
钎焊炉及铝材的钎焊方法.pdf

又珊****ck


1/10
2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钎焊炉及铝材的钎焊方法.pdf
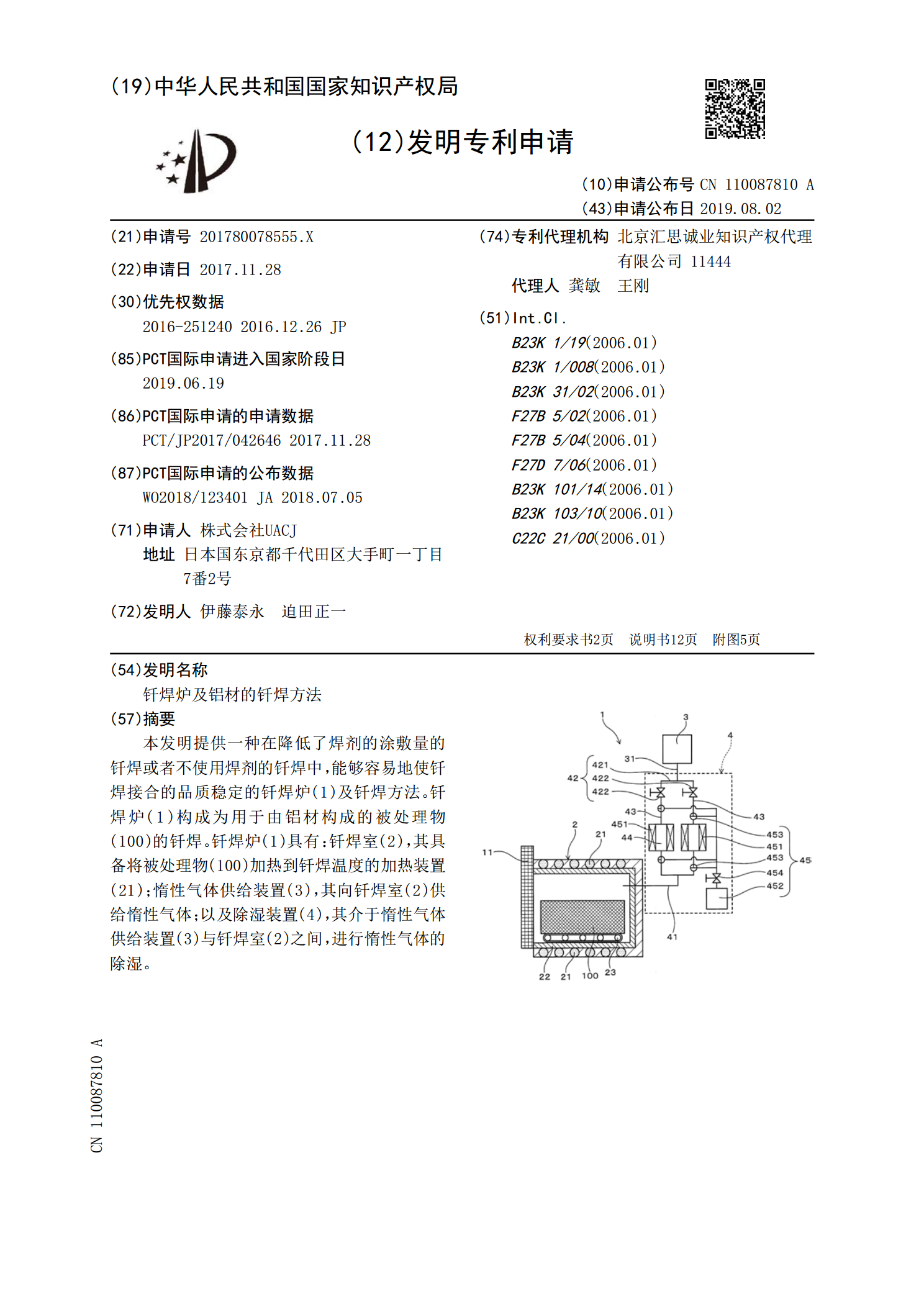
本发明提供一种在降低了焊剂的涂敷量的钎焊或者不使用焊剂的钎焊中,能够容易地使钎焊接合的品质稳定的钎焊炉(1)及钎焊方法。钎焊炉(1)构成为用于由铝材构成的被处理物(100)的钎焊。钎焊炉(1)具有:钎焊室(2),其具备将被处理物(100)加热到钎焊温度的加热装置(21);惰性气体供给装置