
一种用于制造柔轮的高熵合金及柔轮的加工方法.pdf

如灵****姐姐

1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于制造柔轮的高熵合金及柔轮的加工方法.pdf
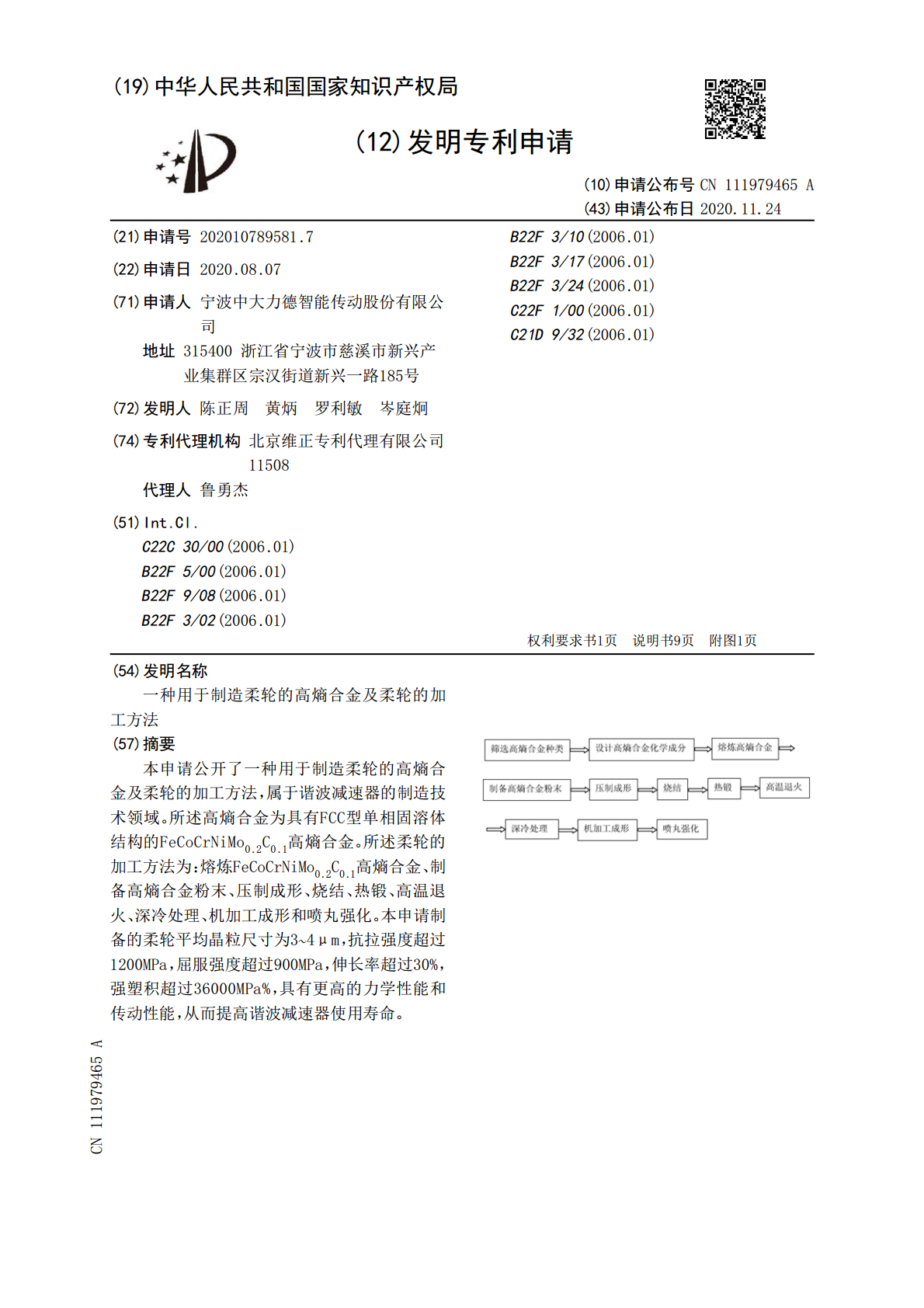
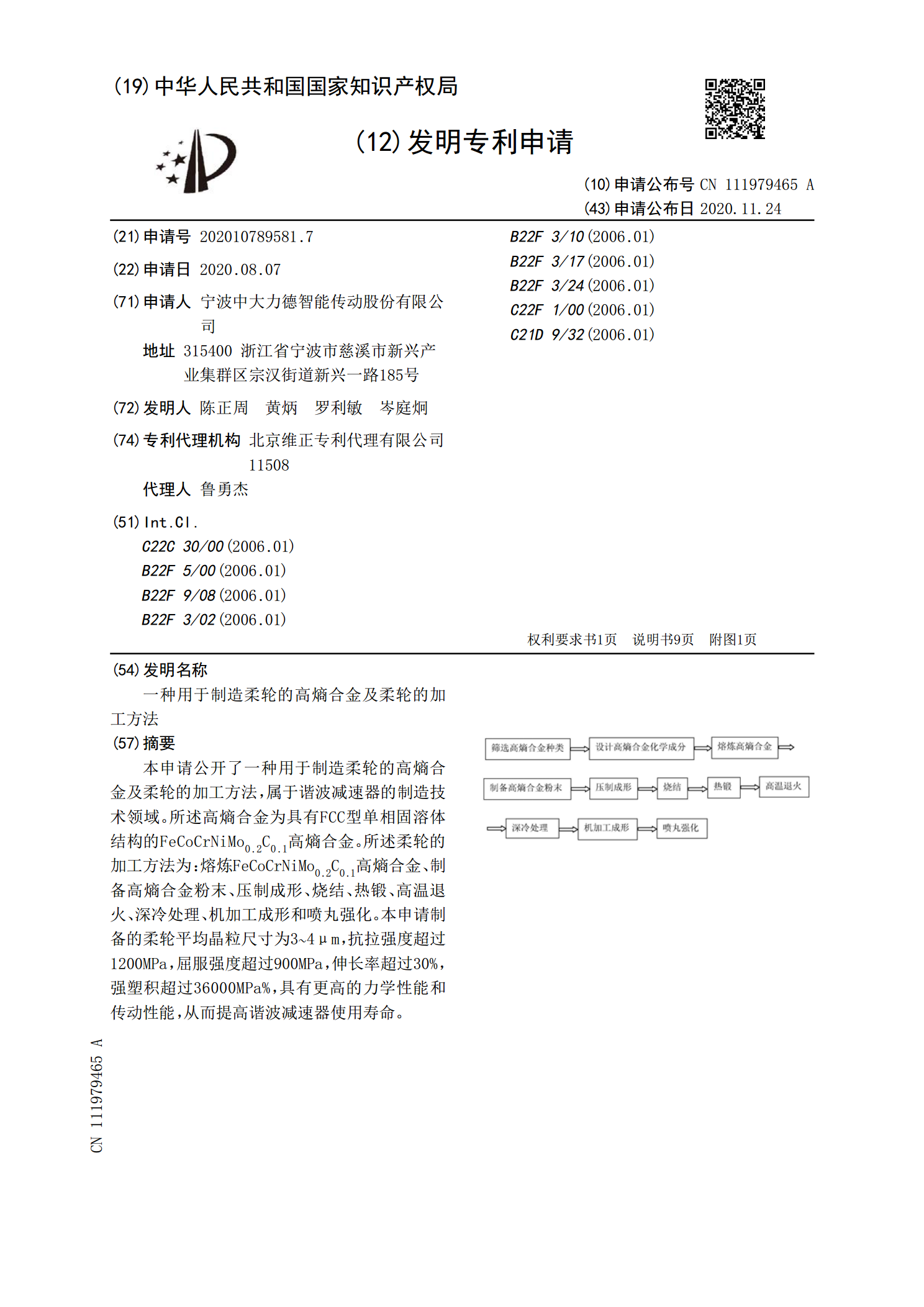
本申请公开了一种用于制造柔轮的高熵合金及柔轮的加工方法,属于谐波减速器的制造技术领域。所述高熵合金为具有FCC型单相固溶体结构的FeCoCrNiMo
用于非晶柔轮的加工工装及非晶柔轮的加工方法.pdf
