
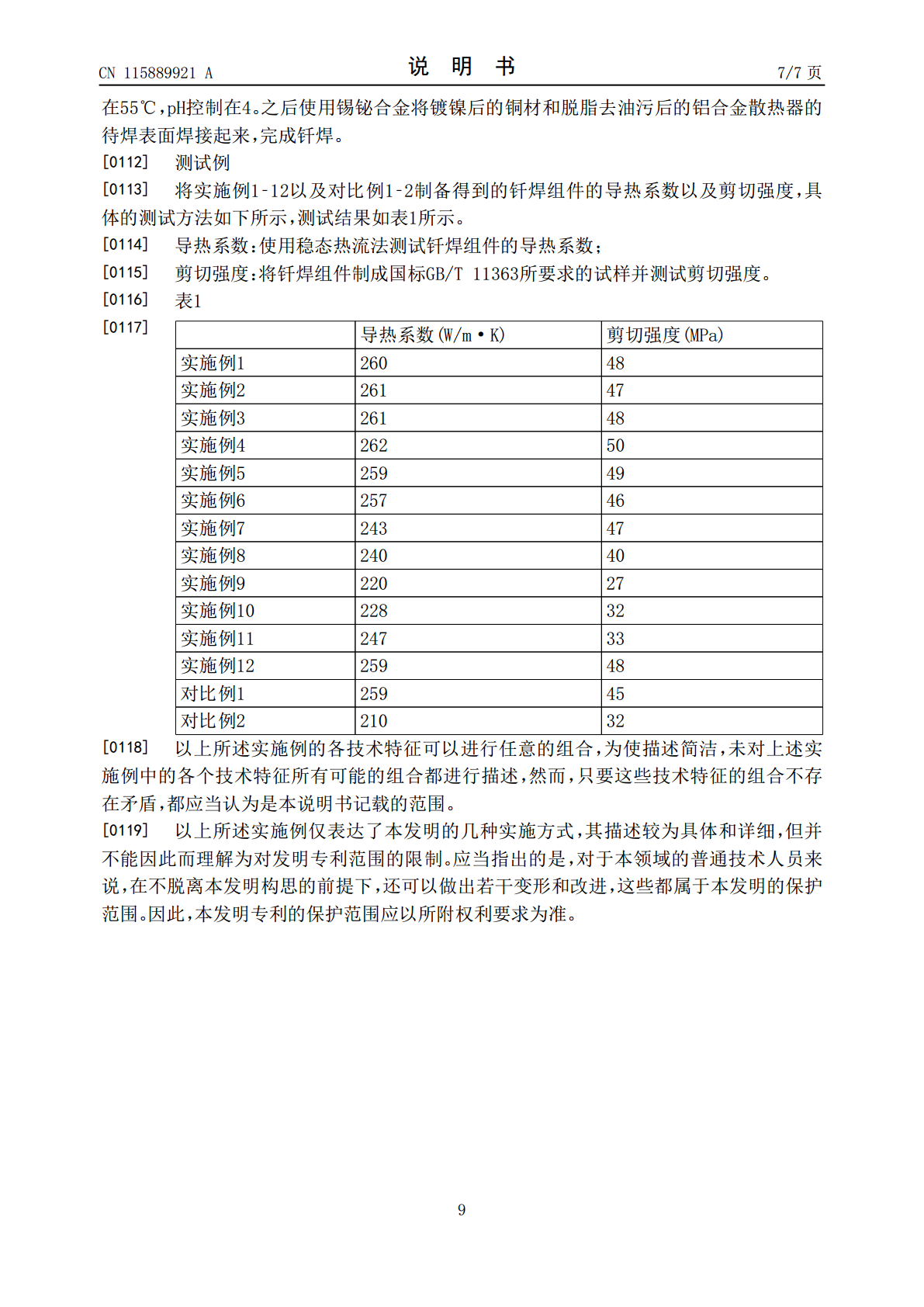
铝材和铜材的真空钎焊方法及其制备的钎焊组件和应用.pdf

瀚玥****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝材和铜材的真空钎焊方法及其制备的钎焊组件和应用.pdf
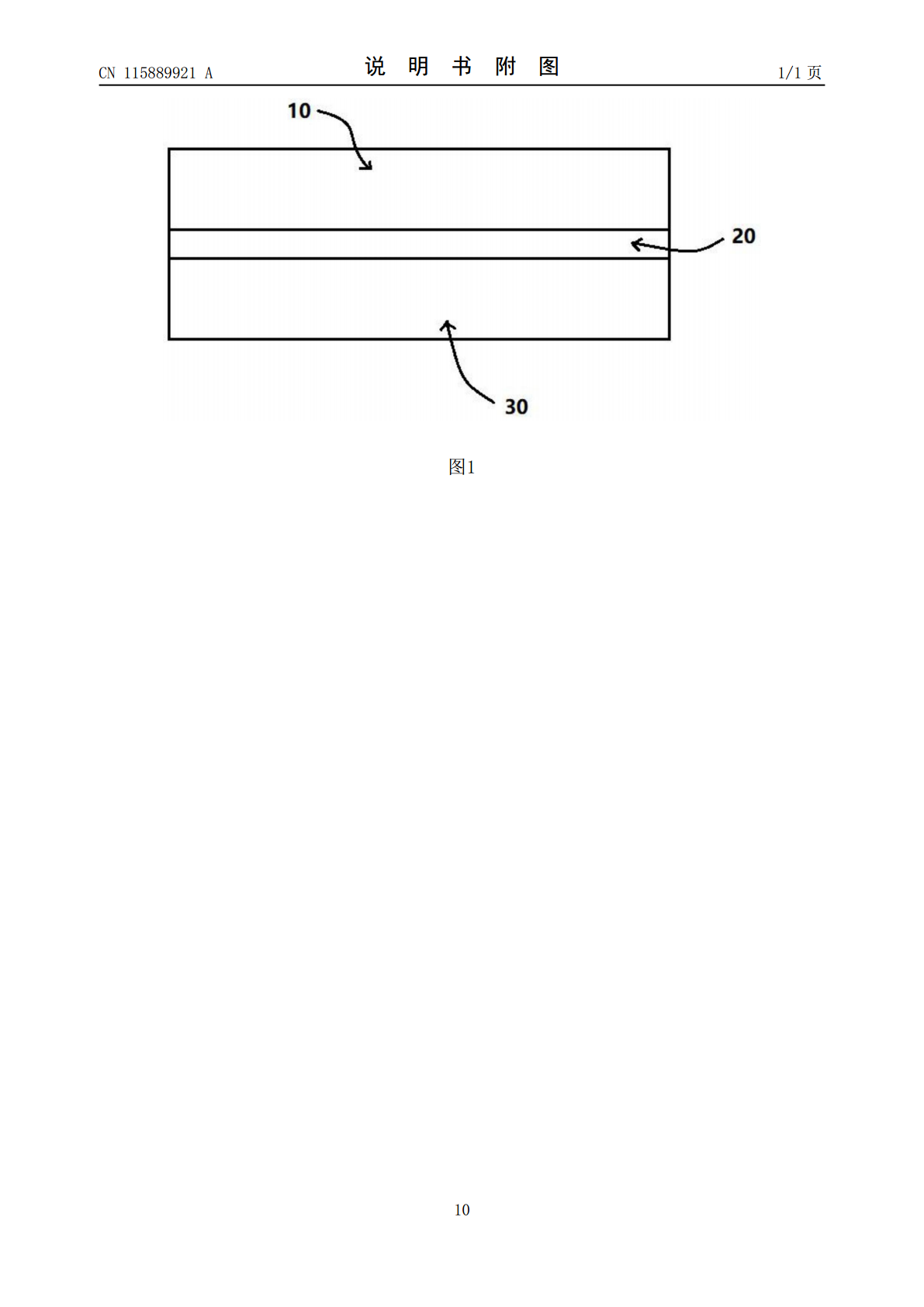
本发明涉及一种铝材和铜材的真空钎焊方法及其制备的钎焊组件;该真空钎焊方法包括以下步骤:提供铝材以及铜材;在铝材上依次设置合金层和铜材,得到组装件,其中,合金层的材料选自铝硅合金和/或铝硅镁合金,对组装件施加0.001MPa‑0.1MPa的压力,然后置于10