(3),其向钎焊室(2)供给惰性气体;以及除湿装置(4),其介于惰性气体供给装置(3)与钎焊室(2)之间,进行惰性气体的除湿。
钎焊炉及铝材的钎焊方法.pdf
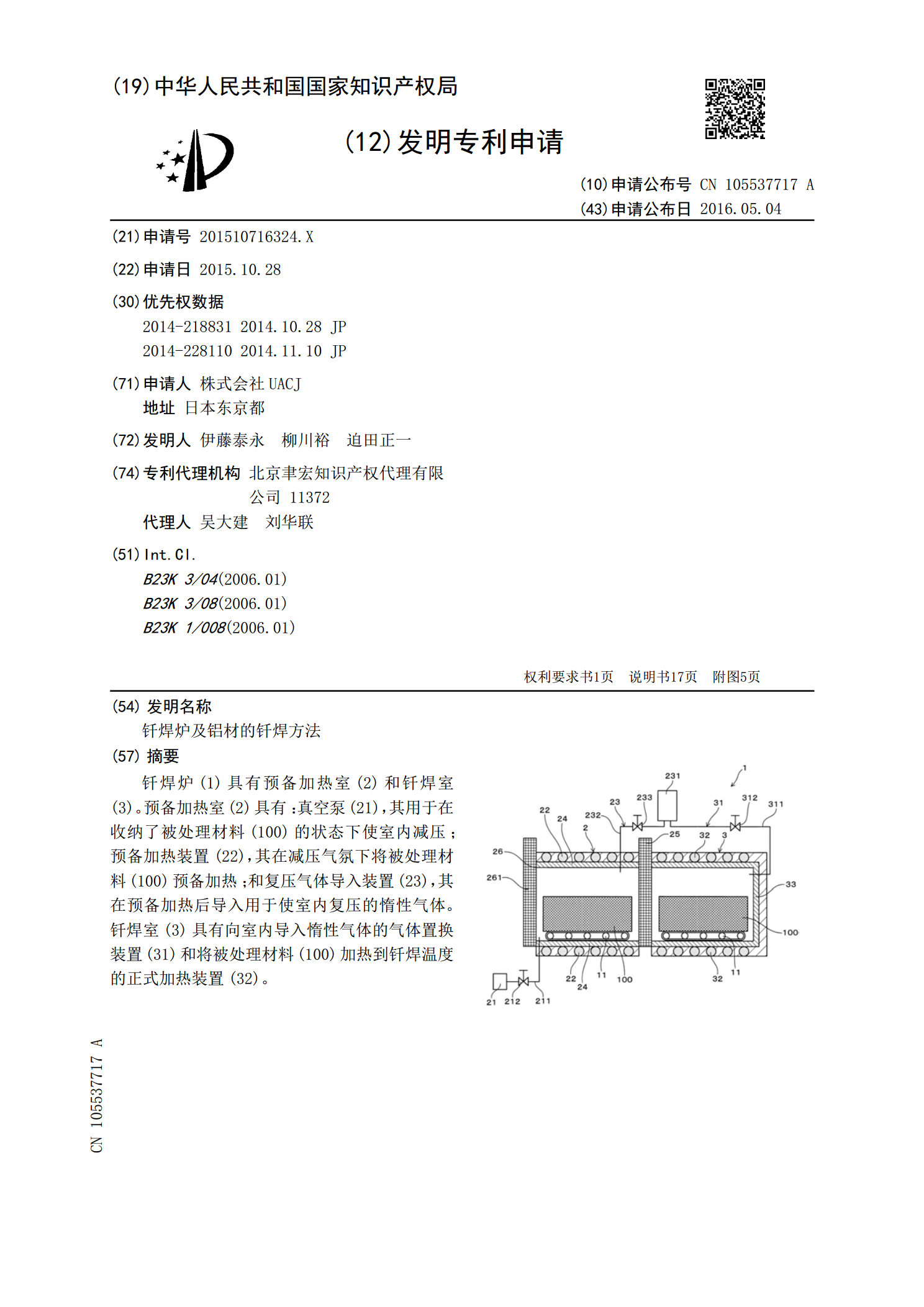
钎焊炉(1)具有预备加热室(2)和钎焊室(3)。预备加热室(2)具有:真空泵(21),其用于在收纳了被处理材料(100)的状态下使室内减压;预备加热装置(22),其在减压气氛下将被处理材料(100)预备加热;和复压气体导入装置(23),其在预备加热后导入用于使室内复压的惰性气体。钎焊室(3)具有向室内导入惰性气体的气体置换装置(31)和将被处理材料(100)加热到钎焊温度的正式加热装置(32)。
