
一种内齿强力珩齿的全齿面修形方法.pdf

一吃****继勇

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种内齿强力珩齿的全齿面修形方法.pdf
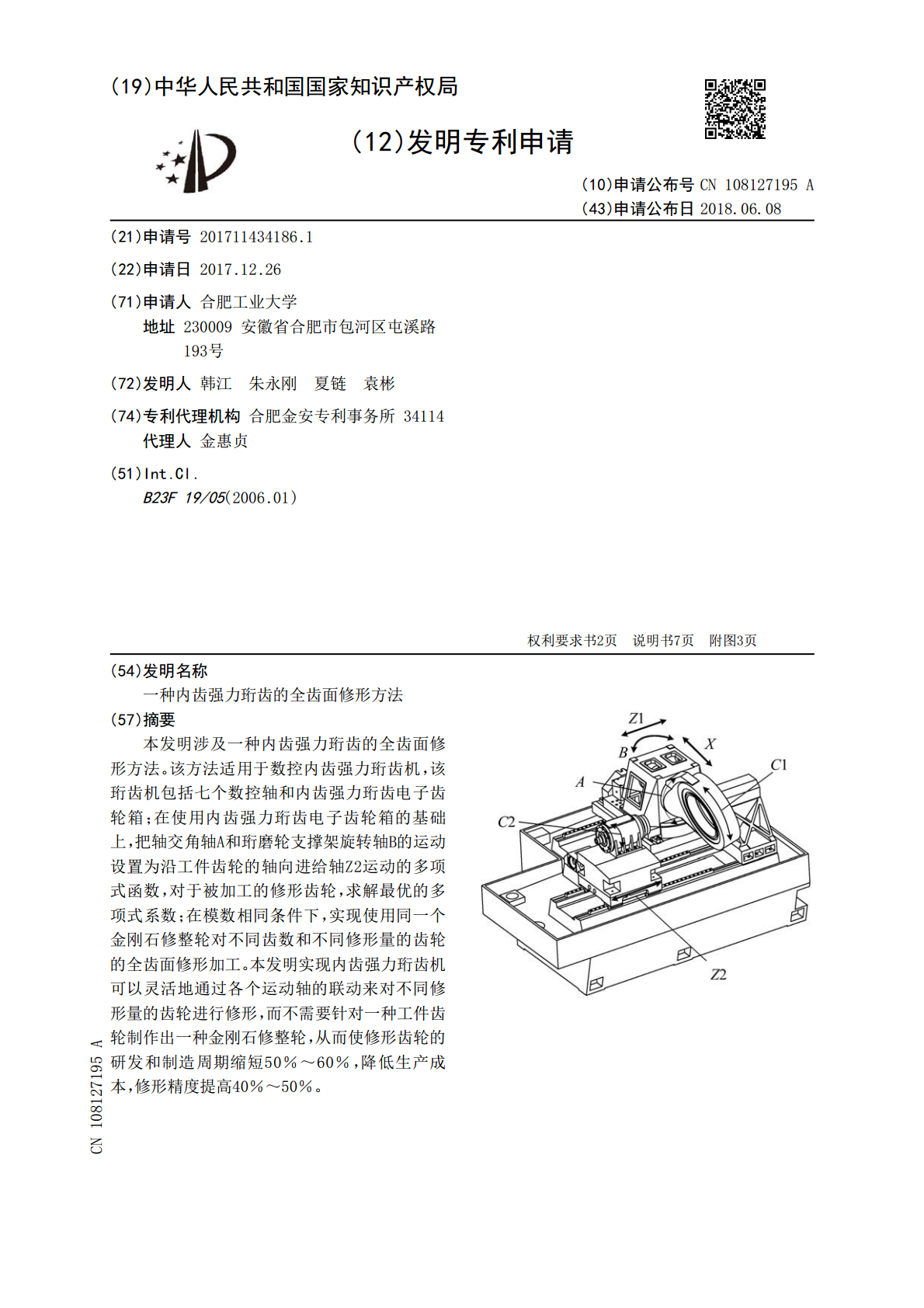
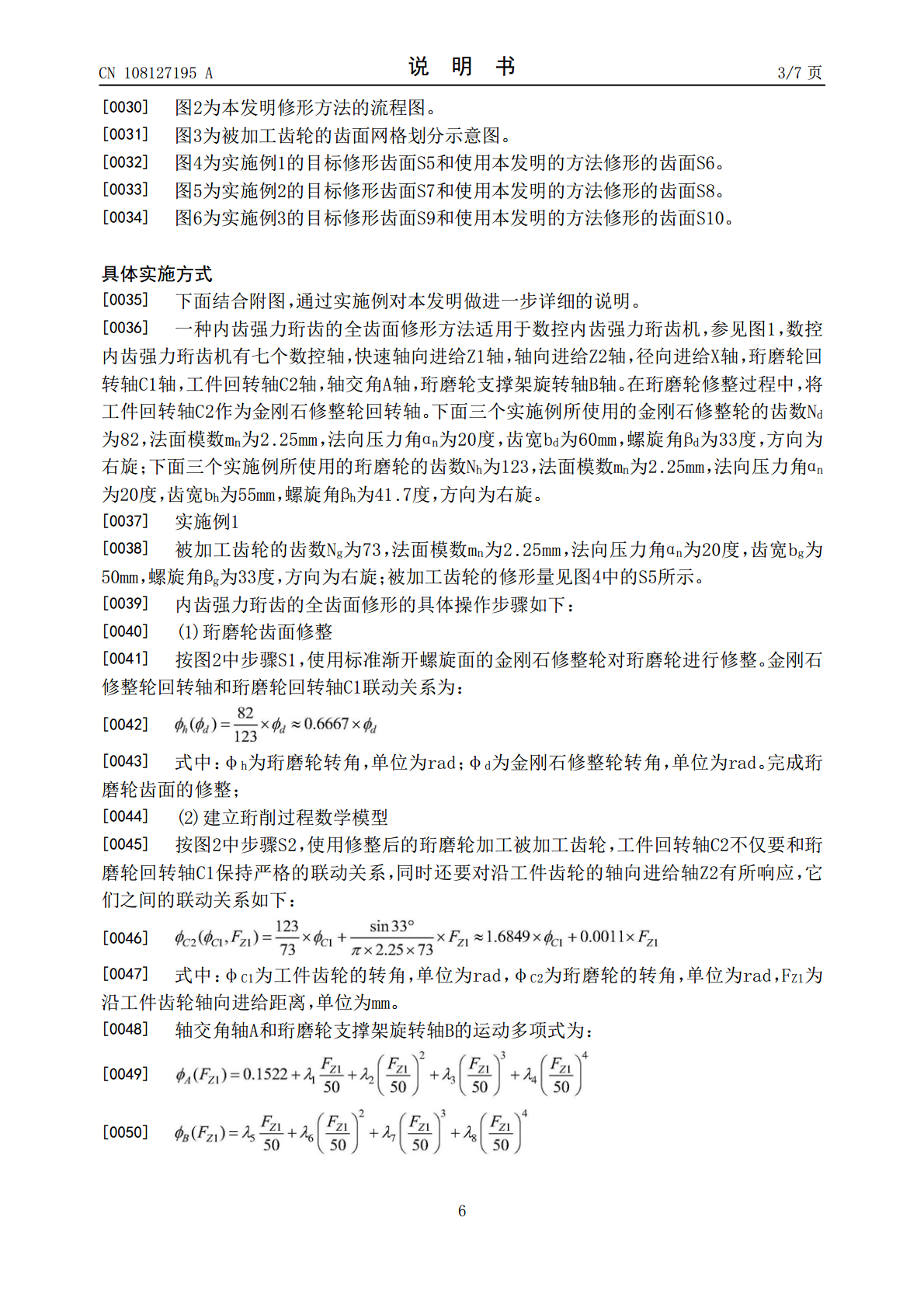
本发明涉及一种内齿强力珩齿的全齿面修形方法。该方法适用于数控内齿强力珩齿机,该珩齿机包括七个数控轴和内齿强力珩齿电子齿轮箱;在使用内齿强力珩齿电子齿轮箱的基础上,把轴交角轴A和珩磨轮支撑架旋转轴B的运动设置为沿工件齿轮的轴向进给轴Z2运动的多项式函数,对于被加工的修形齿轮,求解最优的多项式系数;在模数相同条件下,实现使用同一个金刚石修整轮对不同齿数和不同修形量的齿轮的全齿面修形加工。本发明实现内齿强力珩齿机可以灵活地通过各个运动轴的联动来对不同修形量的齿轮进行修形,而不需要针对一种工件齿轮制作出一种金刚石