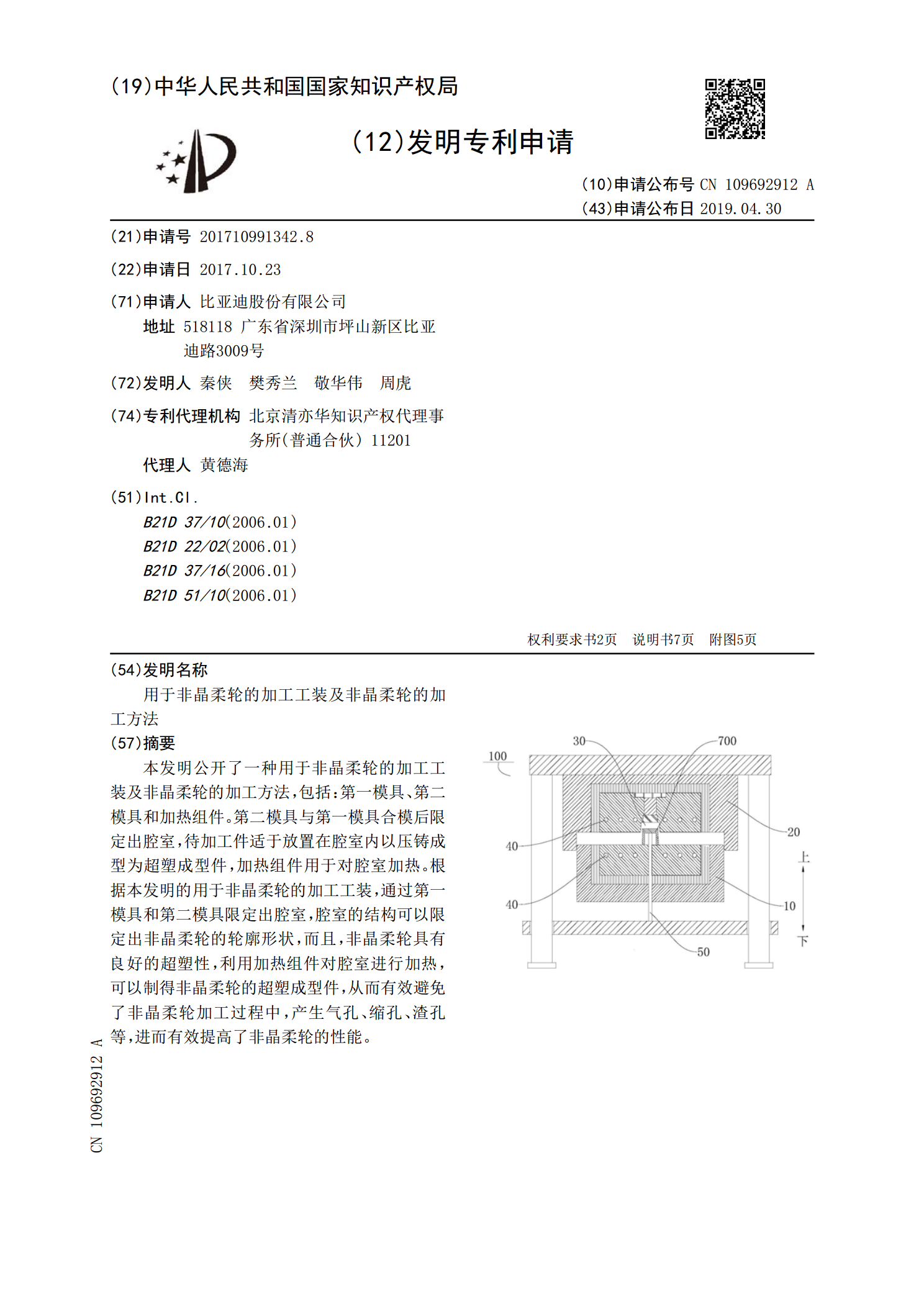
本发明公开了一种用于非晶柔轮的加工工装及非晶柔轮的加工方法,包括:第一模具、第二模具和加热组件。第二模具与第一模具合模后限定出腔室,待加工件适于放置在腔室内以压铸成型为超塑成型件,加热组件用于对腔室加热。根据本发明的用于非晶柔轮的加工工装,通过第一模具和第二模具限定出腔室,腔室的结构可以限定出非晶柔轮的轮廓形状,而且,非晶柔轮具有良好的超塑性,利用加热组件对腔室进行加热,可以制得非晶柔轮的超塑成型件,从而有效避免了非晶柔轮加工过程中,产生气孔、缩孔、渣孔等,进而有效提高了非晶柔轮的性能。

