
一种用于焊缝打磨的焊缝识别定位方法和装置.pdf

一条****涛k

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于焊缝打磨的焊缝识别定位方法和装置.pdf
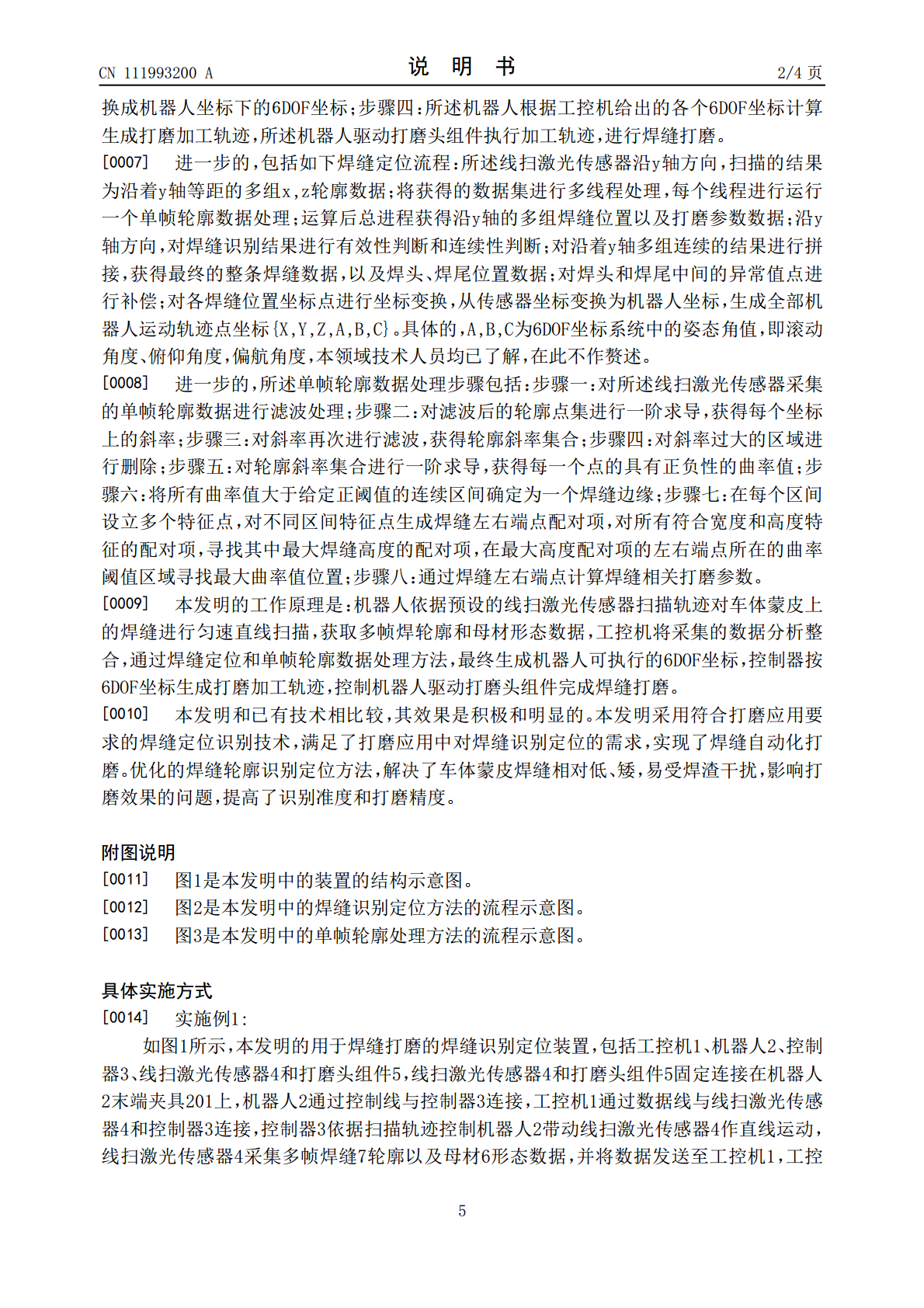
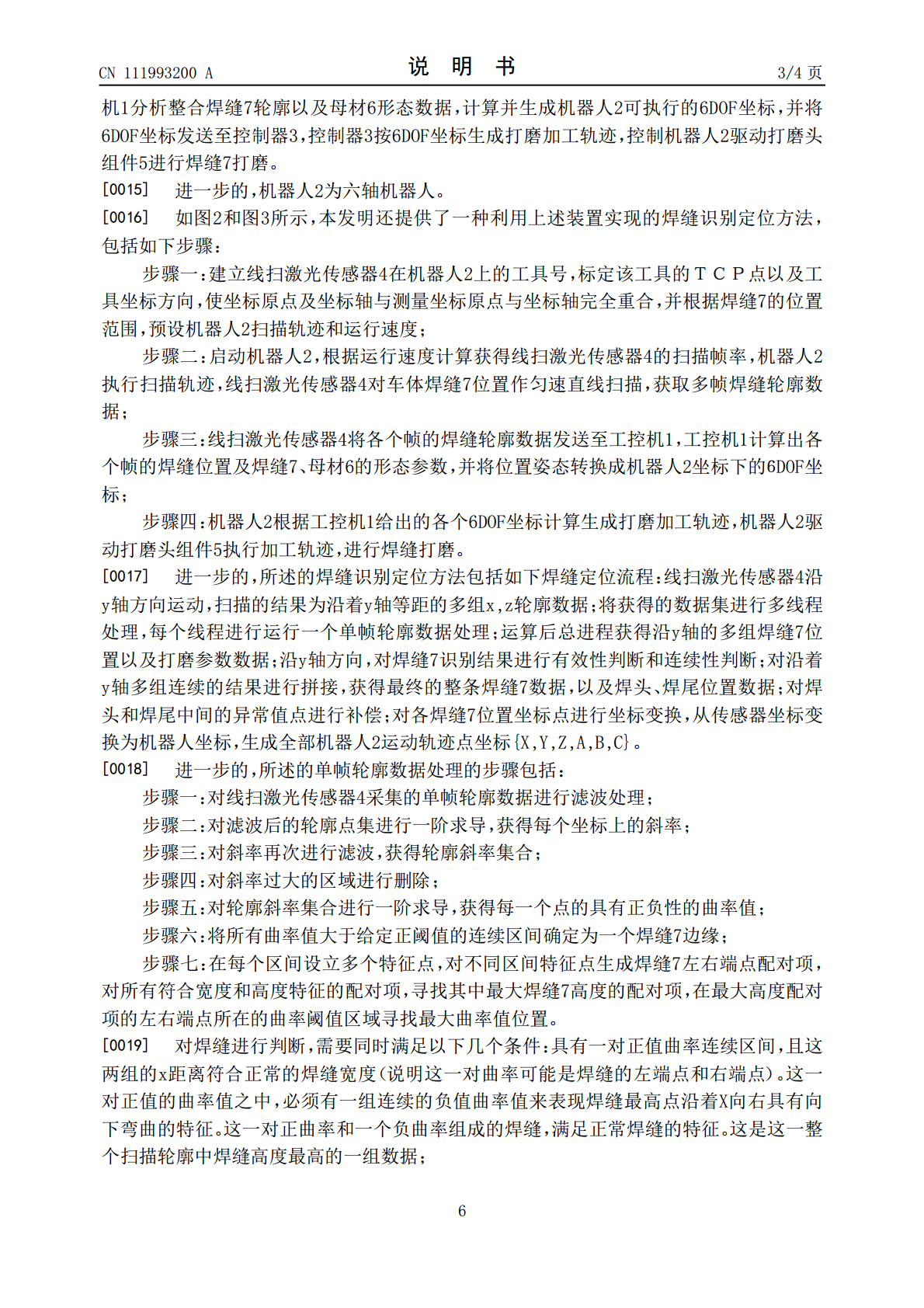
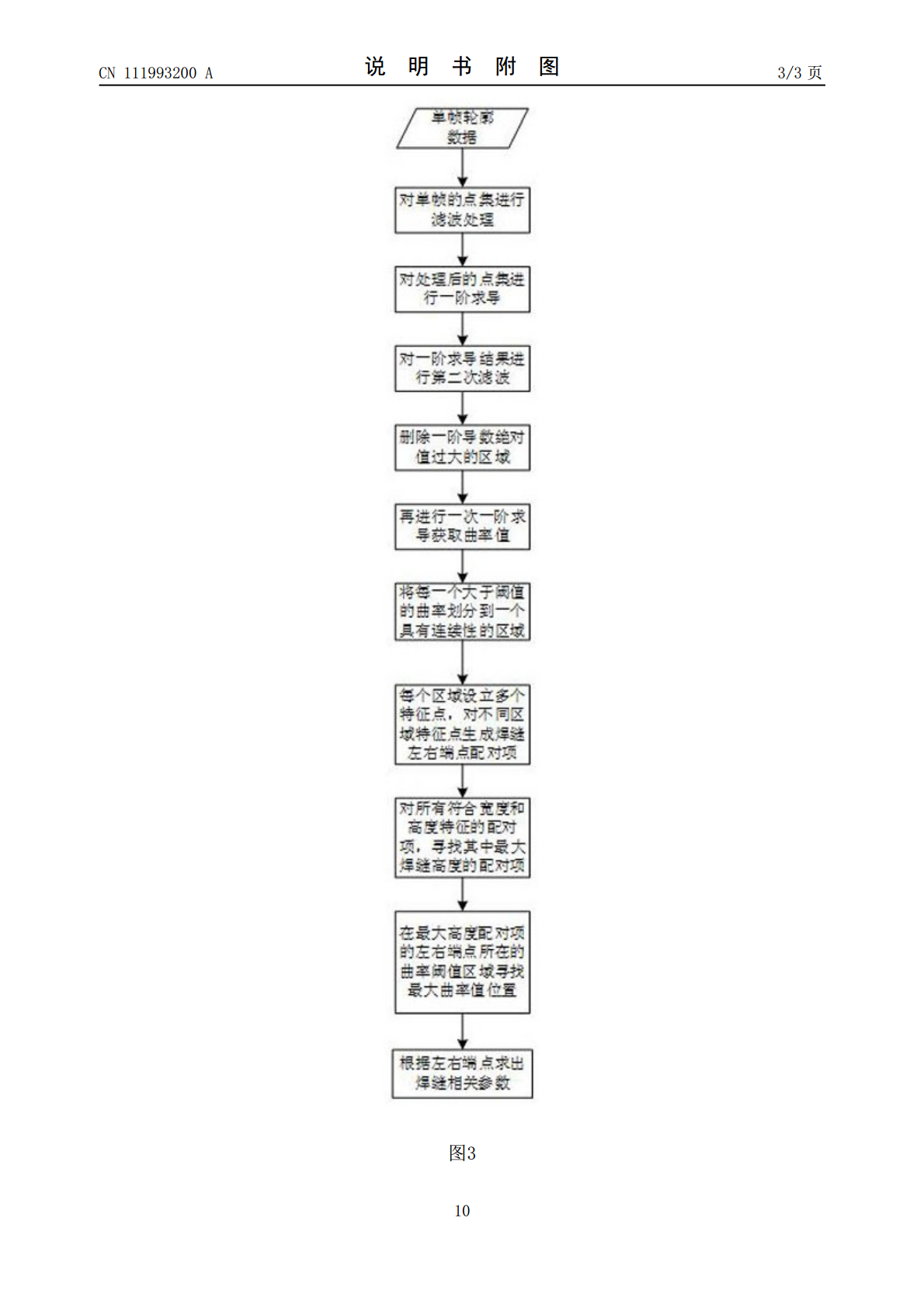
