
一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置.pdf

论文****酱吖


1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置.pdf
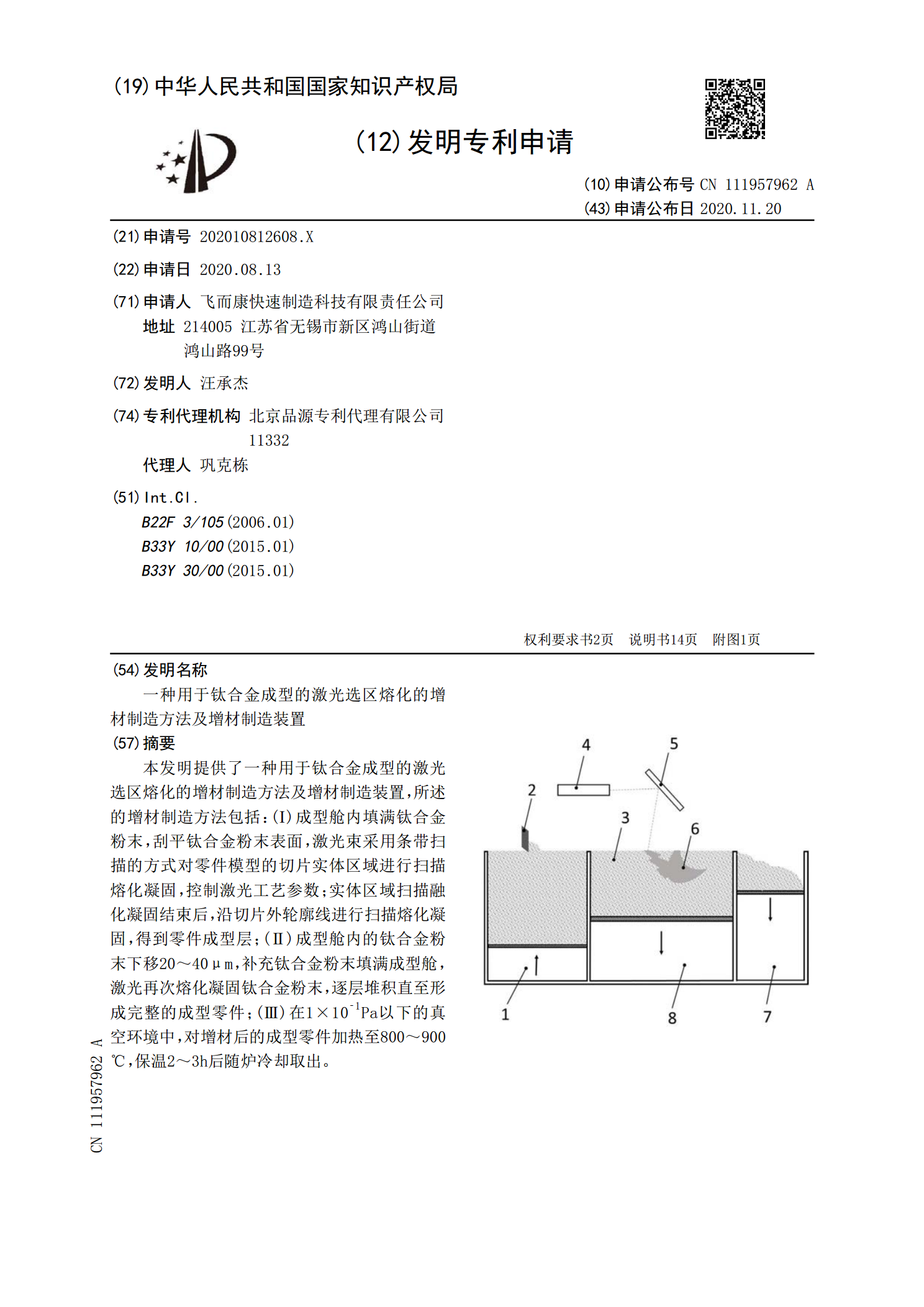
本发明提供了一种用于钛合金成型的激光选区熔化的增材制造方法及增材制造装置,所述的增材制造方法包括:(Ⅰ)成型舱内填满钛合金粉末,刮平钛合金粉末表面,激光束采用条带扫描的方式对零件模型的切片实体区域进行扫描熔化凝固,控制激光工艺参数;实体区域扫描融化凝固结束后,沿切片外轮廓线进行扫描熔化凝固,得到零件成型层;(Ⅱ)成型舱内的钛合金粉末下移20~40μm,补充钛合金粉末填满成型舱,激光再次熔化凝固钛合金粉末,逐层堆积直至形成完整的成型零件;(Ⅲ)在1×10
