
钼和石墨真空钎焊方法.pdf

一只****呀淑

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钼和石墨真空钎焊方法.pdf
一种钼和石墨真空钎焊方法,属于异质材料焊接技术领域。其步骤:预处理,对钼的待焊表面区域进行增大比表面积的预处理,且对石墨的待焊表面区域进行增大比表面积的预处理,得到待焊表面预处理后的钼待焊工件和石墨待焊工件;置入钎料,将钎料置入钼待焊工件的待焊表面与石墨待焊工件的待焊表面之间,得到待钎焊工件;真空钎焊,将待钎焊工件放入真空钎焊炉内,由真空钎焊炉内的加压装置对待钎焊工件施加垂直方向的压力,且对真空钎焊炉抽真空,控制真空度、钎焊温度和控制保温时间,得到钼与石墨焊接件。优点:保障了焊接结合面的受力均匀,残余应力
用于钼合金和石墨钎焊的高温钎料及制备方法和钎焊工艺.pdf
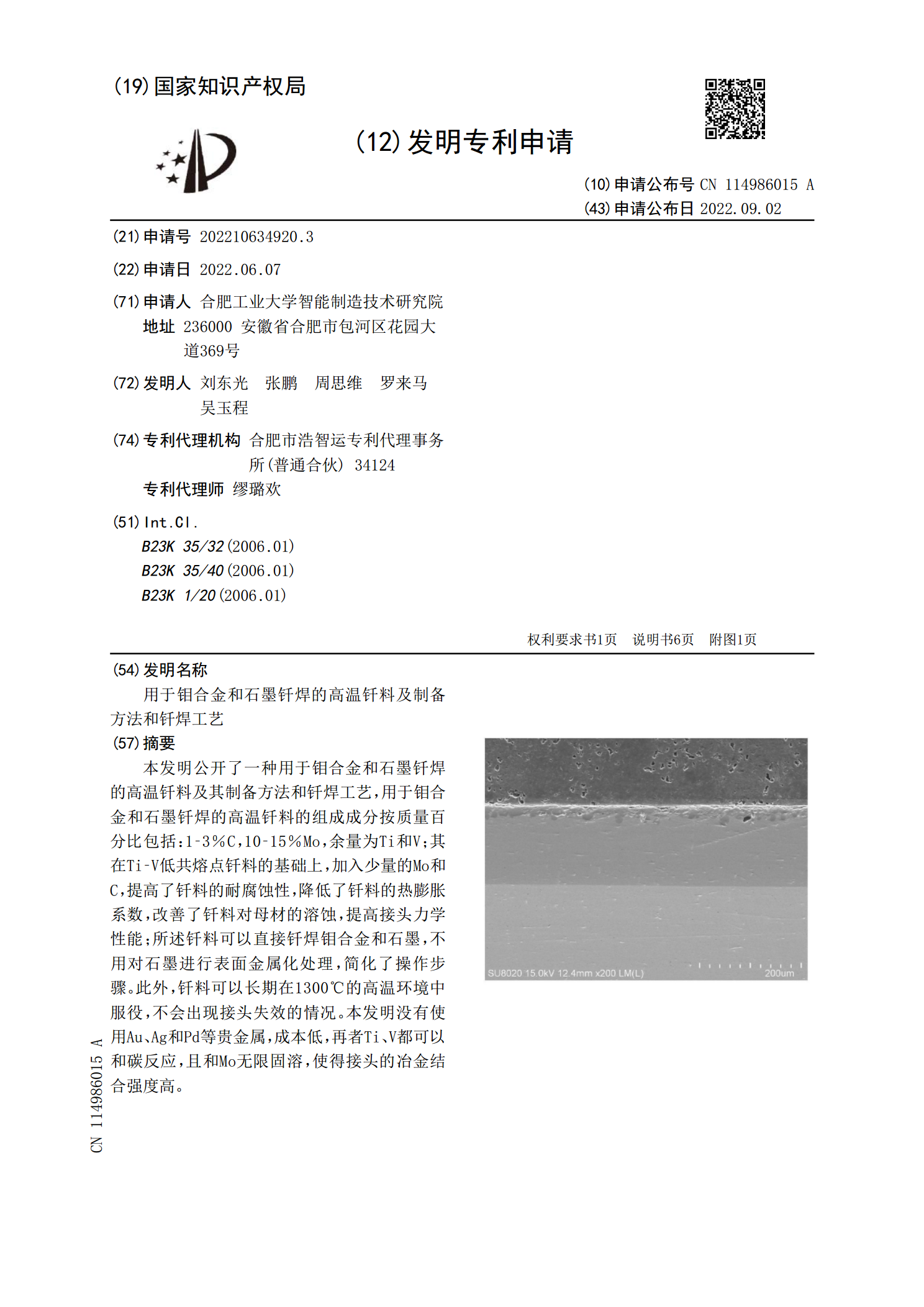