铝材的钎焊方法以及钎焊结构体.pdf
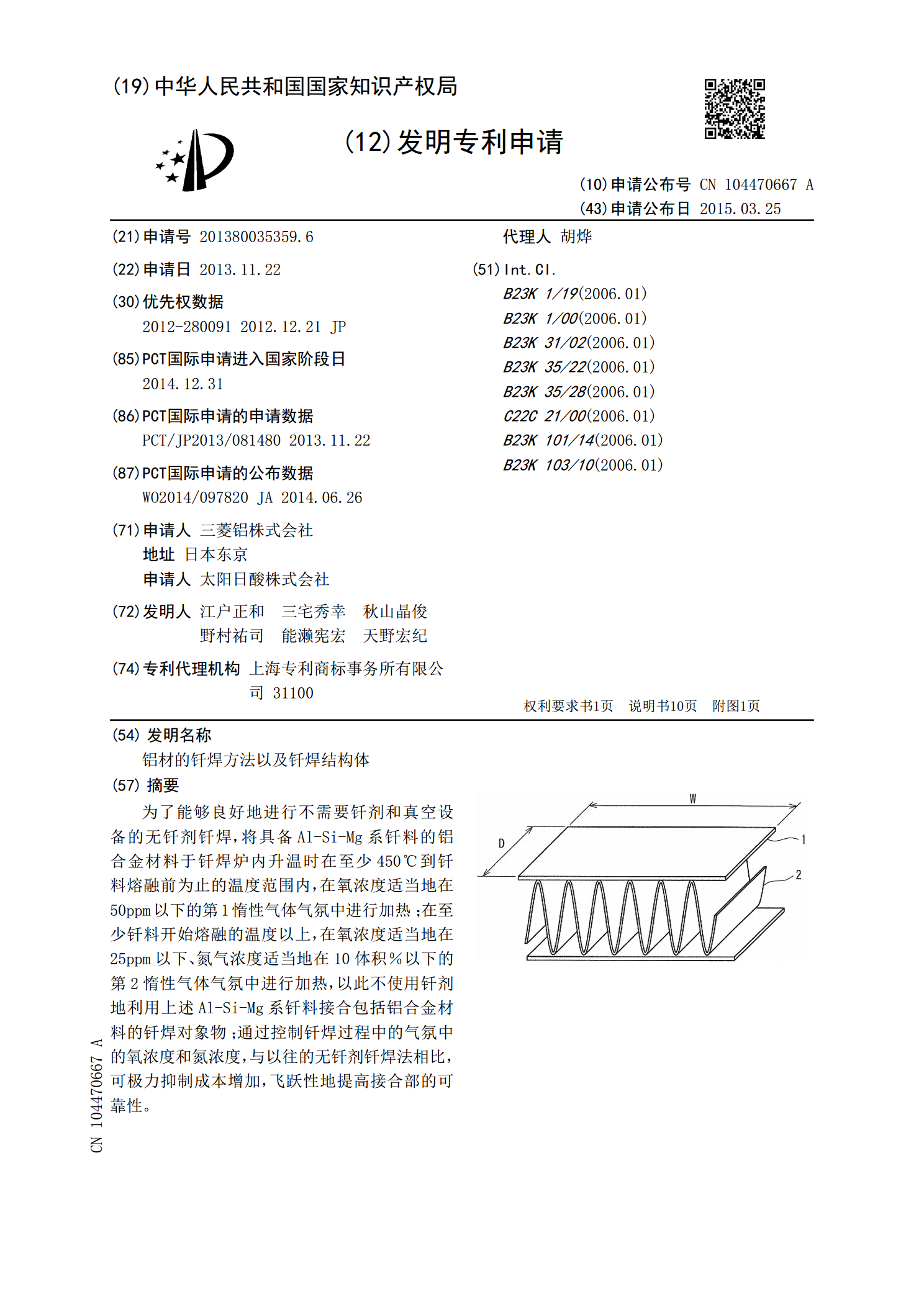
为了能够良好地进行不需要钎剂和真空设备的无钎剂钎焊,将具备Al-Si-Mg系钎料的铝合金材料于钎焊炉内升温时在至少450℃到钎料熔融前为止的温度范围内,在氧浓度适当地在50ppm以下的第1惰性气体气氛中进行加热;在至少钎料开始熔融的温度以上,在氧浓度适当地在25ppm以下、氮气浓度适当地在10体积%以下的第2惰性气体气氛中进行加热,以此不使用钎剂地利用上述Al-Si-Mg系钎料接合包括铝合