一种用于焊缝打磨的焊缝识别定位装置,包括固定连接在机器人末端夹具上的线扫激光传感器和打磨头组件,控制器通过控制线连接机器人,工控机通过数据线与线扫激光传感器和控制器连接。利用上述装置实现的焊缝识别定位方法,利用机器人带动线扫激光传感器对车体焊缝位置作匀速直线扫描,获取多帧焊缝轮廓数据,工控机计算焊缝和母材数据,将位置姿态转换成6DOF坐标,机器人根据各个6DOF坐标计算生成打磨加工轨迹,驱动打磨头组件执行加工轨迹,进行焊缝打磨。本发明满足了打磨应用中对焊缝识别定位的需求,实现了焊缝自动化打磨,解决了车体蒙
塔筒焊缝打磨装置及打磨方法.pdf
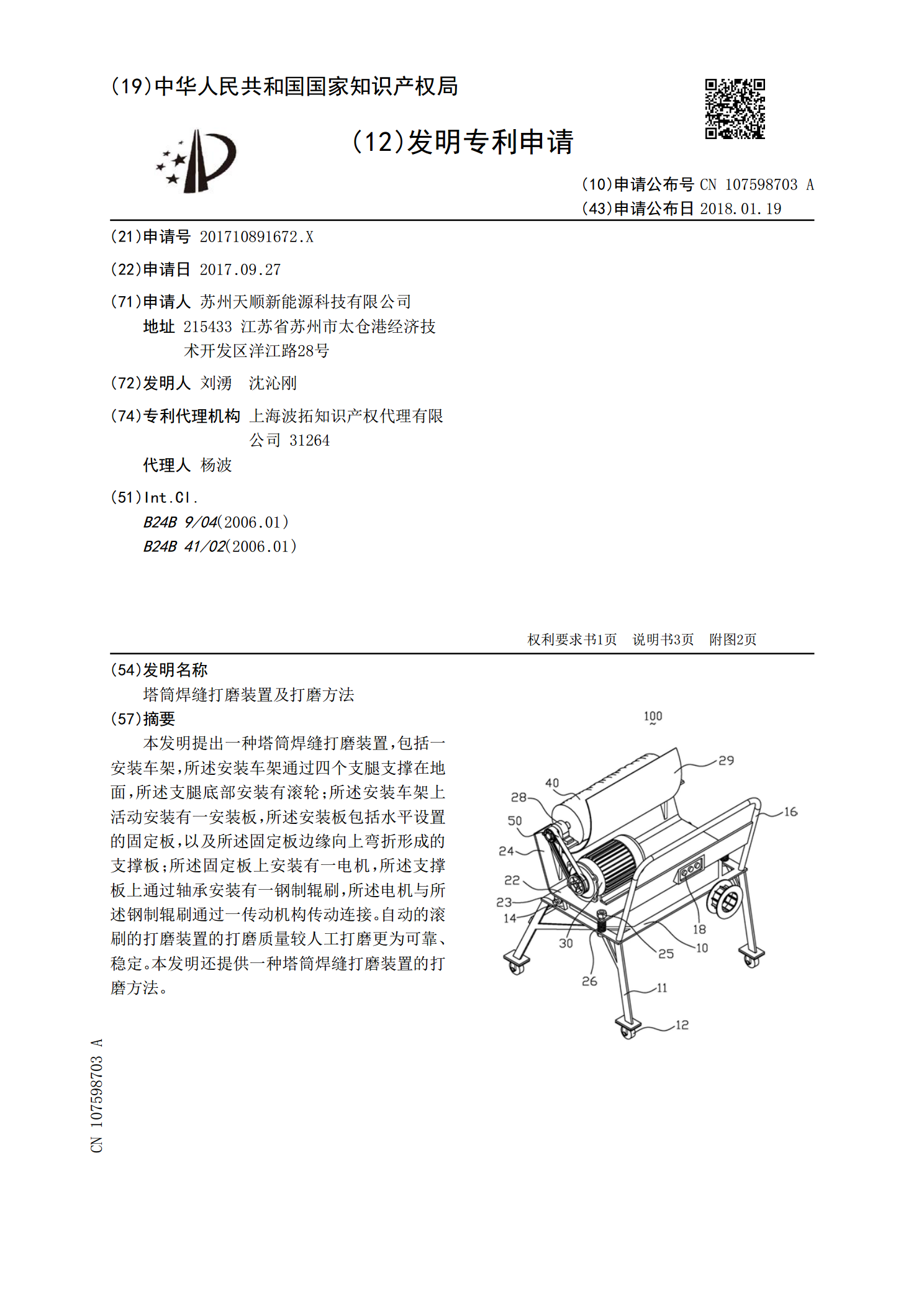
本发明提出一种塔筒焊缝打磨装置,包括一安装车架,所述安装车架通过四个支腿支撑在地面,所述支腿底部安装有滚轮;所述安装车架上活动安装有一安装板,所述安装板包括水平设置的固定板,以及所述固定板边缘向上弯折形成的支撑板;所述固定板上安装有一电机,所述支撑板上通过轴承安装有一钢制辊刷,所述电机与所述钢制辊刷通过一传动机构传动连接。