本发明公开了一种用于钼合金和石墨钎焊的高温钎料及其制备方法和钎焊工艺,用于钼合金和石墨钎焊的高温钎料的组成成分按质量百分比包括:1?3%C,10?15%Mo,余量为Ti和V;其在Ti?V低共熔点钎料的基础上,加入少量的Mo和C,提高了钎料的耐腐蚀性,降低了钎料的热膨胀系数,改善了钎料对母材的溶蚀,提高接头力学性能;所述钎料可以直接钎焊钼合金和石墨,不用对石墨进行表面金属化处理,简化了操作步骤。此外,钎料可以长期在1300℃的高温环境中服役,不会出现接头失效的情况。本发明没有使用Au、Ag和Pd等贵金属,成
一种钼与石墨真空热压扩散焊接方法.pdf
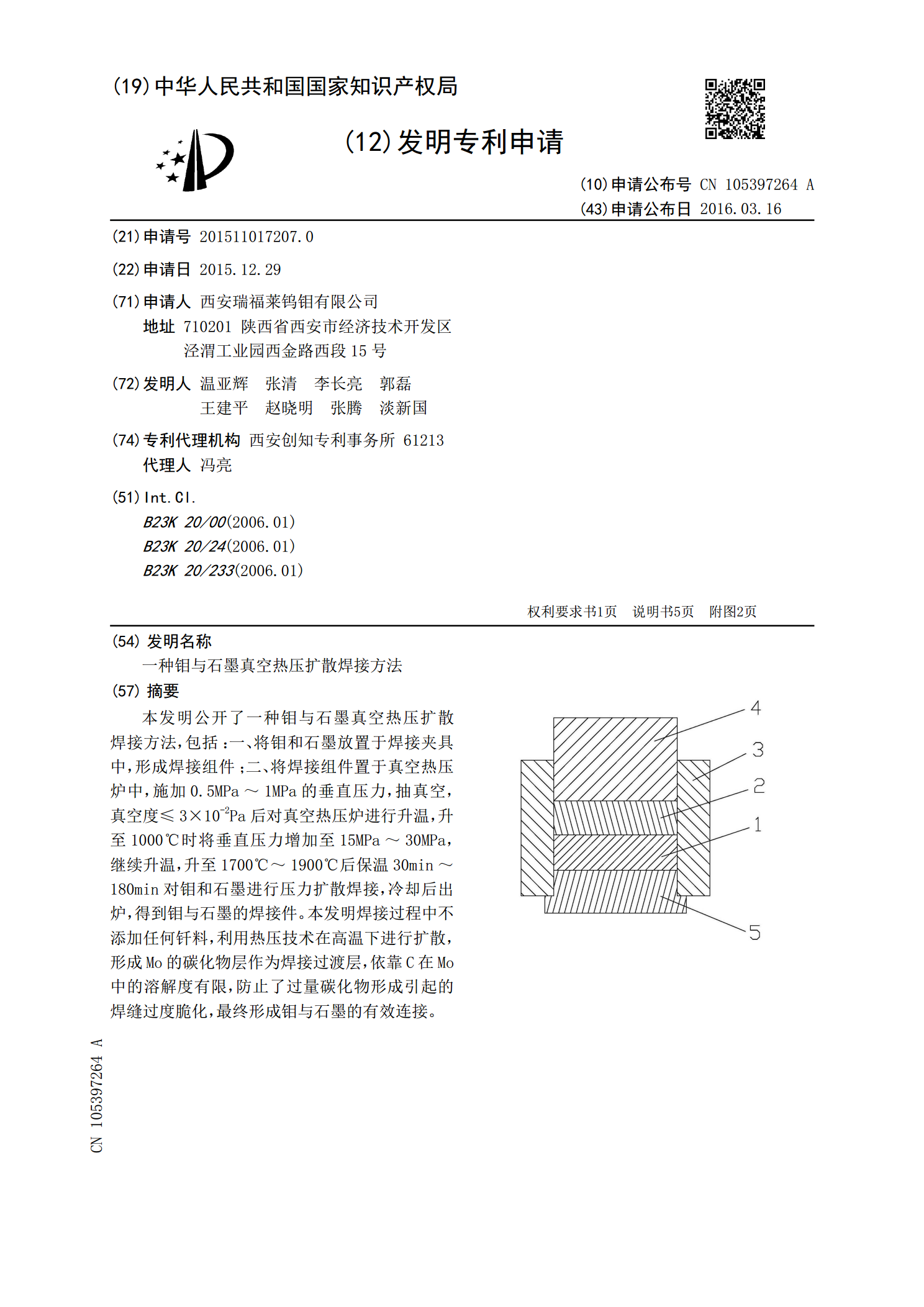
本发明公开了一种钼与石墨真空热压扩散焊接方法,包括:一、将钼和石墨放置于焊接夹具中,形成焊接组件;二、将焊接组件置于真空热压炉中,施加0.5MPa~1MPa的垂直压力,抽真空,真空度≤3×10-2Pa×18对真空热压炉进行升温,升至1000℃时将垂直压力增加至15MPa~30MPa,继续升温,升至1700℃~1900℃×18保温30min~180min对钼和石墨进行压力扩散焊接,冷却×18出炉,得到钼与石墨的焊接件。本发明焊接过程中不添加任何钎料,利用热压技术在高温下进行扩散,形成Mo的碳化物层作为焊接过
