
一种内齿强力珩齿机自动对齿方法.pdf

文宣****66


1/7
2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种内齿强力珩齿机自动对齿方法.pdf
本发明公开了一种内齿强力珩齿机自动对齿方法,通过测量和计算,拟合珩磨轮和修整轮的啮合中心距与轴交角的函数关系,通过软件编程的方式实现机床的进给轴在进给过程中的转轴的跟随运动,此时再利用应变力检测的手段,找出修整轮和珩磨轮啮合到位时两者的数值,在此对齿结果的基础上对珩磨轮进行一次精修从而找出精确的啮合中心距和轴交角;本发明能够自动依据珩磨轮、修整轮的参数调整啮合中心距和轴交角,满足珩磨轮加工过程参数不断变化的情形,实现自动对齿,提升精准度和对齿效率,无需人工重复进行调整和测试。

一种内齿强力珩齿的全齿面修形方法.pdf
本发明涉及一种内齿强力珩齿的全齿面修形方法。该方法适用于数控内齿强力珩齿机,该珩齿机包括七个数控轴和内齿强力珩齿电子齿轮箱;在使用内齿强力珩齿电子齿轮箱的基础上,把轴交角轴A和珩磨轮支撑架旋转轴B的运动设置为沿工件齿轮的轴向进给轴Z2运动的多项式函数,对于被加工的修形齿轮,求解最优的多项式系数;在模数相同条件下,实现使用同一个金刚石修整轮对不同齿数和不同修形量的齿轮的全齿面修形加工。