自动的滚刷的打磨装置的打磨质量较人工打磨更为可靠、稳定。本发明还提供一种塔筒焊缝打磨装置的打磨方法。
一种新型化工储罐焊缝及焊缝打磨装置.pdf
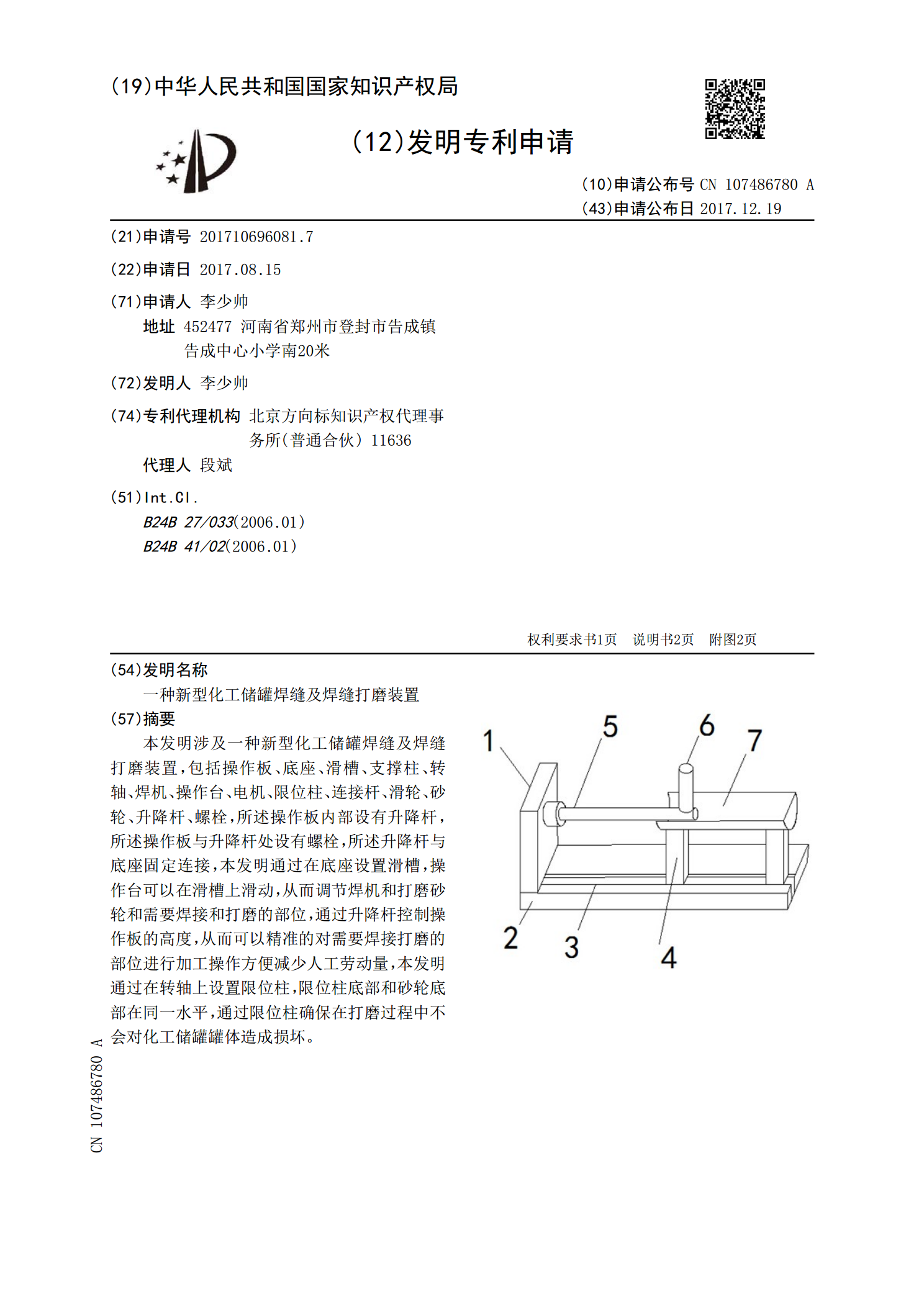
本发明涉及一种新型化工储罐焊缝及焊缝打磨装置,包括操作板、底座、滑槽、支撑柱、转轴、焊机、操作台、电机、限位柱、连接杆、滑轮、砂轮、升降杆、螺栓,所述操作板内部设有升降杆,