
一种降低内齿强力珩齿珩削径向力大小的方法.pdf

是笛****加盟


1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低内齿强力珩齿珩削径向力大小的方法.pdf
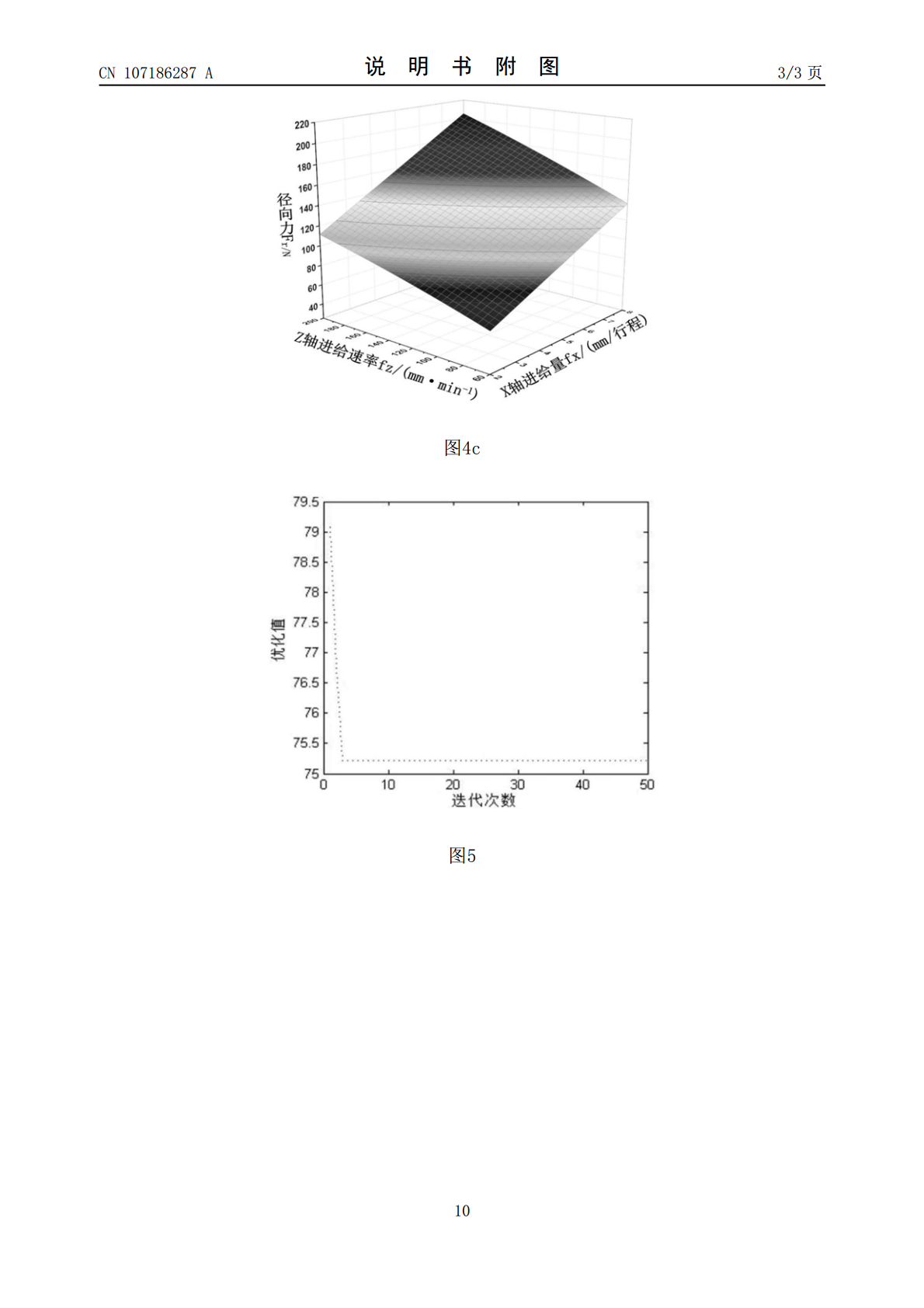
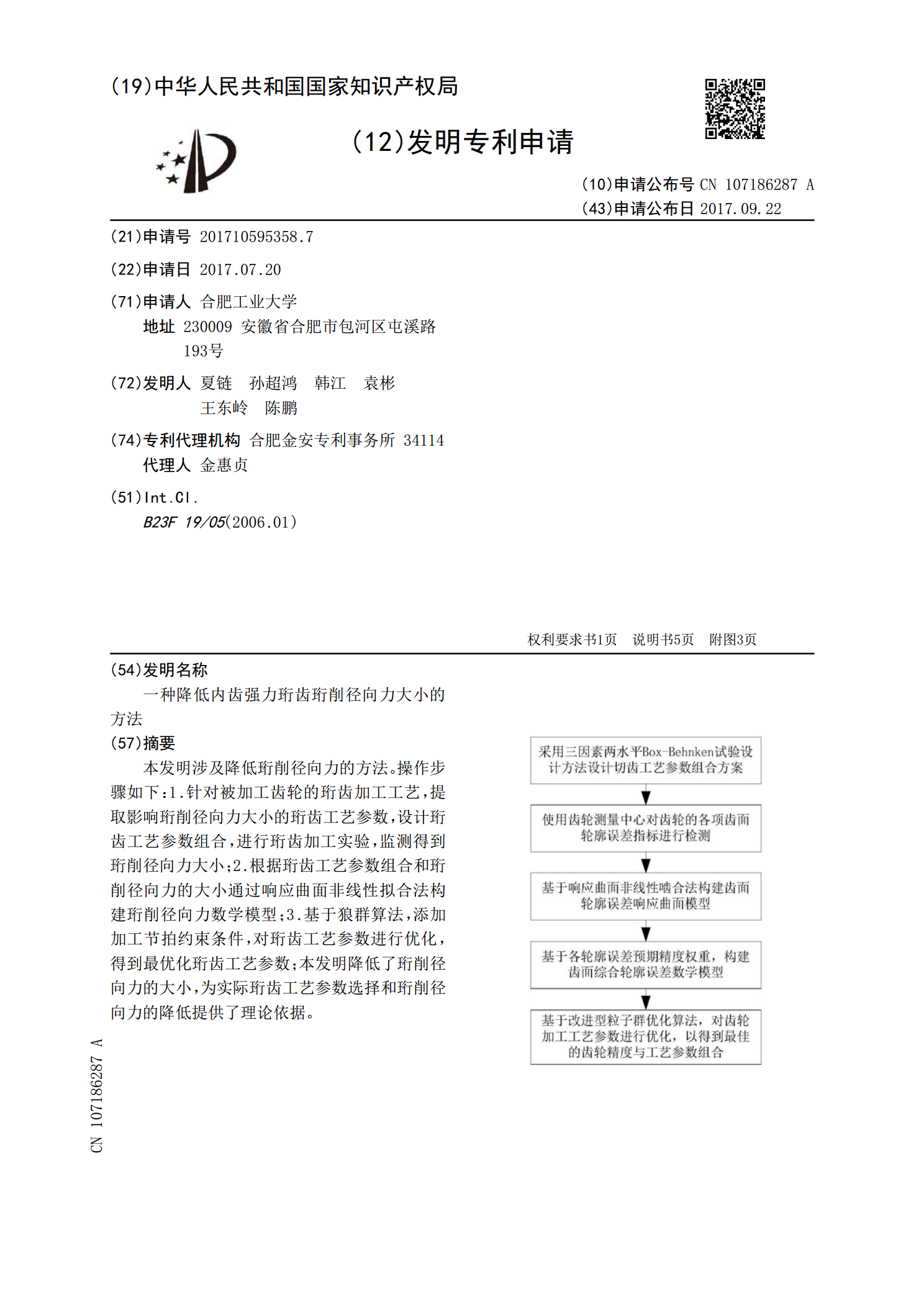
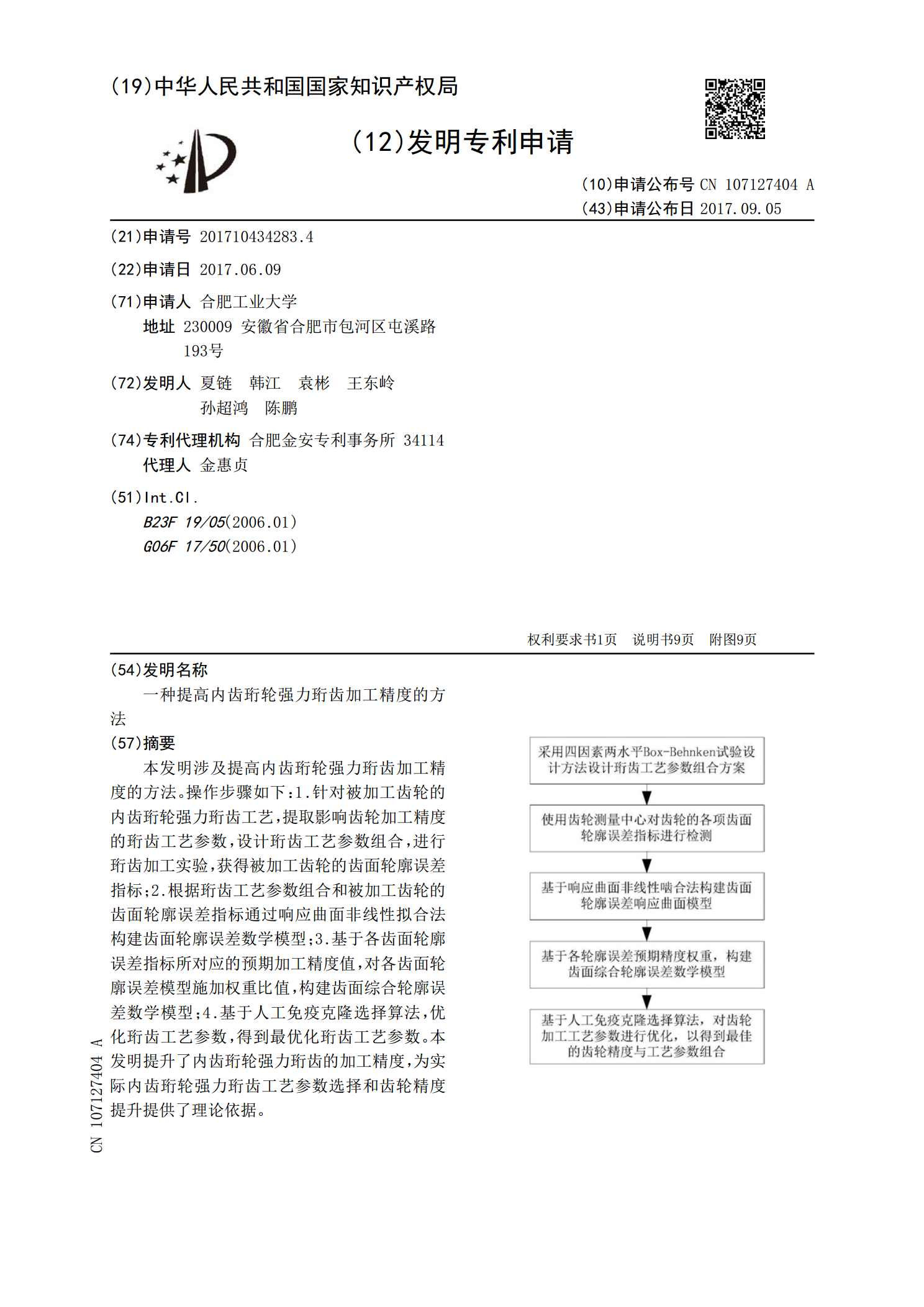
本发明涉及降低珩削径向力的方法。操作步骤如下:1.针对被加工齿轮的珩齿加工工艺,提取影响珩削径向力大小的珩齿工艺参数,设计珩齿工艺参数组合,进行珩齿加工实验,监测得到珩削径向力大小;2.根据珩齿工艺参数组合和珩削径向力的大小通过响应曲面非线性拟合法构建珩削径向力数学模型;3.