
一种用于板状结构件焊缝自动柔性打磨系统和打磨方法.pdf

Wi****m7


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于板状结构件焊缝自动柔性打磨系统和打磨方法.pdf
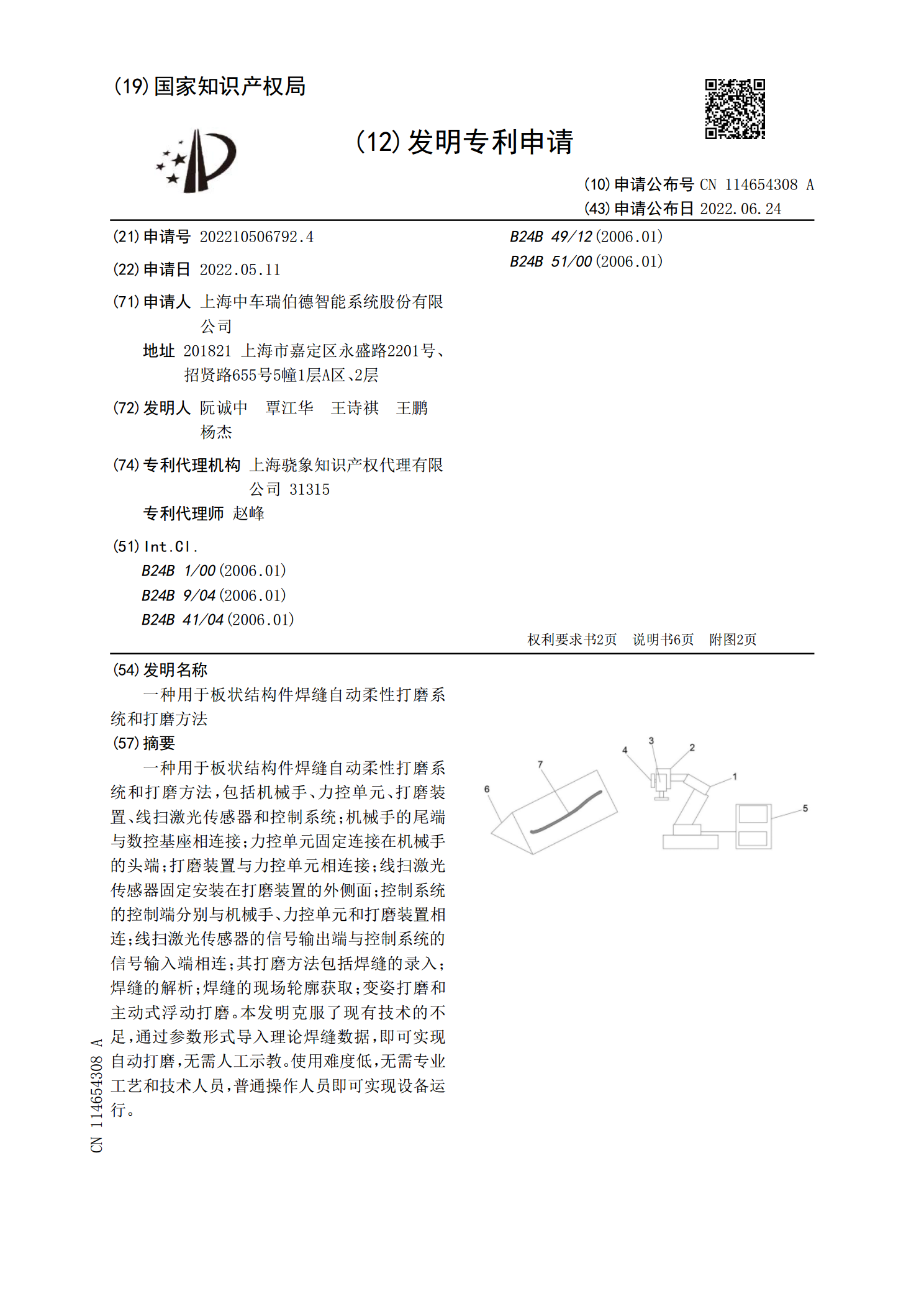
一种用于板状结构件焊缝自动柔性打磨系统和打磨方法,包括机械手、力控单元、打磨装置、线扫激光传感器和控制系统;机械手的尾端与数控基座相连接;力控单元固定连接在机械手的头端;打磨装置与力控单元相连接;线扫激光传感器固定安装在打磨装置的外侧面;控制系统的控制端分别与机械手、力控单元和打磨装置相连;线扫激光传感器的信号输出端与控制系统的信号输入端相连;其打磨方法包括焊缝的录入;焊缝的解析;焊缝的现场轮廓获取;变姿打磨和主动式浮动打磨。