用于丝材成型的增材制造装置及增材制造方法.pdf
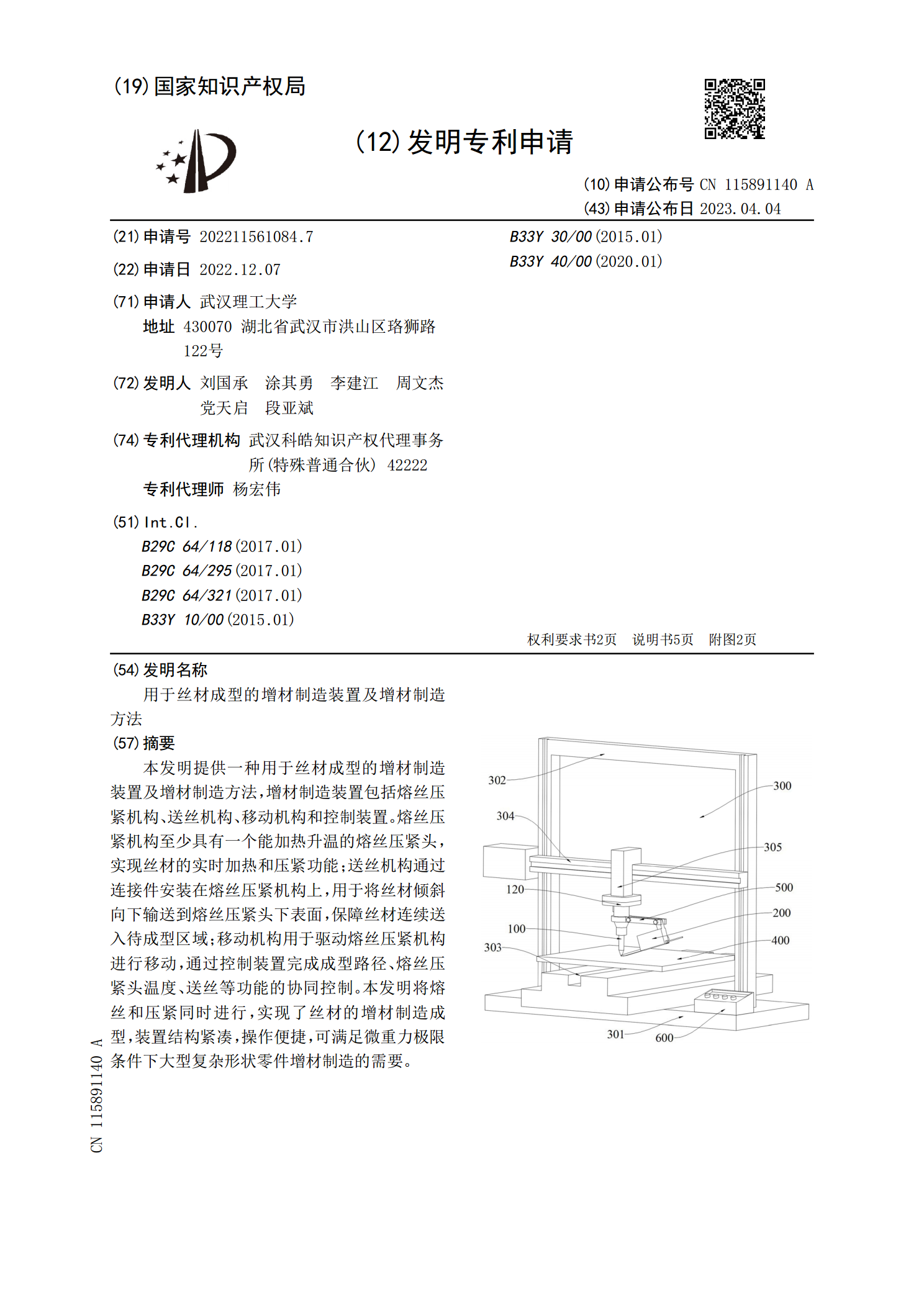
本发明提供一种用于丝材成型的增材制造装置及增材制造方法,增材制造装置包括熔丝压紧机构、送丝机构、移动机构和控制装置。熔丝压紧机构至少具有一个能加热升温的熔丝压紧头,实现丝材的实时加热和压紧功能;送丝机构通过连接件安装在熔丝压紧机构上,用于将丝材倾斜向下输送到熔丝压紧头下表面,保障丝材连续送入待成型区域;移动机构用于驱动熔丝压紧机构进行移动,通过控制装置完成成型路径、熔丝压紧头温度、送丝等功能的协同控制。本发明将熔丝和压紧同时进行,实现了丝材的增材制造成型,装置结构紧凑,操作便捷,可满足微重力极限条件下大型

激光选区熔化增材制造专利分析.pptx