钎焊炉及铝材的钎焊方法.pdf
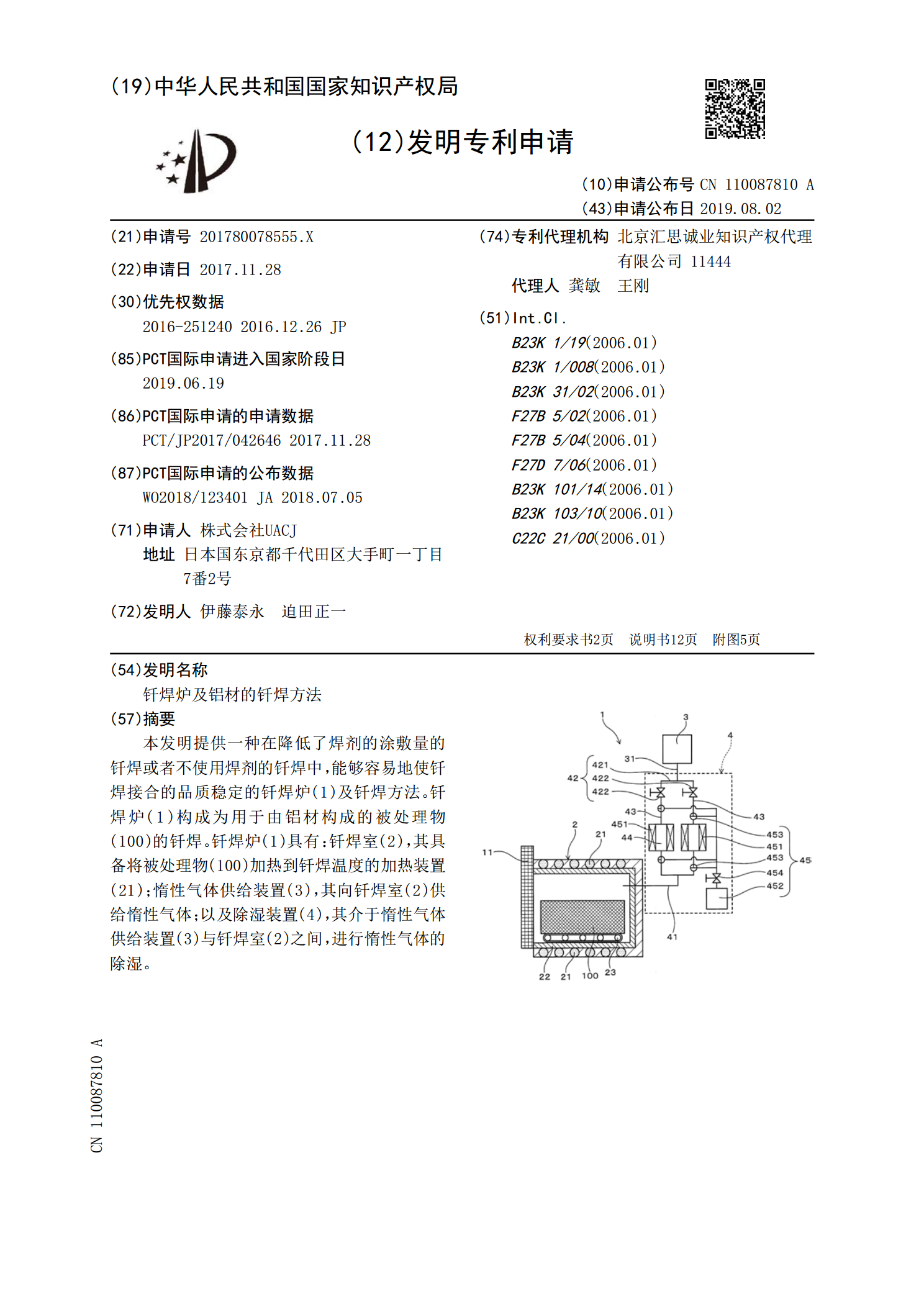
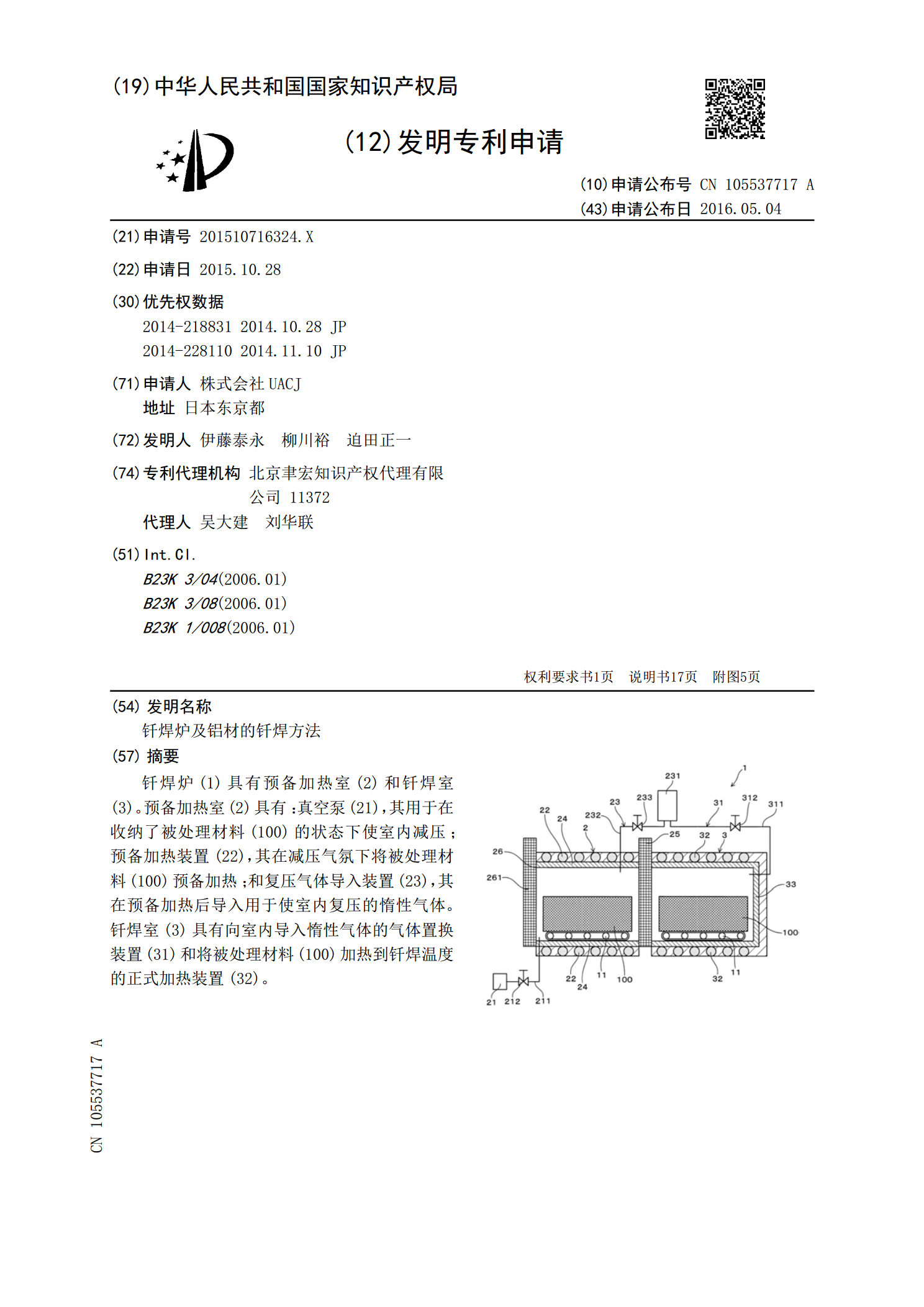
本发明提供一种在降低了焊剂的涂敷量的钎焊或者不使用焊剂的钎焊中,能够容易地使钎焊接合的品质稳定的钎焊炉(1)及钎焊方法。钎焊炉(1)构成为用于由铝材构成的被处理物(100)的钎焊。钎焊炉(1)具有:钎焊室(2),其具备将被处理物(100)加热到钎焊温度的加热装置(21);惰性气体供给装置(3),其