本发明克服了现有技术的不足,通过参数形式导入理论焊缝数据,即可实现自动打磨,无需
一种柔性打磨装置和柔性打磨系统.pdf
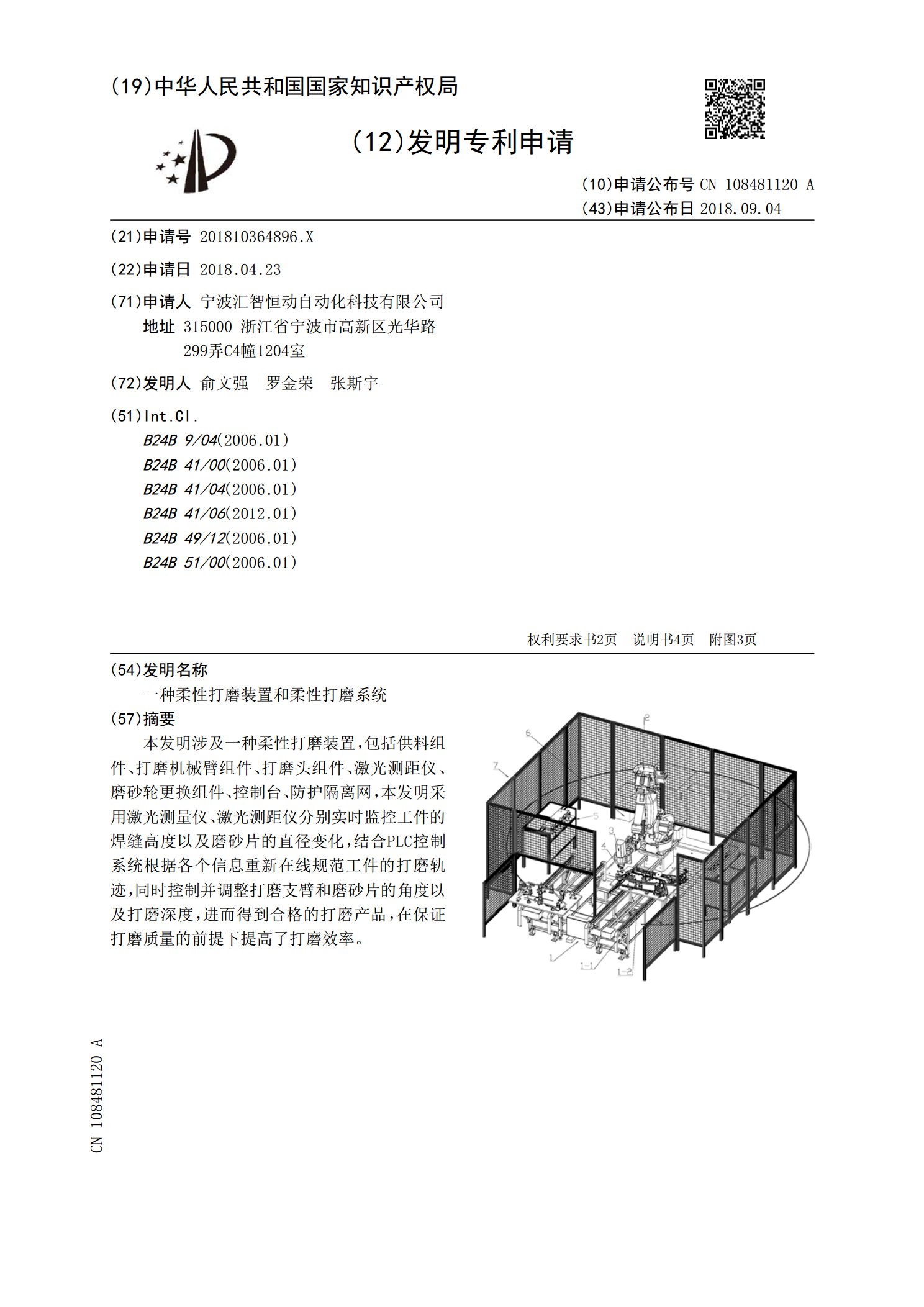
本发明涉及一种柔性打磨装置,包括供料组件、打磨机械臂组件、打磨头组件、激光测距仪、磨砂轮更换组件、控制台、防护隔离网,本发明采用激光测量仪、激光测距仪分别实时监控工件的焊缝高度以及磨砂片的直径变化,结合PLC控制系统根据各个信息重新在线规范工件的打磨轨迹,同时控制并调整打磨支臂和磨砂片的角度以及打磨深度,进而得到合格的打磨产品,在保证打磨质量的前提下提高了打磨效率。

