
宽厚板轧机轧制薄规格钢板的工艺研究_轧钢_2009TR.pdf

sy****28

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

宽厚板轧机轧制薄规格钢板的工艺研究_轧钢_2009TR.pdf
2OO9年2月·第26卷·第1期·66·rrROLLINGFeb.2oo9vo1.26No.1·革新与交流·宽厚板轧机轧制薄规格钢板的工艺研究周国林,周焱民(新余钢铁有限责任公司中厚板厂,江西新余338。01)摘要:为在新钢38()()mm宽厚板轧机上轧制厚6mm薄钢板,进行了多次试轧,并根据试轧经验在坯料选择、温度控制、辊型配置等方面采取了诸多控制措施,采用宽厚板轧机轧制6mm×25。omm钢板获得成功,并形成批量生产能力。关键词:宽厚板轧机;薄规格板;工艺控制中图分类号:TG333.71文献标识码:B

宽厚板轧机轧制薄规格钢板的工艺研究.docx
宽厚板轧机轧制薄规格钢板的工艺研究钢板的生产一直是钢铁工业中一个重要的环节,如今被广泛应用于建筑、船舶、汽车、机械等领域。在钢板的制造过程中,轧机的作用至关重要。本论文将探讨宽厚板轧机轧制薄规格钢板的工艺研究。一、宽厚板轧机的工艺特点宽厚板轧机通常用于对大型钢板、板带等生产加工过程中的轧制,其特点是具有高硬度、高压力力矩,同时拥有很强的拉力。宽厚板轧机生产的钢板常具有高密度、高强度、高硬度、高韧性等特性,具备广泛的应用工业价值。二、宽厚板轧机加工薄规格钢板的难点在生产加工薄规格钢板的过程中,宽厚板轧机面临
宽薄规格钢板的轧制方法.pdf