柔轮加工方法.pdf
本发明属于柔轮加工技术领域,具体公开了一种可提高柔轮的加工效率和精度的加工方法。该柔轮加工方法,首先加工出外圆夹持基准利于提高夹持精度并减小工件跳动,然后调整好液压内胀夹具和液压外胀夹具的装夹精度后分别装夹上柔轮毛坯依次粗精车内孔和外圆,最后将柔轮毛坯装夹到滚齿机上滚外齿,得到成品柔轮。整个加工过程中,通过液压内胀夹具的内胀膨胀部夹紧柔轮毛坯的外圆,通过液压外胀夹具的外胀膨胀部夹紧柔轮毛坯的内孔,可实现快速、安全装夹,不仅可保证夹持力在圆周360°方向上均匀分布,不会擦伤柔轮毛坯的精加工表面,而且通过给定

用于谐波减速机的柔轮的加工方法、柔轮及谐波减速机.pdf
本发明公开了一种用于谐波减速机的柔轮的加工方法、柔轮及谐波减速机,涉及谐波减速机技术领域,其中加工方法包括下料、第一次热处理、锻打、第二次热处理、冲压、旋压、精车和滚齿。本发明通过两次热处理工艺,有利于加工材料晶粒的细化和均匀化,提高了加工材料的力学性能;再通过冲压和旋压成型工序加工出柔轮的筒部,未破坏加工材料的流线分布,提高了柔轮的筒部的强度,而且加工材料的利用率高、生产成本低、生产效率高;最后通过精车加工出柔轮的杯底部,并通过滚齿加工出柔轮的齿部,使得加工而成的柔轮的内孔和齿部的抗磨损性能好、承载能力
一种用于短筒柔轮谐波减速器的刚轮与柔轮及其加工工艺.pdf