向钎焊室(2)供给惰性气体;以及除湿装置(4),其介于惰性气体供给装置(3)与钎焊室(2)之间,进行惰性气体的除湿。
钎焊炉及铝材的钎焊方法.pdf
钎焊炉(1)具有预备加热室(2)和钎焊室(3)。预备加热室(2)具有:真空泵(21),其用于在收纳了被处理材料(100)的状态下使室内减压;预备加热装置(22),其在减压气氛下将被处理材料(100)预备加热;和复压气体导入装置(23),其在预备加热后导入用于使室内复压的惰性气体。钎焊室(3)具有向室内导入惰性气体的气体置换装置(31)和将被处理材料(100)加热到钎焊温度的正式加热装置(32)。
钼和石墨真空钎焊方法.pdf
一种钼和石墨真空钎焊方法,属于异质材料焊接技术领域。其步骤:预处理,对钼的待焊表面区域进行增大比表面积的预处理,且对石墨的待焊表面区域进行增大比表面积的预处理,得到待焊表面预处理后的钼待焊工件和石墨待焊工件;置入钎料,将钎料置入钼待焊工件的待焊表面与石墨待焊工件的待焊表面之间,得到待钎焊工件;真空钎焊,将待钎焊工件放入真空钎焊炉内,由真空钎焊炉内的加压装置对待钎焊工件施加垂直方向的压力,且对真空钎焊炉抽真空,控制真空度、钎焊温度和控制保温时间,得到钼与石墨焊接件。优点:保障了焊接结合面的受力均匀,残余应力
一种接线柱组件及其钎焊方法和钎焊工装.pdf