本发明提供了一种宽薄规格钢板的轧制方法,该轧制方法利用由粗轧机和精轧机组成的双机架轧机来轧制所述宽薄规格钢板,依次包括加热过程、粗轧过程和精轧过程,加热过程中,采用厚度≤200mm的板坯作为原材料,将板坯加热至出炉温度≥1230℃,然后将出炉后的板坯利用粗轧机经过粗轧过程轧制得到具有工艺要求的宽度和厚度的中间坯,再将中间坯利用精轧机经过精轧过程轧制得到毛宽≤3620mm的目标钢板,其中,终轧温度≥750℃。采用本发明方法轧制的钢板,轧制稳定,镰刀弯、浪形、瓢曲等问题能够得到有效控制。另外,本发明的轧制工艺
2800mm双机架中厚板轧机极限规格钢板轧制工艺.pdf
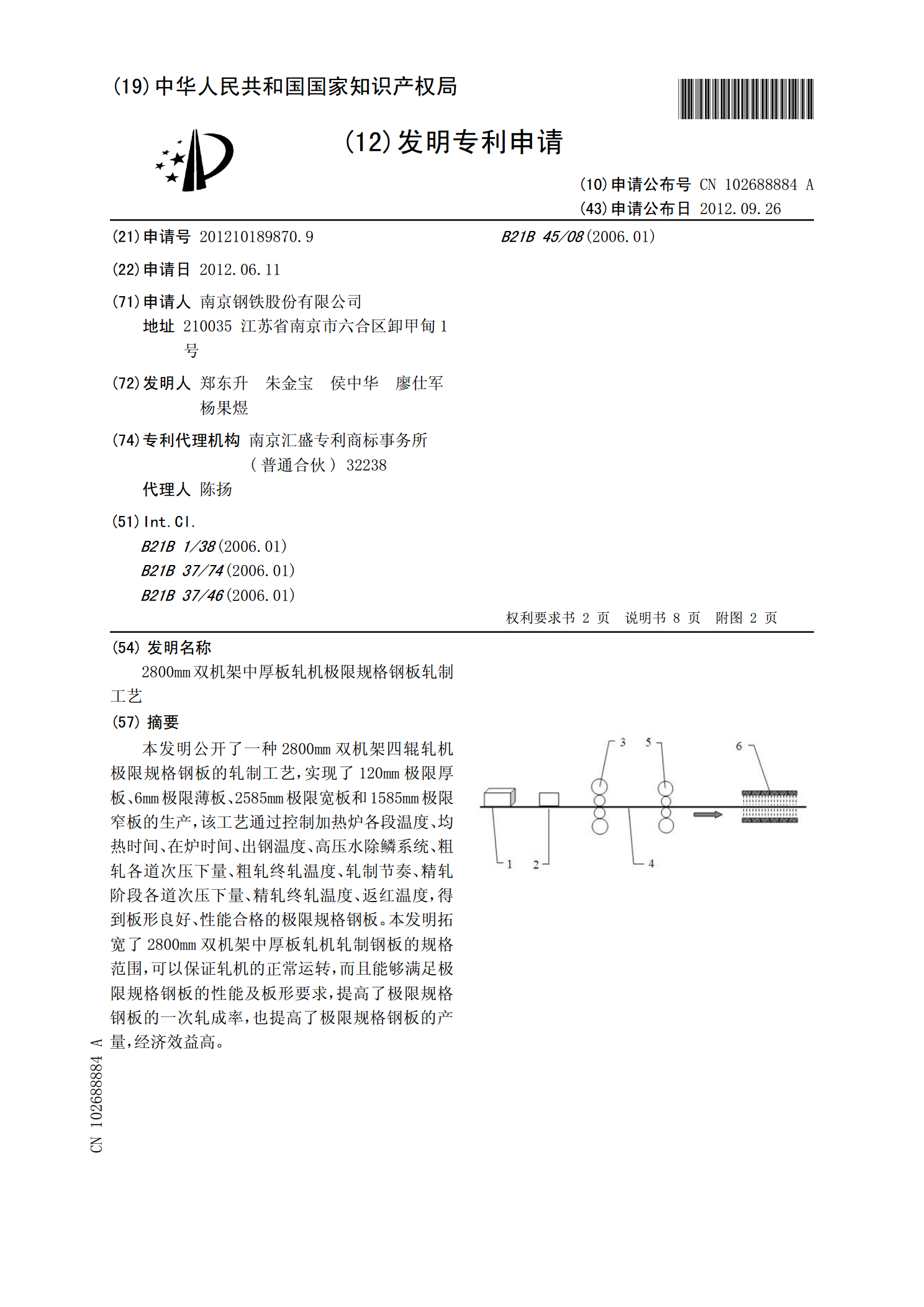
本发明公开了一种2800mm双机架四辊轧机极限规格钢板的轧制工艺,实现了120mm极限厚板、6mm极限薄板、2585mm极限宽板和1585mm极限窄板的生产,该工艺通过控制加热炉各段温度、均热时间、在炉时间、出钢温度、高压水除鳞系统、粗轧各道次压下量、粗轧终轧温度、轧制节奏、精轧阶段各道次压下量、精轧终轧温度、返红温度,得到板形良好、性能合格的极限规格钢板。本发明拓宽了2800mm双机架中厚板轧机轧制钢板的规格范围,可以保证轧机的正常运转,而且能够满足极限规格钢板的性能及板形要求,提高了极限规格钢板的一次

单机架炉卷轧机薄规格高强度钢板轧制工艺.pdf
本发明公开了一种单机架炉卷轧机薄规格高强度钢板轧制工艺,该轧制工艺用厚度为150mm、长度大于10m的坯料生产成品厚度小于10mm的高强度钢板,通过控制出钢温度、卷取炉温度、末道次压下量、弯辊力、终轧速度、高压水除鳞系统,得到性能与板形符合要求的薄规格高强度钢板;该轧制工艺在生产薄规格钢板时,利用机前与机后卷取炉的保温作用,通过控制坯料的出炉温度、轧制末道次的压下量、弯辊力、终轧速度轧制薄规格高强度钢板,得到的板形和性能均符合要求,提高了轧机产能,成材率、性能合格率高。