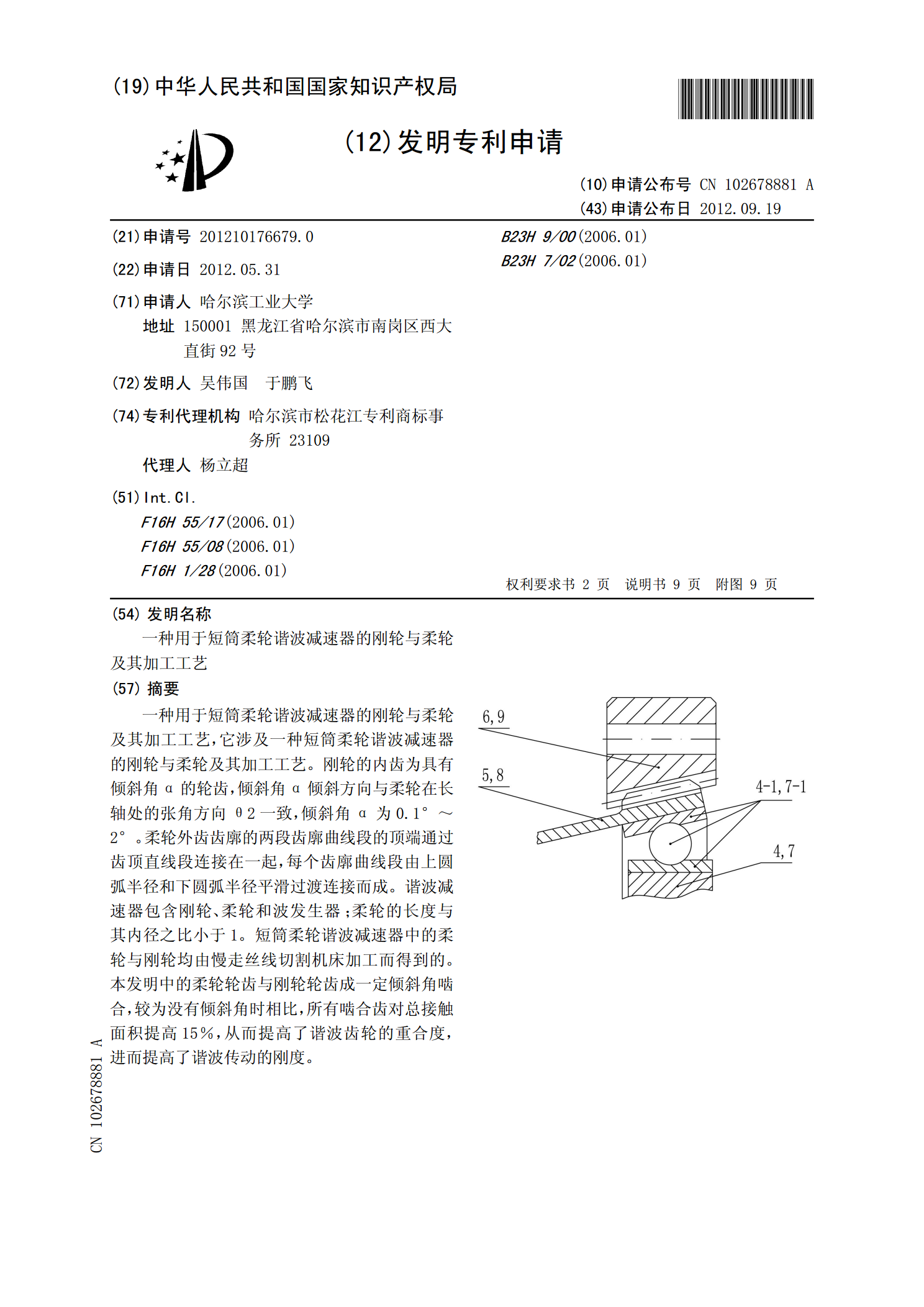
一种用于短筒柔轮谐波减速器的刚轮与柔轮及其加工工艺,它涉及一种短筒柔轮谐波减速器的刚轮与柔轮及其加工工艺。刚轮的内齿为具有倾斜角α的轮齿,倾斜角α倾斜方向与柔轮在长轴处的张角方向θ2一致,倾斜角α为0.1°~2°。柔轮外齿齿廓的两段齿廓曲线段的顶端通过齿顶直线段连接在一起,每个齿廓曲线段由上圆弧半径和下圆弧半径平滑过渡连接而成。谐波减速器包含刚轮、柔轮和波发生器;柔轮的长度与其内径之比小于1。短筒柔轮谐波减速器中的柔轮与刚轮均由慢走丝线切割机床加工而得到的。本发明中的柔轮轮齿与刚轮轮齿成一定倾斜角啮合,较