
一种修理铝电解打壳气缸的工装及其操作方法.pdf

一条****淑淑

1/10
2/10

3/10

4/10
5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种修理铝电解打壳气缸的工装及其操作方法.pdf
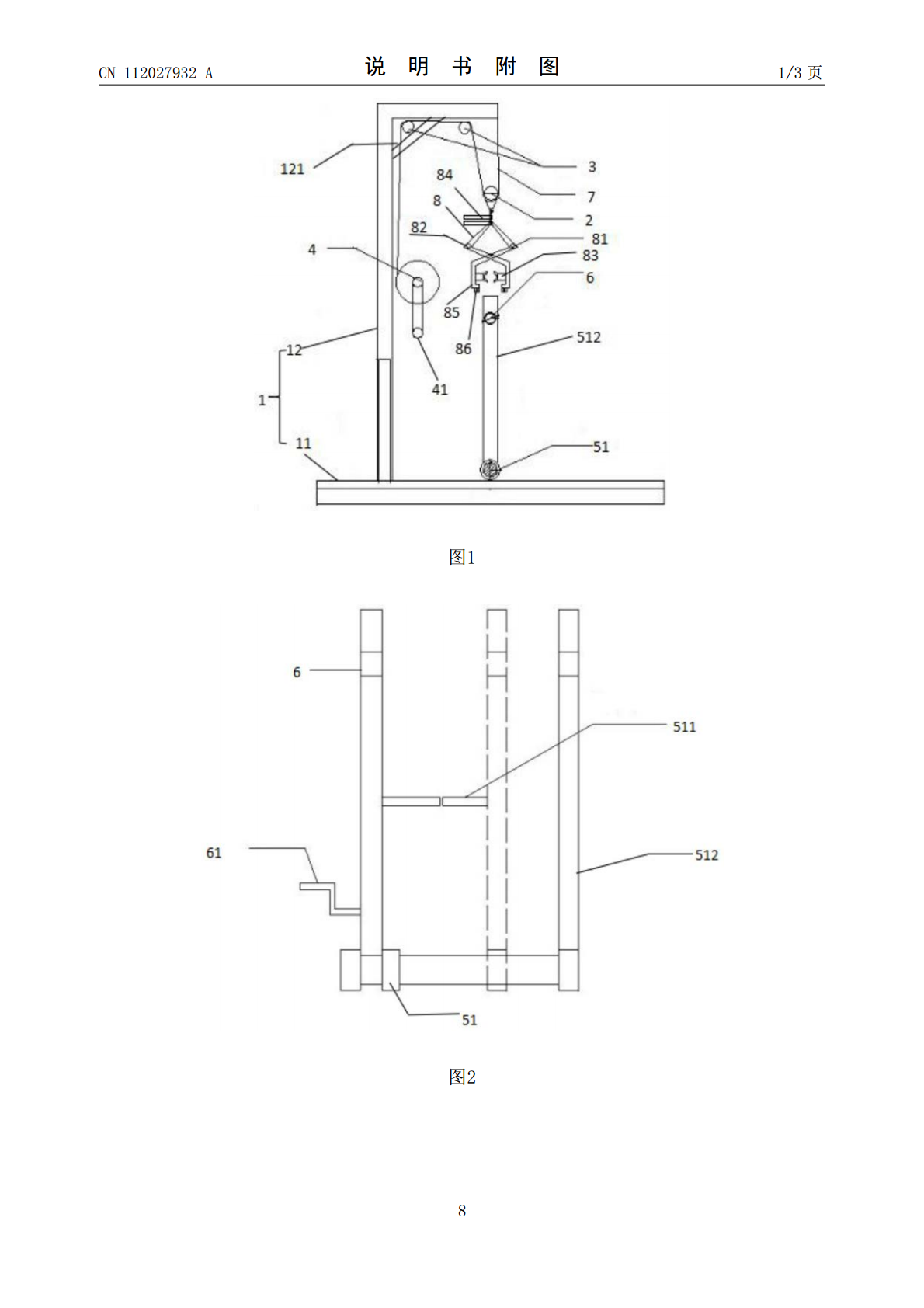
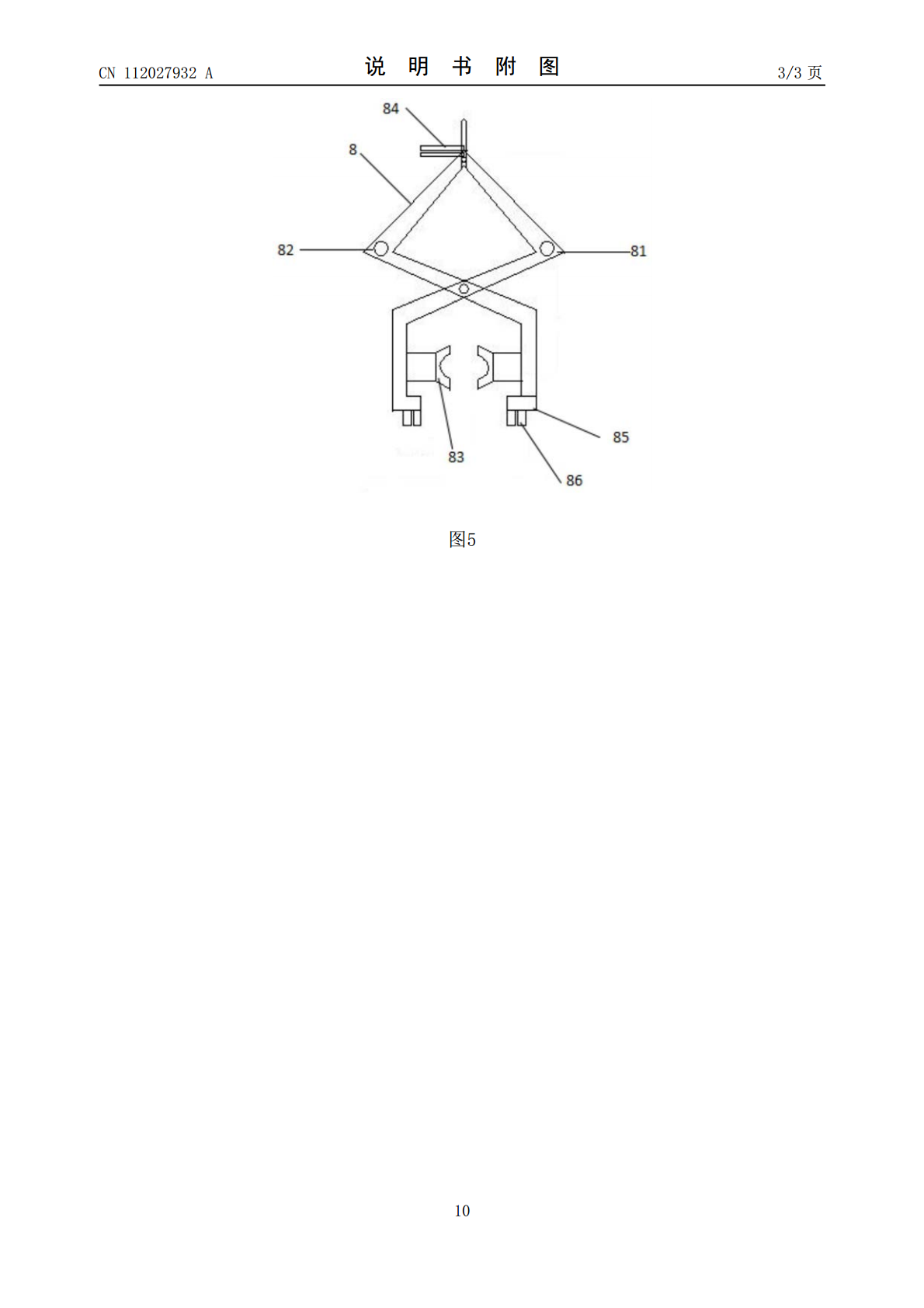
本发明公开了一种修理铝电解打壳气缸的工装及其操作方法。该工装由气缸支撑臂、气缸吊钩、滑轮、手动倒顺棘轮绞盘、气缸旋转装置、钢丝绳和组合夹具构成,气缸支撑臂由底座和吊臂组成;底座