一种用于焊缝打磨的焊缝识别定位方法和装置.pdf
一种用于焊缝打磨的焊缝识别定位装置,包括固定连接在机器人末端夹具上的线扫激光传感器和打磨头组件,控制器通过控制线连接机器人,工控机通过数据线与线扫激光传感器和控制器连接。利用上述装置实现的焊缝识别定位方法,利用机器人带动线扫激光传感器对车体焊缝位置作匀速直线扫描,获取多帧焊缝轮廓数据,工控机计算焊缝和母材数据,将位置姿态转换成6DOF坐标,机器人根据各个6DOF坐标计算生成打磨加工轨迹,驱动打磨头组件执行加工轨迹,进行焊缝打磨。本发明满足了打磨应用中对焊缝识别定位的需求,实现了焊缝自动化打磨,解决了车体蒙

车顶焊缝自动打磨系统.pdf
本发明公开了一种车顶焊缝自动打磨系统,包括工业机器人、打磨单元和打磨片消耗监测单元,打磨单元安装在工业机器人上,打磨片消耗监测单元和工业机器人电连接;工业机器人带动打磨单元进行焊缝打磨,完成焊缝打磨后,打磨片监测单元对打磨单元上的打磨片进行打磨消耗量检测,与打磨片的初始数据进行比较,当打磨片消耗量超过标定的阈值时,工业机器人自动更换打磨片。本发明通过优化设计的浮动模块,能输出恒定而稳定的压力与扭矩,较好的保证打磨质量;打磨片检测装置可以在线测出砂轮的消耗量,并能实现自动更换打磨片;除尘装置可以采集并清除打

一种柔性打磨自动补偿系统.pdf
本发明涉及一种柔性打磨自动补偿系统,包括用于打磨的砂轮片、控制并调整砂轮片打磨角度和打磨深度的机械摆臂装置、PLC控制模块、监控砂轮片磨砂情况并及时更换砂轮片的监控装置,本发明采用激光测距仪、激光测量仪与PLC控制模块组成,将工件需要打磨深度以及实时监控砂轮片磨损直径的数据化,再结合可全方位角度调整的机械摆臂组件根据砂轮片的磨损以及工件需打磨深度实时调整并规划新的打磨轨迹,从而保证工件打磨的一致性和质量,同时,当砂轮片磨损达到一定程度,及时更换砂轮片,代替人工打磨操作,提高打磨效率和产能。