本发明实现内齿强力珩齿机可以灵活地通过各个运动轴的联动来对不同修形量的齿轮进行修形,而不需要针对一种工件齿轮制作出一种金刚石
一种提高内齿珩轮强力珩齿加工精度的方法.pdf
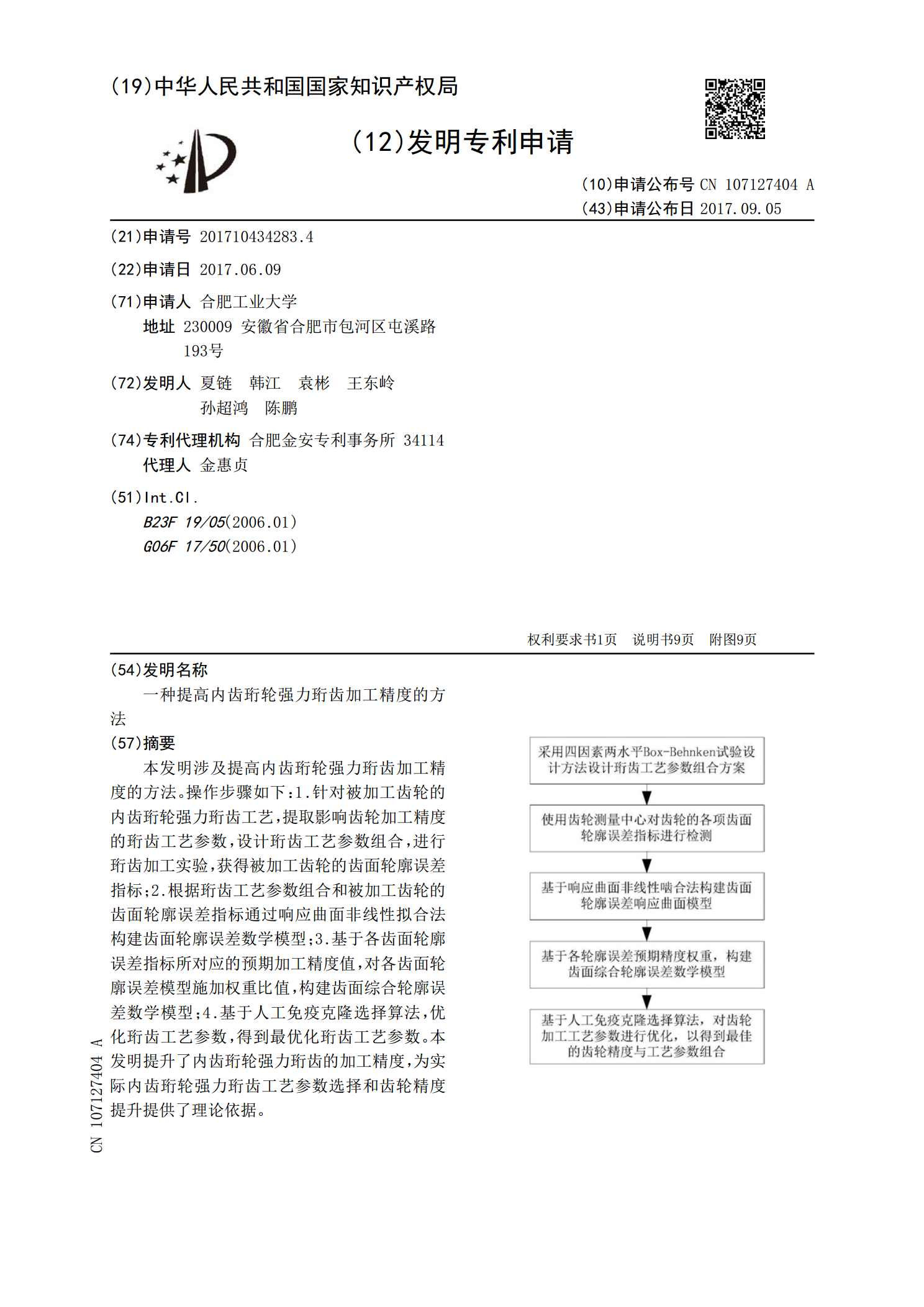
本发明涉及提高内齿珩轮强力珩齿加工精度的方法。操作步骤如下:1.针对被加工齿轮的内齿珩轮强力珩齿工艺,提取影响齿轮加工精度的珩齿工艺参数,设计珩齿工艺参数组合,进行珩齿加工实验,获得被加工齿轮的齿面轮廓误差指标;2.根据珩齿工艺参数组合和被加工齿轮的齿面轮廓误差指标通过响应曲面非线性拟合法构建齿面轮廓误差数学模型;3.基于各齿面轮廓误差指标所对应的预期加工精度值,对各齿面轮廓误差模型施加权重比值,构建齿面综合轮廓误差数学模型;4.基于人工免疫克隆选择算法,优化珩齿工艺参数,得到最优化珩齿工艺参数。本发明提
一种降低内齿强力珩齿珩削径向力大小的方法.pdf
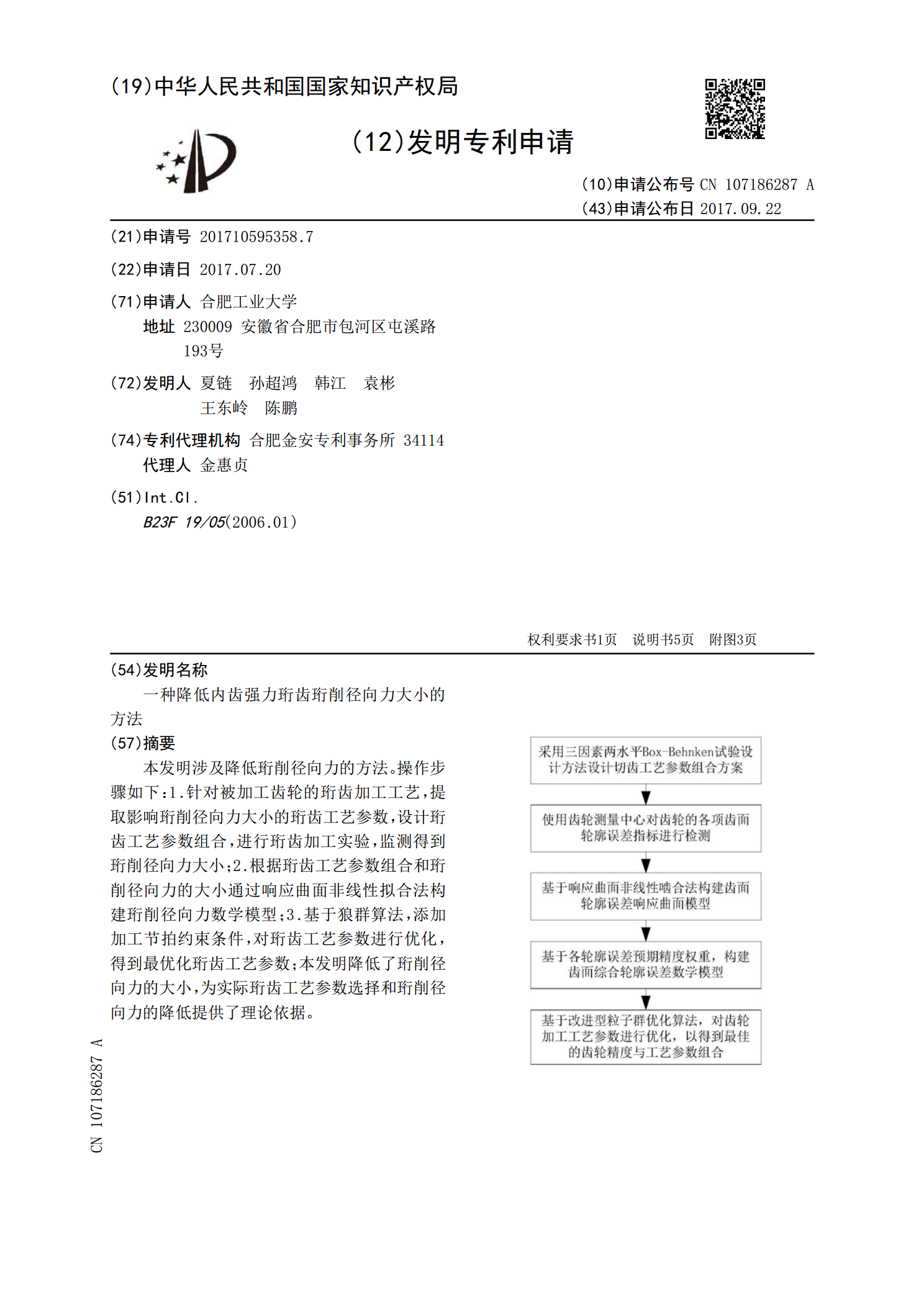
