
一种激光选区熔化与激光切割复合的增材制造方法.pdf

悠柔****找我

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光选区熔化与激光切割复合的增材制造方法.pdf
本发明涉及增材制造技术领域,尤其涉及一种激光选区熔化与激光切割复合的增材制造方法。方法包括以下步骤:1)采用碱性溶液清洗基板表面以去除油污,然后打磨去除基板表面的氧化膜并用丙酮擦拭干;2)首先发射加热模式的激光束对粉末床进行扫描预热,使粉末材料加热到微烧结温度,使之产生微烧结;3)接着发射选区熔化模式的激光束对预热好的粉末床进行扫描熔化,形成所需的工件截面层;4)最后发射激光切割模式的激光束对工件截面的内外轮廓进行一次或多次切割扫描,去除或切除轮廓上的粗糙边缘和熔接粉末,以获得精确平顺的零件截面内外轮廓;
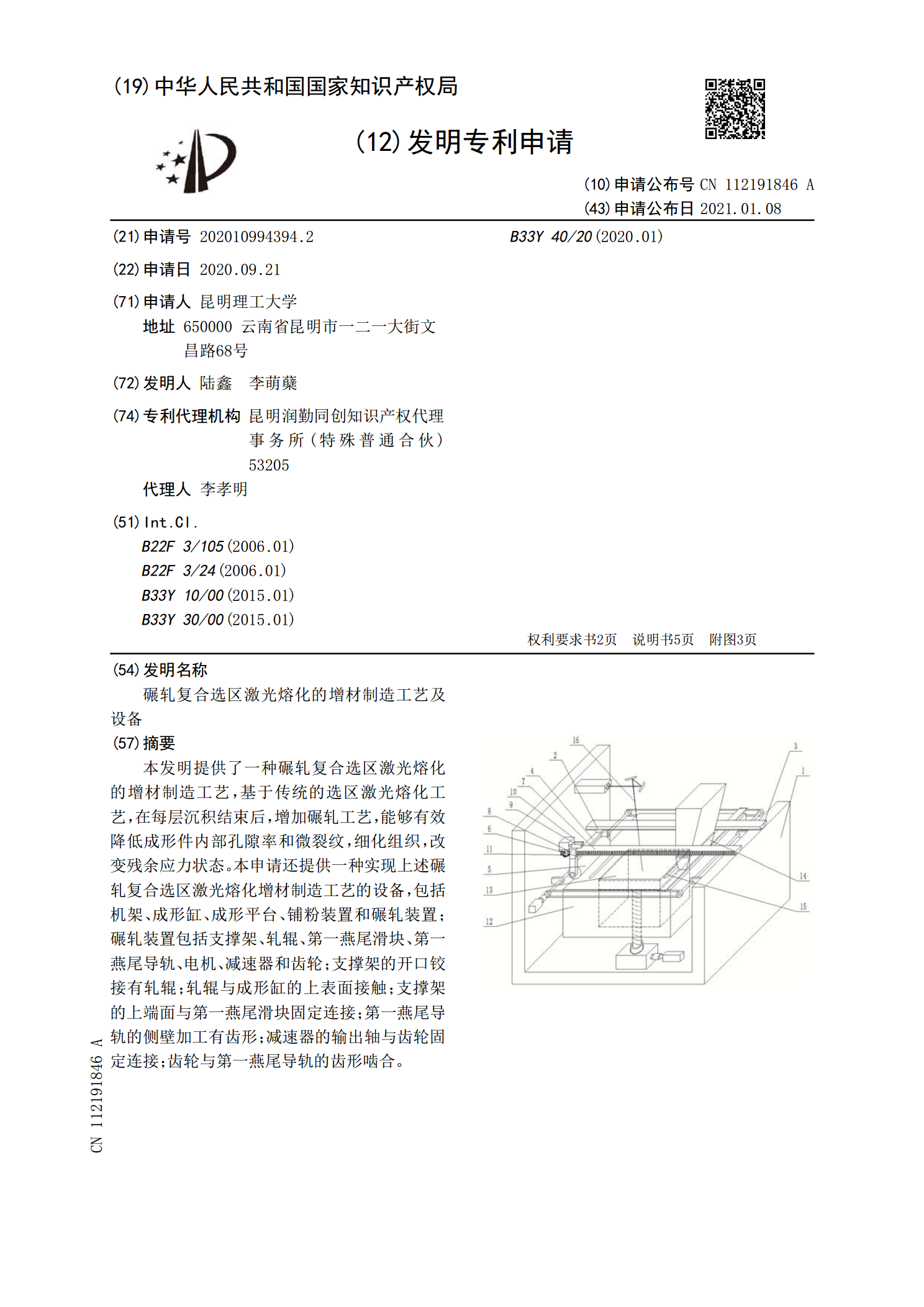
碾轧复合选区激光熔化的增材制造工艺及设备.pdf
本发明提供了一种碾轧复合选区激光熔化的增材制造工艺,基于传统的选区激光熔化工艺,在每层沉积结束后,增加碾轧工艺,能够有效降低成形件内部孔隙率和微裂纹,细化组织,改变残余应力状态。本申请还提供一种实现上述碾轧复合选区激光熔化增材制造工艺的设备,包括机架、成形缸、成形平台、铺粉装置和碾轧装置;碾轧装置包括支撑架、轧辊、第一燕尾滑块、第一燕尾导轨、电机、减速器和齿轮;支撑架的开口铰接有轧辊;轧辊与成形缸的上表面接触;支撑架的上端面与第一燕尾滑块固定连接;第一燕尾导轨的侧壁加工有齿形;减速器的输出轴与齿轮固定连接