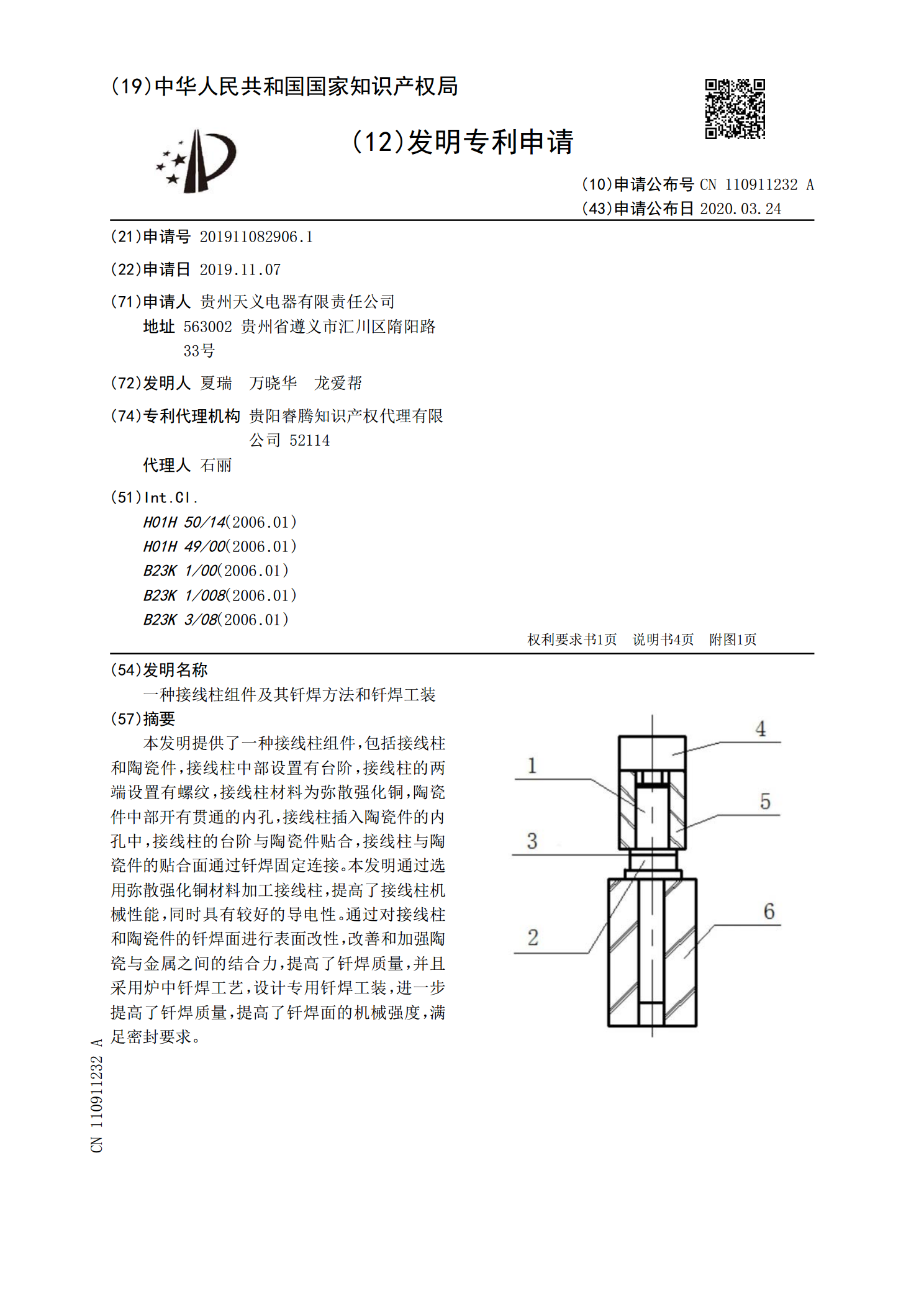
本发明提供了一种接线柱组件,包括接线柱和陶瓷件,接线柱中部设置有台阶,接线柱的两端设置有螺纹,接线柱材料为弥散强化铜,陶瓷件中部开有贯通的内孔,接线柱插入陶瓷件的内孔中,接线柱的台阶与陶瓷件贴合,接线柱与陶瓷件的贴合面通过钎焊固定连接。本发明通过选用弥散强化铜材料加工接线柱,提高了接线柱机械性能,同时具有较好的导电性。通过对接线柱和陶瓷件的钎焊面进行表面改性,改善和加强陶瓷与金属之间的结合力,提高了钎焊质量,并且采用炉中钎焊工艺,设计专用钎焊工装,进一步提高了钎焊质量,提高了钎焊面的机械强度,满足密封要求