上焊接有吊臂,吊臂下方用钢丝绳缠绕安装有气缸吊钩;钢丝绳的一端通过吊臂横向臂上固定的滑轮后,与固定在吊臂竖向臂上的手动倒顺棘轮绞盘连接,钢丝绳的另一端通过固定环固定在吊臂横向臂的端部;组合夹具通过拉环与气缸吊钩连接;气缸旋转装置由横向转轴和气缸转轴组成,横向转轴焊接在气缸转轴上,通过气缸转轴的旋转来完成气缸的旋转。该工装结构紧凑,维
一种打壳机构及其铝电解多功能机组.pdf
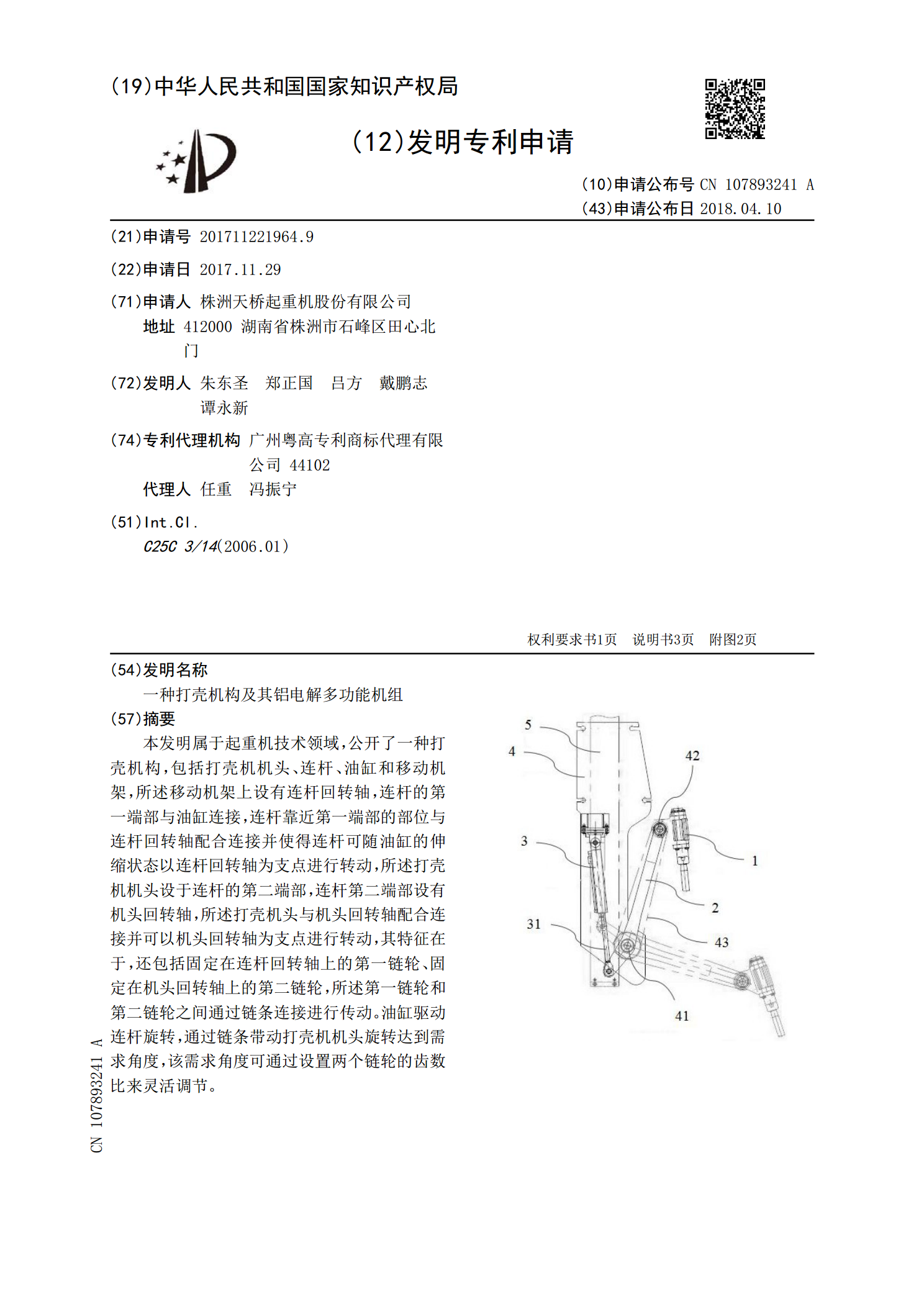
本发明属于起重机技术领域,公开了一种打壳机构,包括打壳机机头、连杆、油缸和移动机架,所述移动机架上设有连杆回转轴,连杆的第一端部与油缸连接,连杆靠近第一端