激光选区熔化增材制造专利分析.pptx
汇报人:/目录0102技术原理和发展历程技术应用领域和优势国内外研究现状和趋势03数据来源和检索策略专利分析指标和方法专利地图和可视化分析工具04专利申请量和时间分布专利申请国家和区域分布专利申请人类型和合作情况专利申请领域和主题分布05专利技术分类和主题聚类关键技术领域和专利分布重要专利权项和技术点分析技术创新点和改进方向06专利权人竞争格局和发展趋势专利技术竞争格局和发展趋势重要竞争对手和技术领先者分析技术空白点和未来发展机遇07激光选区熔化增材制造技术发展现状和趋势技术创新路径和知识产权保护策略建议
一种双光束选区激光熔化增材制造方法.pdf
本发明公开了一种双光束选区激光熔化增材制造方法,通过双光束一前一后进行打印,第一个激光用以低功率精细熔化粉末外轮廓,第二个激光用以进行高功率大光斑的快速填充扫描,将两束激光共同作用,使得其进行选区激光熔化成型,既提高了粉末成形精度,也提高了成形的速率,可大幅度改善选区激光成形的效率。
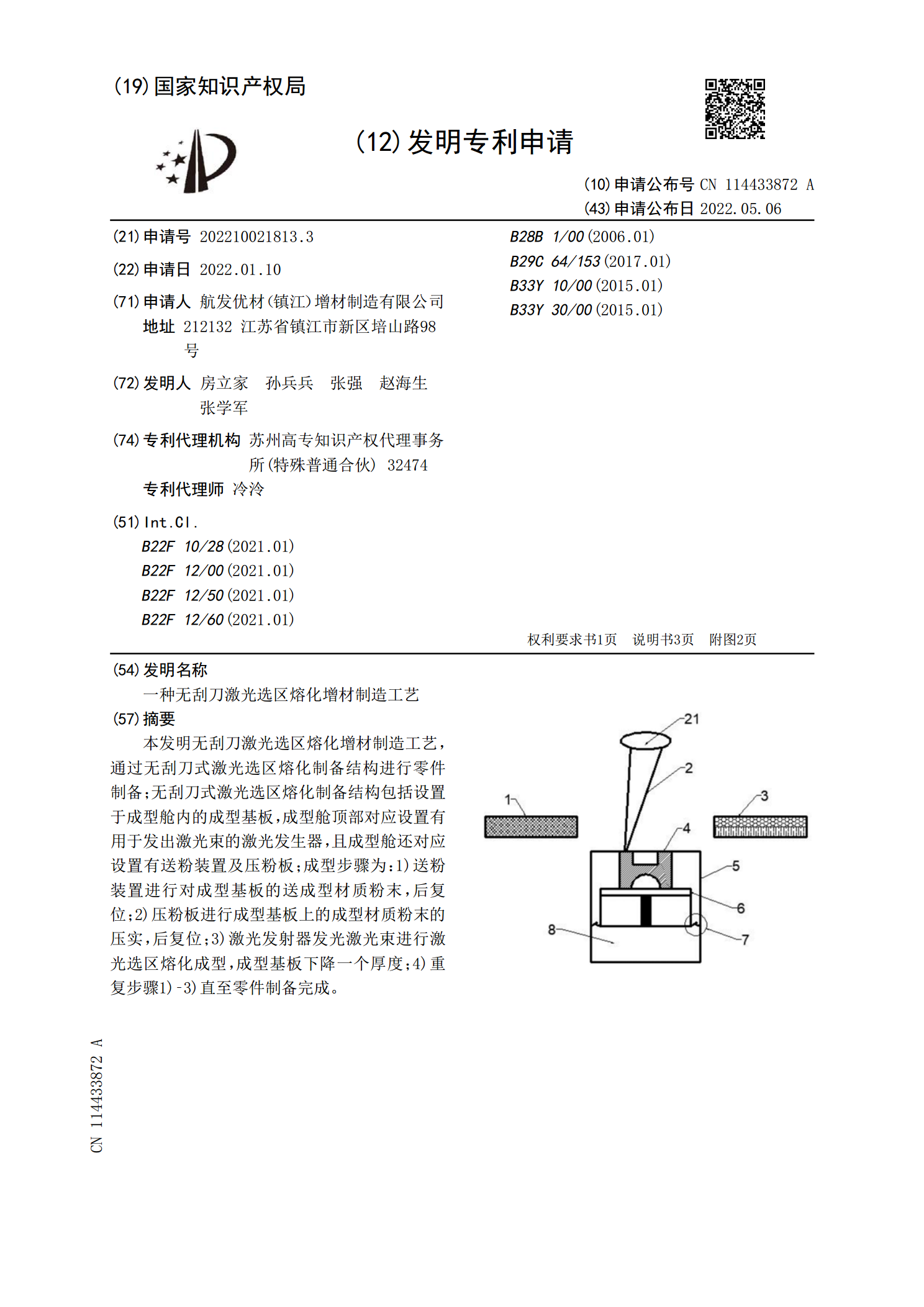
一种无刮刀激光选区熔化增材制造工艺.pdf
本发明无刮刀激光选区熔化增材制造工艺,通过无刮刀式激光选区熔化制备结构进行零件制备;无刮刀式激光选区熔化制备结构包括设置于成型舱内的成型基板,成型舱顶部对应设置有用于发出激光束的激光发生器,且成型舱还对应设置有送粉装置及压粉板;成型步骤为:1)送粉装置进行对成型基板的送成型材质粉末,后复位;2)压粉板进行成型基板上的成型材质粉末的压实,后复位;3)激光发射器发光激光束进行激光选区熔化成型,成型基板下降一个厚度;4)重复步骤1)?3)直至零件制备完成。