基于狼群算法,添加加工节拍约束条件,对珩齿工艺参数进行优化,得到最优化珩齿工艺参数;本发明降低了珩削径向力的大小,为实际珩齿工艺参数选择和珩削径向力的降低提供了理论依据。

内齿珩轮强力珩齿珩削力特性分析及实验研究.docx
内齿珩轮强力珩齿珩削力特性分析及实验研究题目:内齿珩轮强力珩齿珩削力特性分析及实验研究摘要:内齿珩轮的强力珩齿珩削力特性是珩齿加工过程中重要的参数之一,对于珩齿加工的使用寿命和质量有着重要的影响。本文通过对内齿珩轮强力珩齿珩削力特性进行深入分析,并进行实验研究,以期为内齿珩轮的设计和加工提供理论指导和实用技术支持。关键词:内齿珩轮;强力珩齿珩削力;特性分析;实验研究第一章引言1.1研究背景内齿珩轮作为一种常用的传动装置,在工程领域得到广泛应用。珩齿是内齿珩轮重要的加工工艺之一,而珩齿加工的质量和效率主要受

内齿珩轮强力珩齿珩削力特性分析及实验研究的开题报告.docx
内齿珩轮强力珩齿珩削力特性分析及实验研究的开题报告一、研究背景和意义内齿珩轮是机械传动中重要的零部件之一,广泛应用于汽车、航空、高速列车等各个领域。内齿珩轮的质量和性能直接影响到机械传动的稳定性和可靠性,因此对内齿珩轮的强度和硬度等性能进行研究具有重要的理论和实际意义。在内齿珩轮的制造过程中,珩齿珩削是一种常用的加工方式,珩齿珩削技术能够有效提高内齿珩轮的强度和硬度。然而,由于内齿珩轮的特殊结构,珩齿珩削过程中存在着一些特殊的问题,如珩削力过大、珩齿形不良等。因此,对内齿珩轮的珩齿珩削力特性进行分析和实验

内齿珩轮强力珩齿珩削力特性分析及实验研究的任务书.docx
内齿珩轮强力珩齿珩削力特性分析及实验研究的任务书任务书题目:内齿珩轮强力珩齿珩削力特性分析及实验研究任务说明:内齿珩轮是一种常见的传动机构,其珩轮的强度和寿命是其正常运转的关键。本课题旨在研究内齿珩轮的强力珩齿珩削力特性,为改善内齿珩轮的性能提供理论和实验基础。研究内容:1.对内齿珩轮强力珩齿的基本原理进行深入的理论分析,建立内齿珩轮强力珩齿的模型,探究内齿珩轮强力珩齿特性对珩轮强度和寿命的影响。2.分析内齿珩轮珩削力的产生机理,建立内齿珩轮珩削力模型,研究内齿珩轮珩削力特性对珩轮加工质量的影响。3.在理
一种提高内齿珩轮强力珩齿加工精度的方法.pdf
本发明涉及提高内齿珩轮强力珩齿加工精度的方法。操作步骤如下:1.针对被加工齿轮的内齿珩轮强力珩齿工艺,提取影响齿轮加工精度的珩齿工艺参数,设计珩齿工艺参数组合,进行珩齿加工实验,获得被加工齿轮的齿面轮廓误差指标;2.根据珩齿工艺参数组合和被加工齿轮的齿面轮廓误差指标通过响应曲面非线性拟合法构建齿面轮廓误差数学模型;3.基于各齿面轮廓误差指标所对应的预期加工精度值,对各齿面轮廓误差模型施加权重比值,构建齿面综合轮廓误差数学模型;4.基于人工免疫克隆选择算法,优化珩齿工艺参数,得到最优化珩齿工艺参数。本发明提