部的部位与连杆回转轴配合连接并使得连杆可随油缸的伸缩状态以连杆回转轴为支点进行转动,所述打壳机机头设于连杆的第二端部,连杆第二端部设有机头回转轴,所述打壳机头与机头回转轴配合连接并可以机头回转轴为支点进行转动,其特征在于,还包括固定在连杆回转轴上的第一链轮、固定在机头回转轴上的第二链轮,所述第一链轮和第二链轮之间通过链条连接进行传动。油缸驱动连杆旋转,通

一种打壳气缸专用防尘装置.pdf
一种打壳气缸专用防尘装置,属于电解铝打壳气缸的防尘保护技术领域。这种打壳气缸专用防尘装置,在活塞杆与气缸盖之间设有防尘结构,防尘结构包括密封圈和防尘环,密封圈设置在防尘环的外侧,防尘环的内侧设有与活塞杆外径相配合的锯齿形结构,在气缸的内腔与防尘环的安装槽之间设有压力孔。该防尘装置采用机械刮尘和压力吹尘相结合,能有效清除活塞杆上的灰尘,减少磨损,提高了气缸的使用寿命。
一种打壳气缸专用缓冲密封装置.pdf
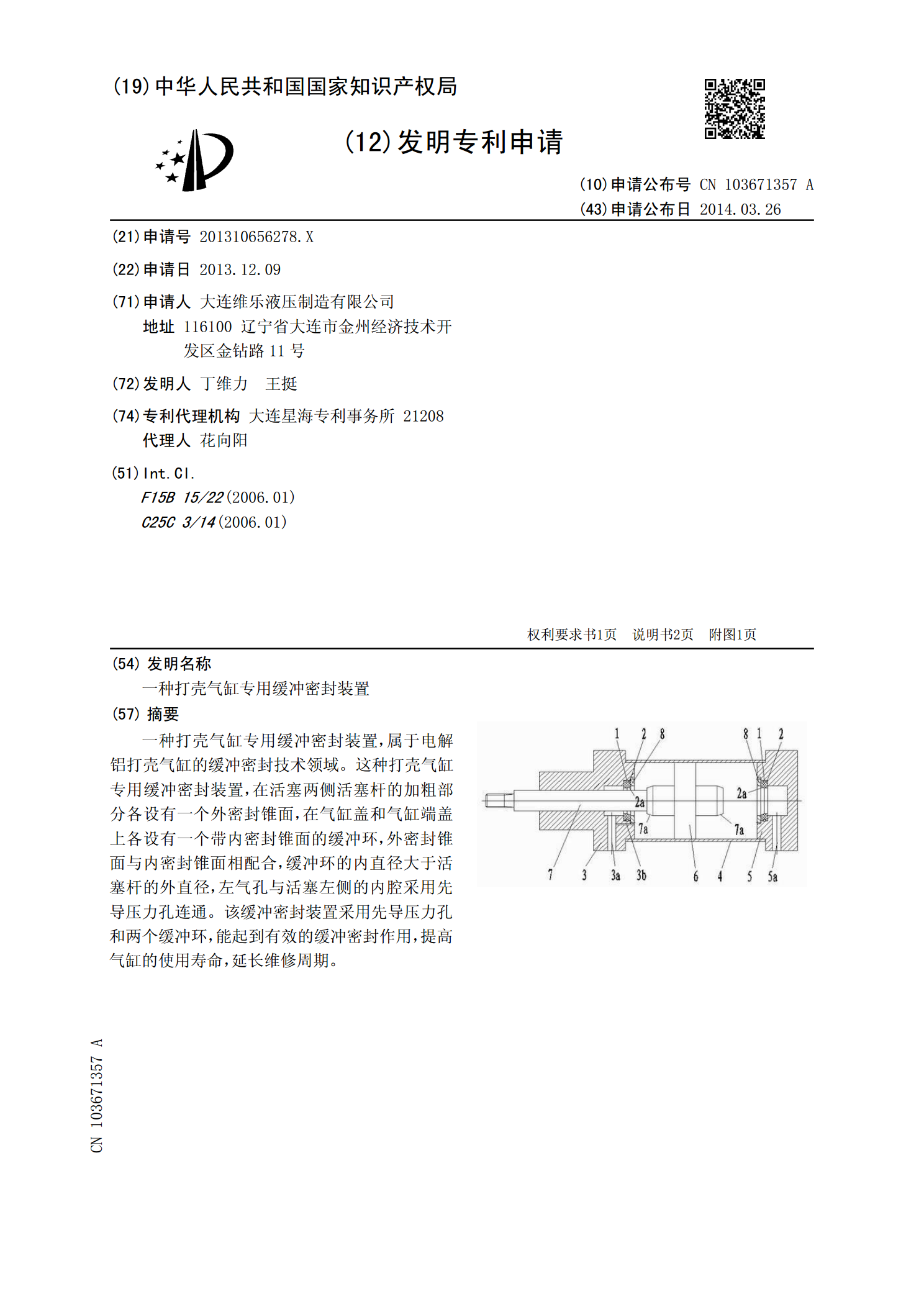
一种打壳气缸专用缓冲密封装置,属于电解铝打壳气缸的缓冲密封技术领域。这种打壳气缸专用缓冲密封装置,在活塞两侧活塞杆的加粗部分各设有一个外密封锥面,在气缸盖和气缸端盖上各设有一个带内密封锥面的缓冲环,外密封锥面与内密封锥面相配合,缓冲环的内直径大于活塞杆的外直径,左气孔与活塞左侧的内腔采用先导压力孔连通。该缓冲密封装置采用先导压力孔和两个缓冲环,能起到有效的缓冲密封作用,提高气缸的使用寿命,延长维修周期。

一种气缸盖测试台及其操作方法.pdf
本发明公开了一种气缸盖测试台及其操作方法,包括测试柜、万向轮、测试台、支撑架、固定工装、导柱、导向板、启动按钮、测试箱、气缸、压力表、操作面板、升降柱、压力板、气管、调压阀、照明灯、接线板和接线口。本发明的有益效果是:固定工装和压力板的外形尺寸与待测试的气缸盖形状相对应,可以准确的固定气缸盖的位置,固定工装的上表面和压力板的下表面设置有一层橡胶垫,能够有效的保护气缸盖不会被磨损,压力表可测量固定工装和压力板之间的压力并在操作面板上显示,可以直观的了解到测试所得到的数据并观察被测装置是否合格,导向板上在升降