所述操作板与升降杆处设有螺栓,所述升降杆与底座固定连接,本发明通过在底座设置滑槽,操作台可以在滑槽上滑动,从而调节焊机和打磨砂轮和需要焊接和打磨的部位,通过升降杆控制操作板的高度,从而可以精准的对需要焊接打磨的部位进行加工操作方便减少人工劳动量,本发明通过在转轴上设置限位柱,限位柱底部和砂轮底部在同一水平,通过限位柱确保在打磨过程中不会

一种焊缝打磨装置.pdf
本发明公一种焊缝打磨装置,包括垂直布置的安装座,所述安装座的左端安装有打磨装置,所述打磨装置包括与安装座相连的安装板,所述安装板上连接有底板,所述底板上铰接有支撑座,所述支撑座的左端安装有主动轮、从动轮,所述主动轮、从动轮上环布有砂带,主动轮由固定于支撑座上的驱动装置驱动,所述底板上固定连接有固定板,所述固定板上固定有升降气缸,所述升降气缸的输出端与支撑座的右端转动连接。所述一种焊缝打磨装置结构简单、紧凑,可实现各种焊缝的自动打磨,无安全隐患,且大大降低了工人的劳动强度,提高了打磨效率。
一种焊缝打磨装置.pdf
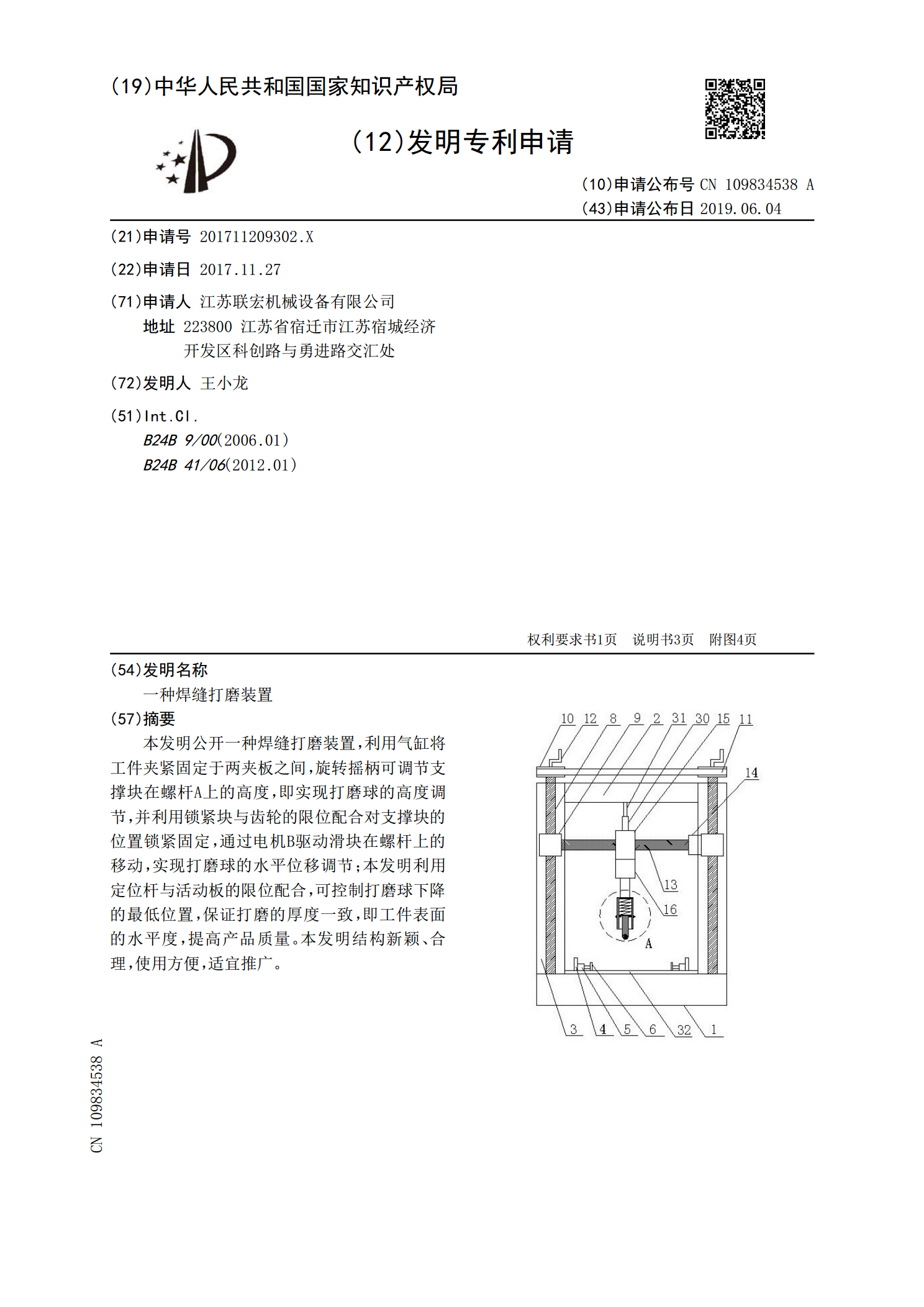
本发明公开一种焊缝打磨装置,利用气缸将工件夹紧固定于两夹板之间,旋转摇柄可调节支撑块在螺杆A上的高度,即实现打磨球的高度调节,并利用锁紧块与齿轮的限位配合对支撑块的位置锁紧固定,通过电机B驱动滑块在螺杆上的移动,实现打磨球的水平位移调节;本发明利用定位杆与活动板的限位配合,可控制打磨球下降的最低位置,保证打磨的厚度一致,即工件表面的水平度,提高产品质量。本发明结构新颖、合理,使用方便,适宜推广。