金材料的钎焊对象物;通过控制钎焊过程中的气氛中的氧浓度和氮浓度,与以往的无钎剂钎焊法相比,可极力抑制成本增加,飞跃性地
铝材和铜材的真空钎焊方法及其制备的钎焊组件和应用.pdf
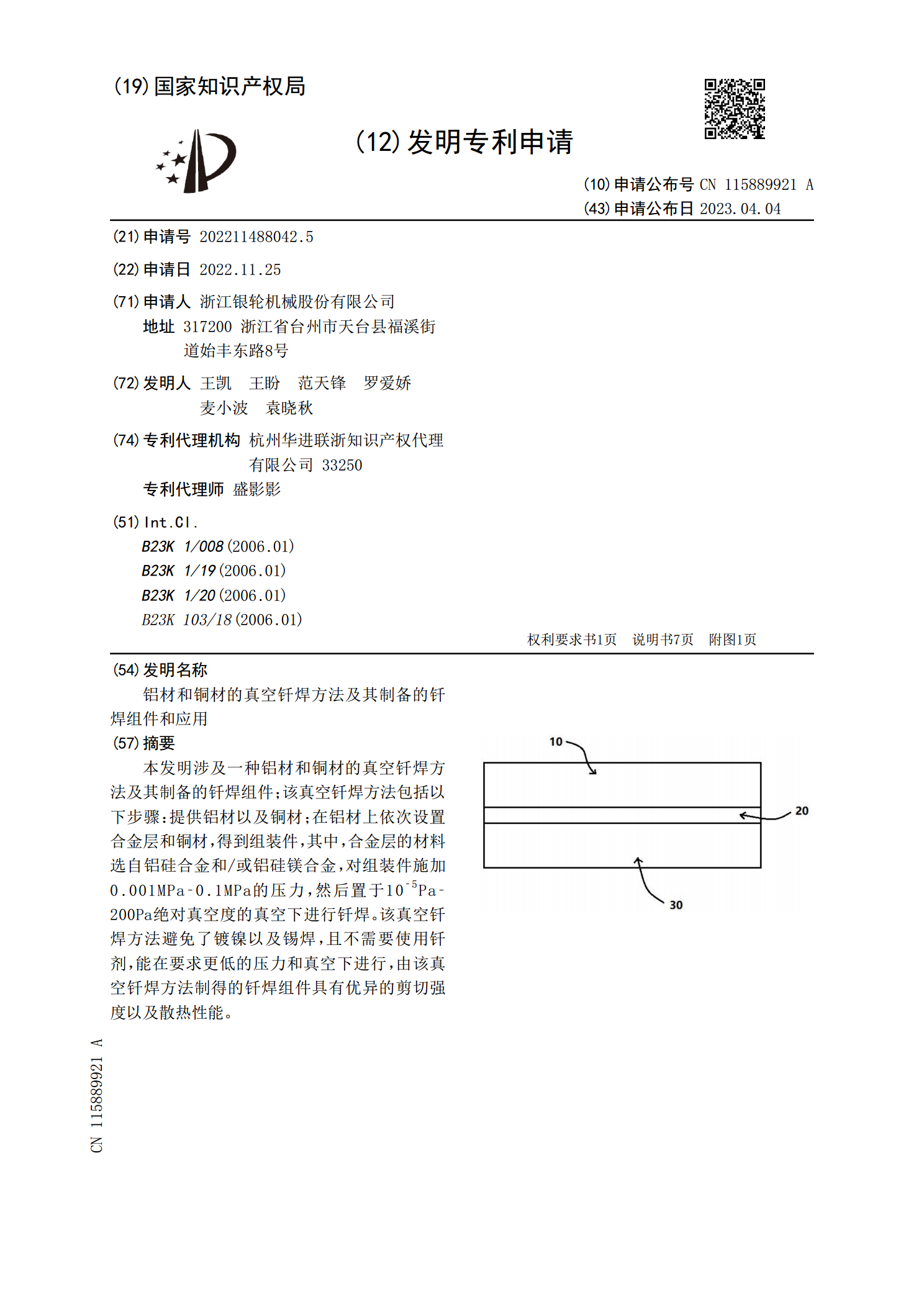
本发明涉及一种铝材和铜材的真空钎焊方法及其制备的钎焊组件;该真空钎焊方法包括以下步骤:提供铝材以及铜材;在铝材上依次设置合金层和铜材,得到组装件,其中,合金层的材料选自铝硅合金和/或铝硅镁合金,对组装件施加0.001MPa‑0.1MPa的压力,然后置于10
用于钎焊炉的钎焊托架及多层钎焊托架.pdf