本发明涉及降低珩削径向力的方法。操作步骤如下:1.针对被加工齿轮的珩齿加工工艺,提取影响珩削径向力大小的珩齿工艺参数,设计珩齿工艺参数组合,进行珩齿加工实验,监测得到珩削径向力大小;2.根据珩齿工艺参数组合和珩削径向力的大小通过响应曲面非线性拟合法构建珩削径向力数学模型;3.基于狼群算法,添加加工节拍约束条件,对珩齿工艺参数进行优化,得到最优化珩齿工艺参数;本发明降低了珩削径向力的大小,为实际珩齿工艺参数选择和珩削径向力的降低提供了理论依据。

数控内齿珩轮强力珩齿拓扑修形方法研究.docx
数控内齿珩轮强力珩齿拓扑修形方法研究数控内齿珩轮强力珩齿拓扑修形方法研究引言:内齿珩轮是一种广泛应用于机械传动系统中的重要齿轮产品,随着现代技术的发展,越来越多的内齿珩轮被设计成高强度的,极端环境下运行的产品。在这种情况下,珩齿的正确设计和制造变得至关重要,因为这会影响内齿珩轮的性能和寿命。因此,如何有效地优化珩齿设计和制造过程,以保证内齿珩轮的质量和可靠性的同时,也是一个重要的研究问题。1.前人研究综述过去几十年中,研究人员已经开展了广泛的研究工作,以探索如何优化内齿珩轮的珩齿设计和制造技术。其中,珩齿