汇报人:/目录0102技术原理和发展历程技术应用领域和优势国内外研究现状和趋势03数据来源和检索策略专利分析指标和方法专利地图和可视化分析工具04专利申请量和时间分布专利申请国家和区域分布专利申请人类型和合作情况专利申请领域和主题分布05专利技术分类和主题聚类关键技术领域和专利分布重要专利权项和技术点分析技术创新点和改进方向06专利权人竞争格局和发展趋势专利技术竞争格局和发展趋势重要竞争对手和技术领先者分析技术空白点和未来发展机遇07激光选区熔化增材制造技术发展现状和趋势技术创新路径和知识产权保护策略建议
一种激光选区熔化与激光切割复合的增材制造方法.pdf
本发明涉及增材制造技术领域,尤其涉及一种激光选区熔化与激光切割复合的增材制造方法。方法包括以下步骤:1)采用碱性溶液清洗基板表面以去除油污,然后打磨去除基板表面的氧化膜并用丙酮擦拭干;2)首先发射加热模式的激光束对粉末床进行扫描预热,使粉末材料加热到微烧结温度,使之产生微烧结;3)接着发射选区熔化模式的激光束对预热好的粉末床进行扫描熔化,形成所需的工件截面层;4)最后发射激光切割模式的激光束对工件截面的内外轮廓进行一次或多次切割扫描,去除或切除轮廓上的粗糙边缘和熔接粉末,以获得精确平顺的零件截面内外轮廓;
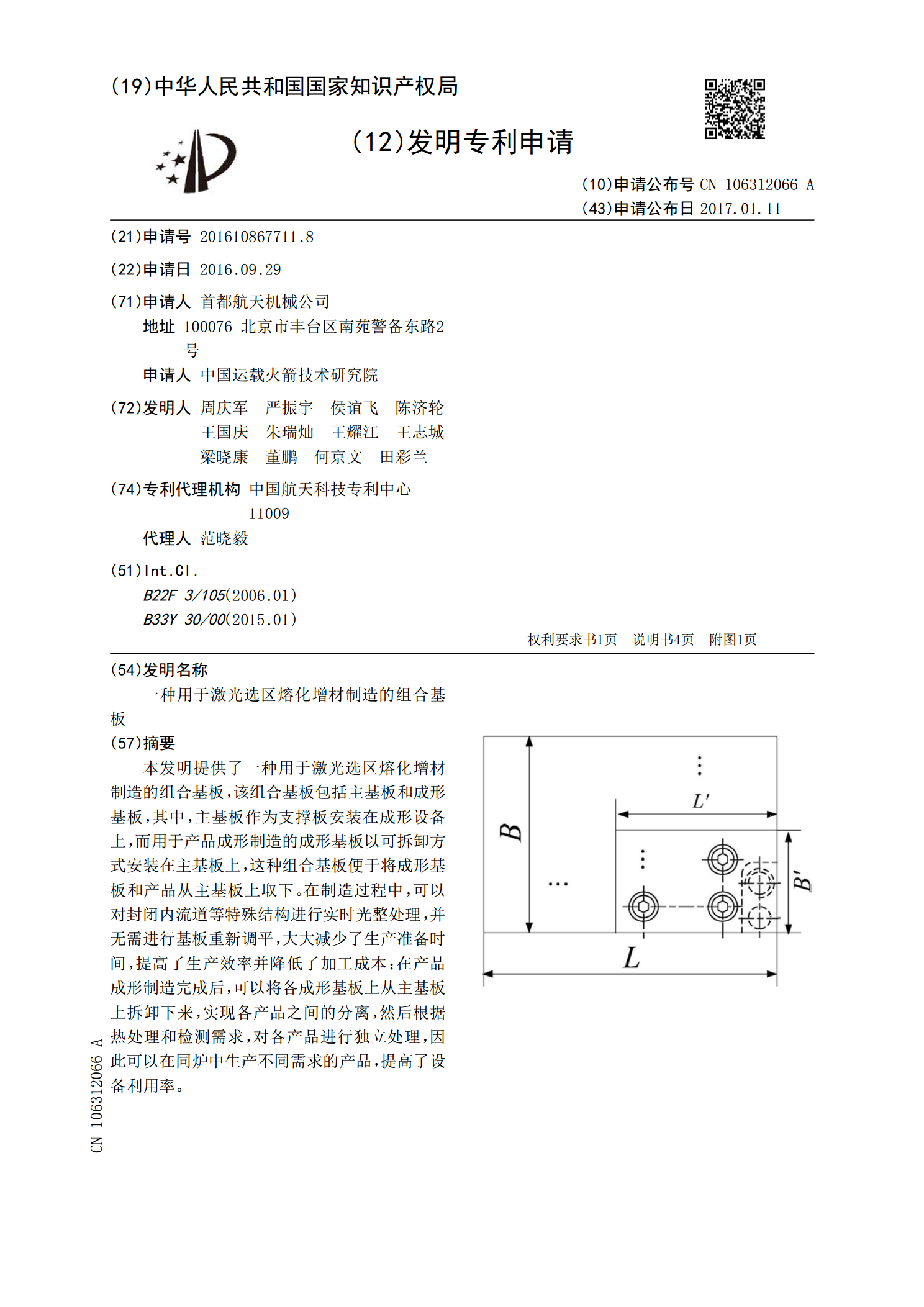
一种用于激光选区熔化增材制造的组合基板.pdf
本发明提供了一种用于激光选区熔化增材制造的组合基板,该组合基板包括主基板和成形基板,其中,主基板作为支撑板安装在成形设备上,而用于产品成形制造的成形基板以可拆卸方式安装在主基板上,这种组合基板便于将成形基板和产品从主基板上取下。在制造过程中,可以对封闭内流道等特殊结构进行实时光整处理,并无需进行基板重新调平,大大减少了生产准备时间,提高了生产效率并降低了加工成本;在产品成形制造完成后,可以将各成形基板上从主基板上拆卸下来,实现各产品之间的分离,然后根据热处理和检测需求,对各产品进行独立处理,因此可以在同炉