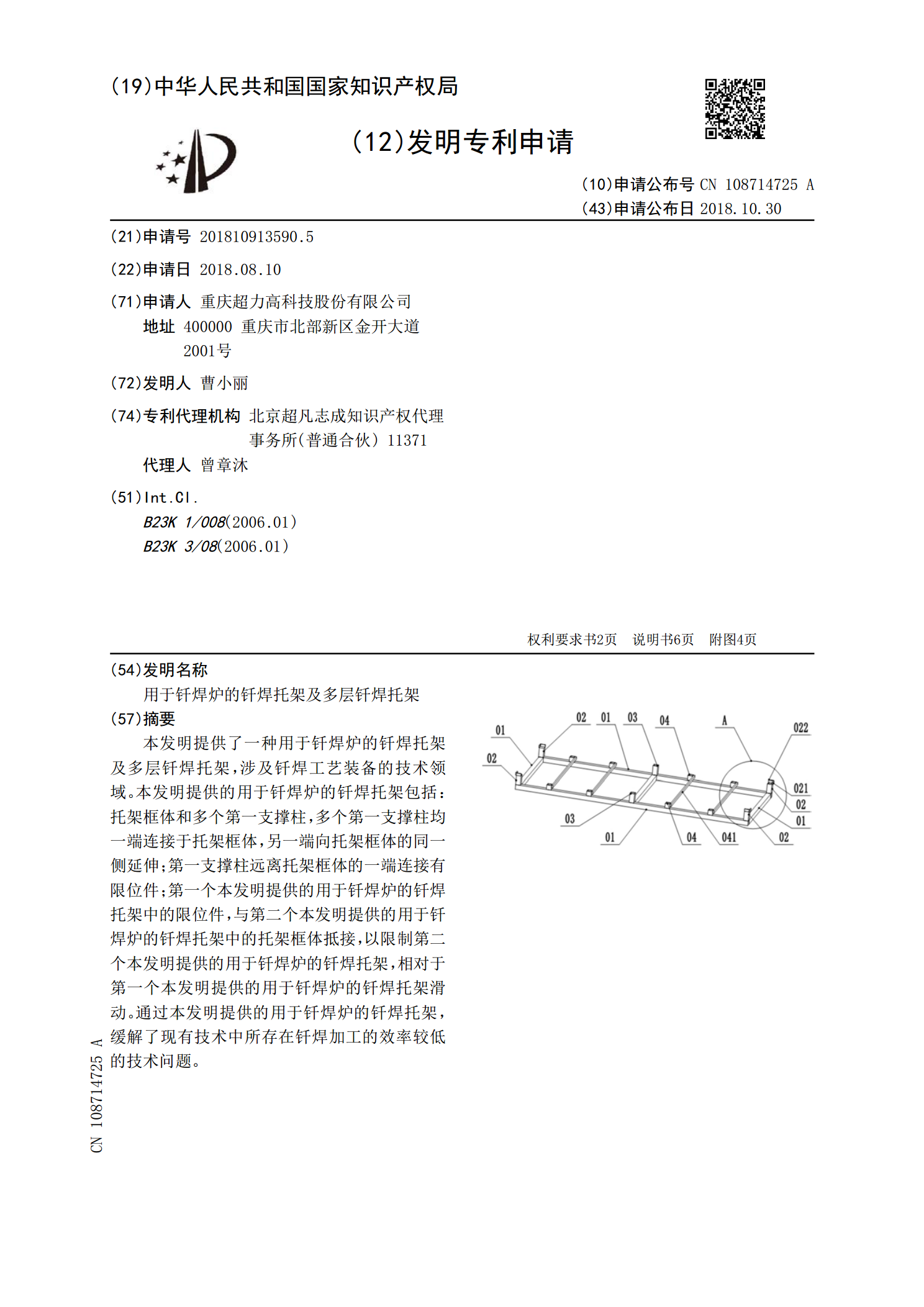
本发明提供了一种用于钎焊炉的钎焊托架及多层钎焊托架,涉及钎焊工艺装备的技术领域。本发明提供的用于钎焊炉的钎焊托架包括:托架框体和多个第一支撑柱,多个第一支撑柱均一端连接于托架框体,另一端向托架框体的同一侧延伸;第一支撑柱远离托架框体的一端连接有限位件;第一个本发明提供的用于钎焊炉的钎焊托架中的限位件,与第二个本发明提供的用于钎焊炉的钎焊托架中的托架框体抵接,以限制第二个本发明提供的用于钎焊炉的钎焊托架,相对于第一个本发明提供的用于钎焊炉的钎焊托架滑动。通过本发明提供的用于钎焊炉的钎焊托架,缓解了现有技术中