
一种用于修整研磨轮的装置和方法.pdf

邻家****ng


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于修整研磨轮的装置和方法.pdf
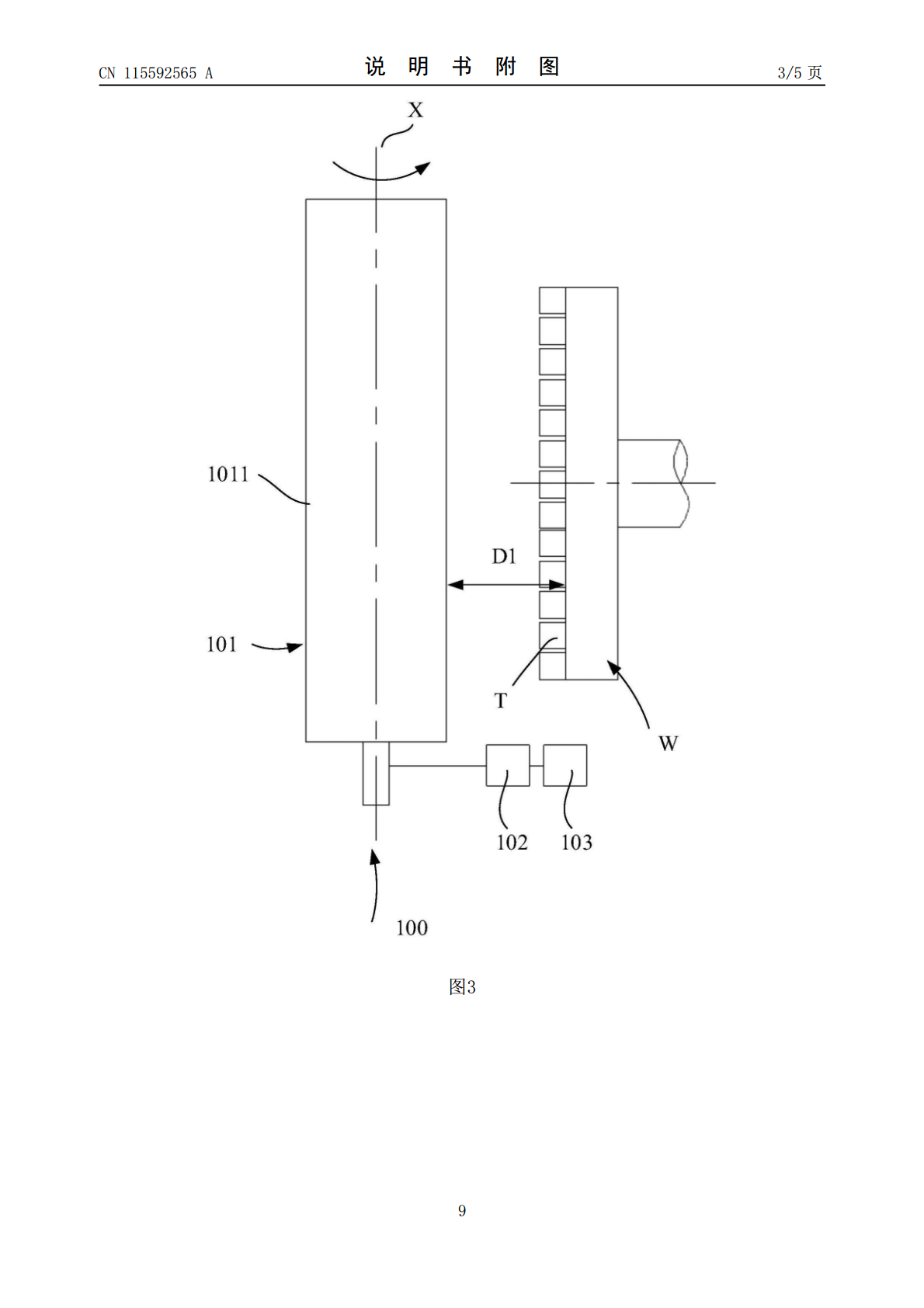
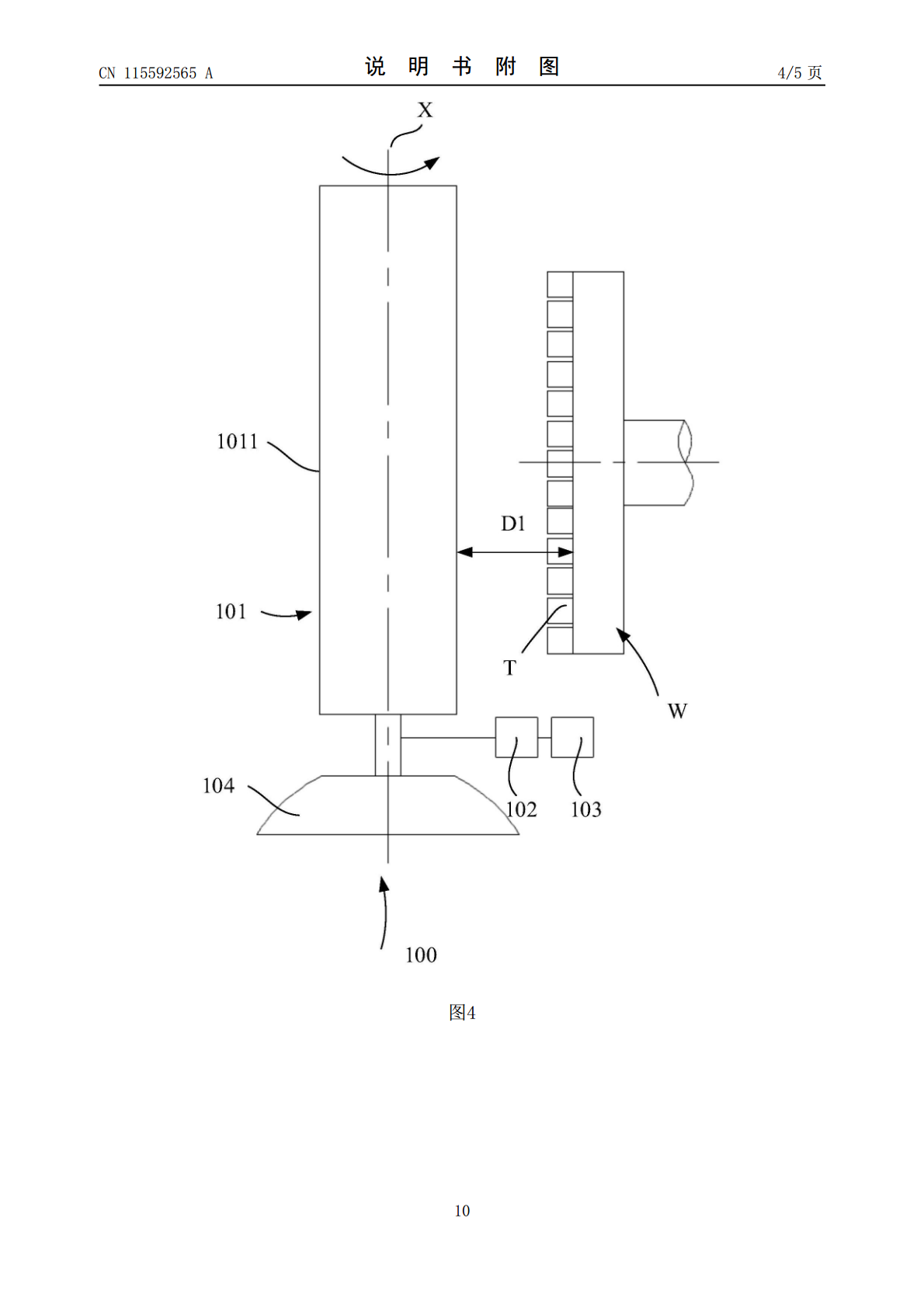
本发明实施例公开一种用于修整研磨轮的装置,所述装置包括:柱状的修整部,所述修整部设置成能够绕自身的中心轴线旋转以通过所述修整部的周向表面对研磨轮的研磨齿进行修整;距离感测器,所述距离感测器用于感测所述研磨轮相对于所述修整部的所述周向表面的进给距离;其中,当所述距离感测器感测到所述研磨轮相对于所述修整部的所述周向表面的进给距离达到第一预定距离时,则修整操作结束。
研磨垫的修整方法和修整装置.pdf
研磨垫的修整方法和修整装置。本发明的方法能够稳定研磨速度,减少进行修整操作的次数,提高工作效率,延长研磨垫的寿命。一种通过使用磨石来修整研磨垫的方法,该研磨垫已经用于通过将工件按压到固定于研磨板的研磨垫并且向研磨垫供给研磨液来研磨工件的表面,该方法包括如下步骤:通过向研磨垫供给高压清洗水来清洗研磨垫;通过在进行清洗步骤的同时使修整磨石在研磨垫的径向上沿着研磨垫的表面轮廓移动来修整研磨垫。