数控内齿珩轮强力珩齿拓扑修形方法研究.docx
数控内齿珩轮强力珩齿拓扑修形方法研究数控内齿珩轮强力珩齿拓扑修形方法研究引言:内齿珩轮是一种广泛应用于机械传动系统中的重要齿轮产品,随着现代技术的发展,越来越多的内齿珩轮被设计成高强度的,极端环境下运行的产品。在这种情况下,珩齿的正确设计和制造变得至关重要,因为这会影响内齿珩轮的性能和寿命。因此,如何有效地优化珩齿设计和制造过程,以保证内齿珩轮的质量和可靠性的同时,也是一个重要的研究问题。1.前人研究综述过去几十年中,研究人员已经开展了广泛的研究工作,以探索如何优化内齿珩轮的珩齿设计和制造技术。其中,珩齿
一种内齿强力珩齿机自动对齿方法.pdf
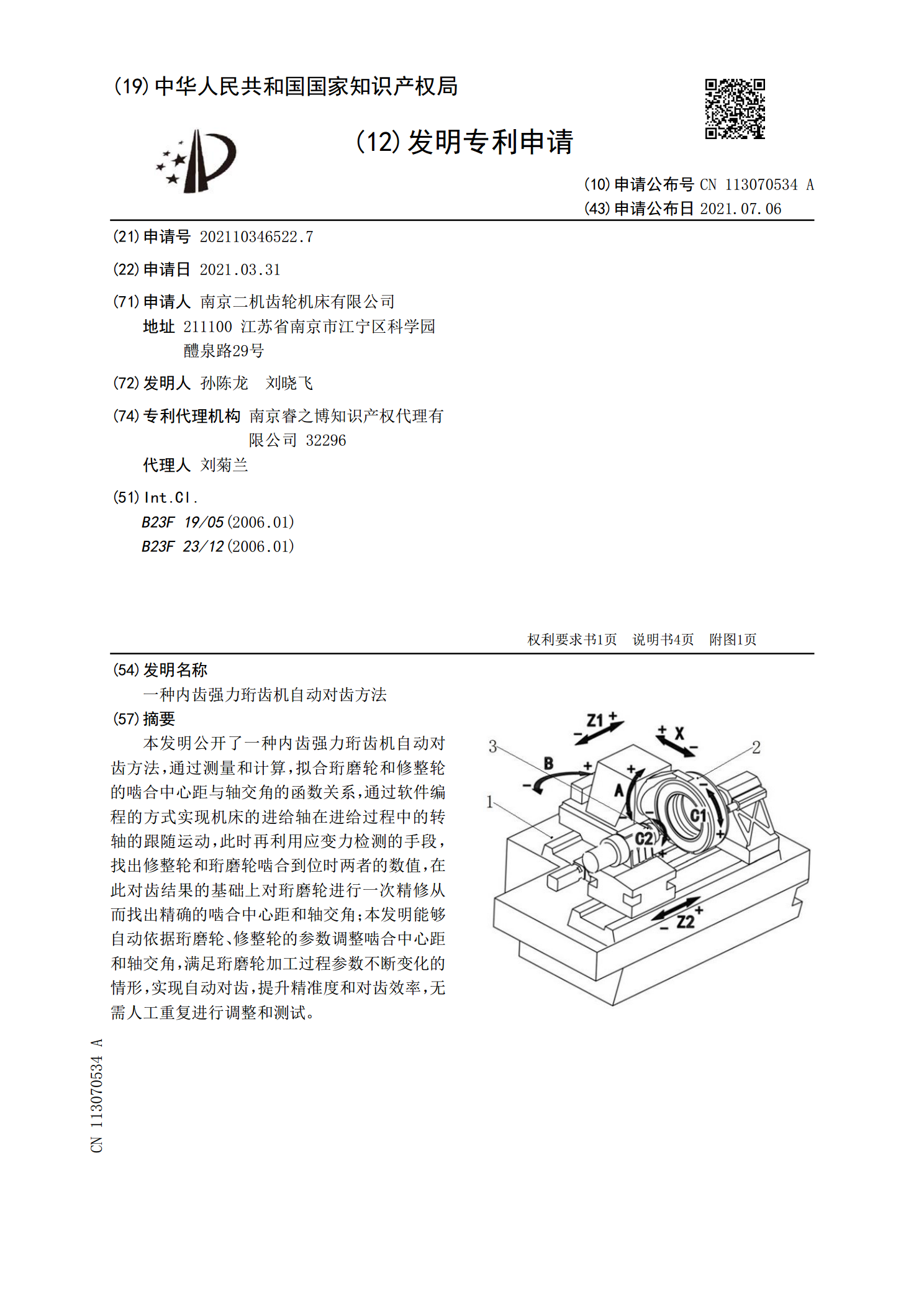