铝材和铜材的真空钎焊方法及其制备的钎焊组件和应用.pdf
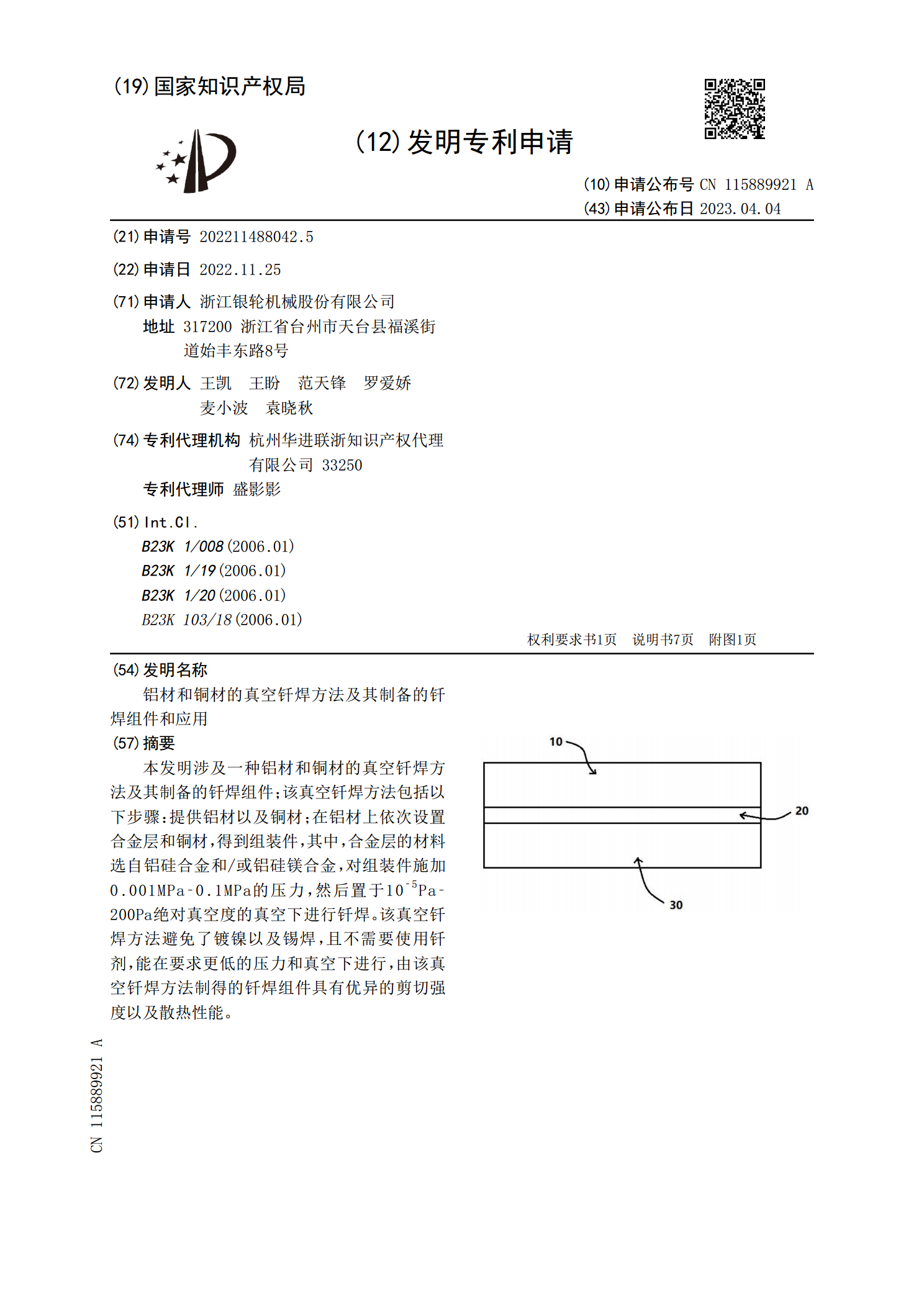
本发明涉及一种铝材和铜材的真空钎焊方法及其制备的钎焊组件;该真空钎焊方法包括以下步骤:提供铝材以及铜材;在铝材上依次设置合金层和铜材,得到组装件,其中,合金层的材料选自铝硅合金和/或铝硅镁合金,对组装件施加0.001MPa‑0.1MPa的压力,然后置于10

钼和石墨对比.doc
钼:钼是一种具有高沸点及高熔点的难熔金属,处于元素周期表的第五周期第ⅥB族。它具有两个末被电子充满的外电子层(N和O层)。1)熔点:不同方法测出钼的熔点不同,最可靠的数据为2895±10K。仅次于碳、钨、镍、钽和饿。表3钼的密度材料密度/g.cm3粉末料10.28烧结料9.6-10.0真空熔炼铸态料10.17-10.20变形的烧结料10.2变形的真空熔炼料10.222)热膨胀:钼的线膨胀系数与钼的组织结构和纯度有关。用粉末冶金法制取的钼,降低平均晶粒度,在冷作以后退火,线膨胀系数升高。在20-1600℃范