研磨轮修整装置.pdf
本发明涉及一种研磨轮修整装置,其解决了现有技术不能实现准确、可靠地对研磨轮进行修整的技术问题,其包括固定机座、支撑板基座固定板、底板支架、滑动板、第二气缸固定板、第一气缸、第二气缸、底板、推料板、第一定位板组件、第二定位板组件、压片、固定块、滑块和压紧机构,支撑板基座固定板与固定机座连接,底板支架与滑动板连接,底板与底板支架连接,第二气缸固定板与固定机座连接;第二气缸与第二气缸固定板连接,支撑板基座固定板和第二气缸固定板连接有导向轴,滑动板与导向轴之间通过直线轴承连接,第二气缸的缸杆与滑动板连接;其可广泛

基板背面研磨构件的修整装置和修整方法.pdf
本发明涉及基板背面研磨构件的修整装置和修整方法。在对用于对基板的背面进行研磨的研磨构件进行清洗、修整时,不使清洗液、残渣向周围飞散。修整装置(200)具有槽构件(203),该槽构件(203)能够从上方收容研磨垫(131),并具有顶板部(201)和设置到顶板部(201)的下表面侧的筒状的裙部(202)。在槽构件(203)设置有:二流体喷嘴(204),其向研磨垫的研磨面喷出清洗液和气体;修整板(205),其可与研磨垫(131)的研磨面抵接;以及冲洗喷嘴(206),其向研磨垫(131)的研磨面与修整板(205)

一种双面研磨机研磨盘修整装置及其修整方法.pdf
本发明提供一种双面研磨机研磨盘修整装置,它包括电机和水平支架,水平支架上设置方向调节装置,方向调节装置连接研磨砂轮;使用双面研磨机研磨盘修整装置的修整方法,包括(1)调平、(2)修整下研磨盘、(3)修整上研磨盘、(4)循环精磨四个步骤;整体机构设计简单,成本低廉,节省工时,方法操作方便,有效提高生产效率,保证工件质量,延长设备使用寿命。