本发明公开了一种内齿强力珩齿机自动对齿方法,通过测量和计算,拟合珩磨轮和修整轮的啮合中心距与轴交角的函数关系,通过软件编程的方式实现机床的进给轴在进给过程中的转轴的跟随运动,此时再利用应变力检测的手段,找出修整轮和珩磨轮啮合到位时两者的数值,在此对齿结果的基础上对珩磨轮进行一次精修从而找出精确的啮合中心距和轴交角;本发明能够自动依据珩磨轮、修整轮的参数调整啮合中心距和轴交角,满足珩磨轮加工过程参数不断变化的情形,实现自动对齿,提升精准度和对齿效率,无需人工重复进行调整和测试。

数控内齿珩轮强力珩齿加工齿面挖根机理研究.docx
数控内齿珩轮强力珩齿加工齿面挖根机理研究摘要:随着现代制造技术的不断发展,数控内齿珩轮强力珩齿加工技术在工业制造中得到了广泛应用。本文通过对数控内齿珩轮强力珩齿加工齿面挖根机理的研究,探讨了齿面挖根的原理、方法及其影响因素。研究结果表明,数控内齿珩轮强力珩齿加工齿面挖根技术能够有效提高珩齿加工效率和产品质量,为工业制造提供了重要的技术支持。关键词:数控内齿珩轮;强力珩齿;齿面挖根;机理研究;加工效率一、引言数控内齿珩轮是一种广泛应用于工业制造中的齿轮传动装置,其主要特点是具有传动效率高、传动精度高、传动容

一种应用于数控内齿珩轮强力珩齿的珩轮修磨方法.pdf
本发明涉及一种应用于数控内齿珩轮强力珩齿的珩轮修磨方法,应用对象为内齿珩磨轮,应用机床为数控内齿珩轮强力珩齿机。修磨的操作步骤如下:1.由被加工齿轮和内齿珩轮的基本参数计算其他参数,根据共轭齿面啮合原理,推导出被加工齿轮与内齿珩轮的共轭啮合方程;2.确定被加工齿轮齿面上一点P,以P点位置参数将原共轭啮合方程修改为以修磨量和轴交角为变量的方程;3.计算内齿珩轮修磨对应的累积修磨量Δa,将其带入修改后的啮合方程求得轴交角修正值Σ′并应用于珩轮修磨中。本发明通过引入轴交角修正值保证了修磨前后被加工齿轮与内齿珩轮