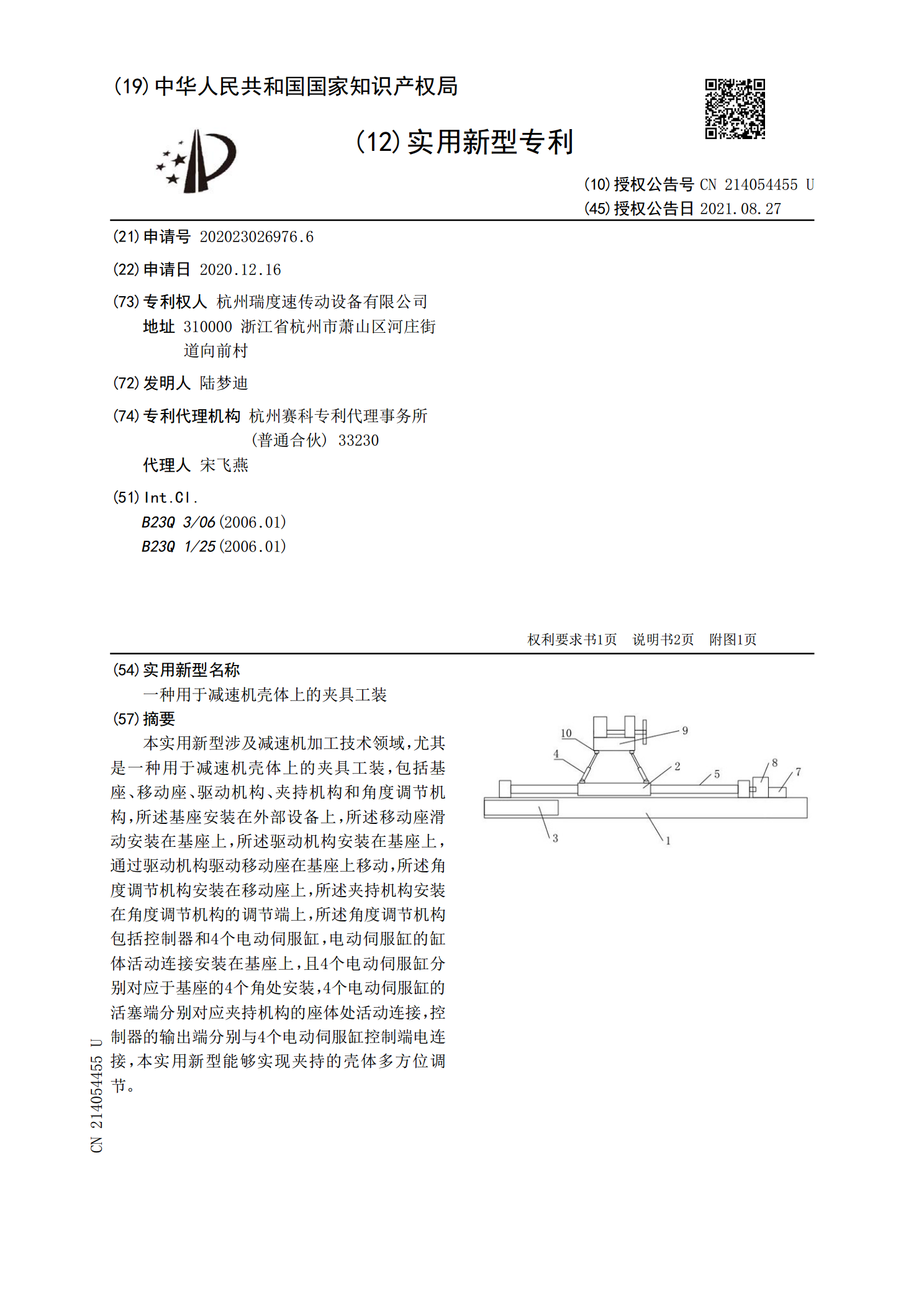
本实用新型涉及减速机加工技术领域,尤其是一种用于减速机壳体上的夹具工装,包括基座、移动座、驱动机构、夹持机构和角度调节机构,所述基座安装在外部设备上,所述移动座滑动安装在基座上,所述驱动机构安装在基座上,通过驱动机构驱动移动座在基座上移动,所述角度调节机构安装在移动座上,所述夹持机构安装在角度调节机构的调节端上,所述角度调节机构包括控制器和4个电动伺服缸,电动伺服缸的缸体活动连接安装在基座上,且4个电动伺服缸分别对应于基座的4个角处安装,4个电动伺服缸的活塞端分别对应夹持机构的座体处活动连接,控制器的输出