
一种中空凸轮轴深孔及相通螺纹孔的加工方法.pdf

闪闪****魔王

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中空凸轮轴深孔及相通螺纹孔的加工方法.pdf
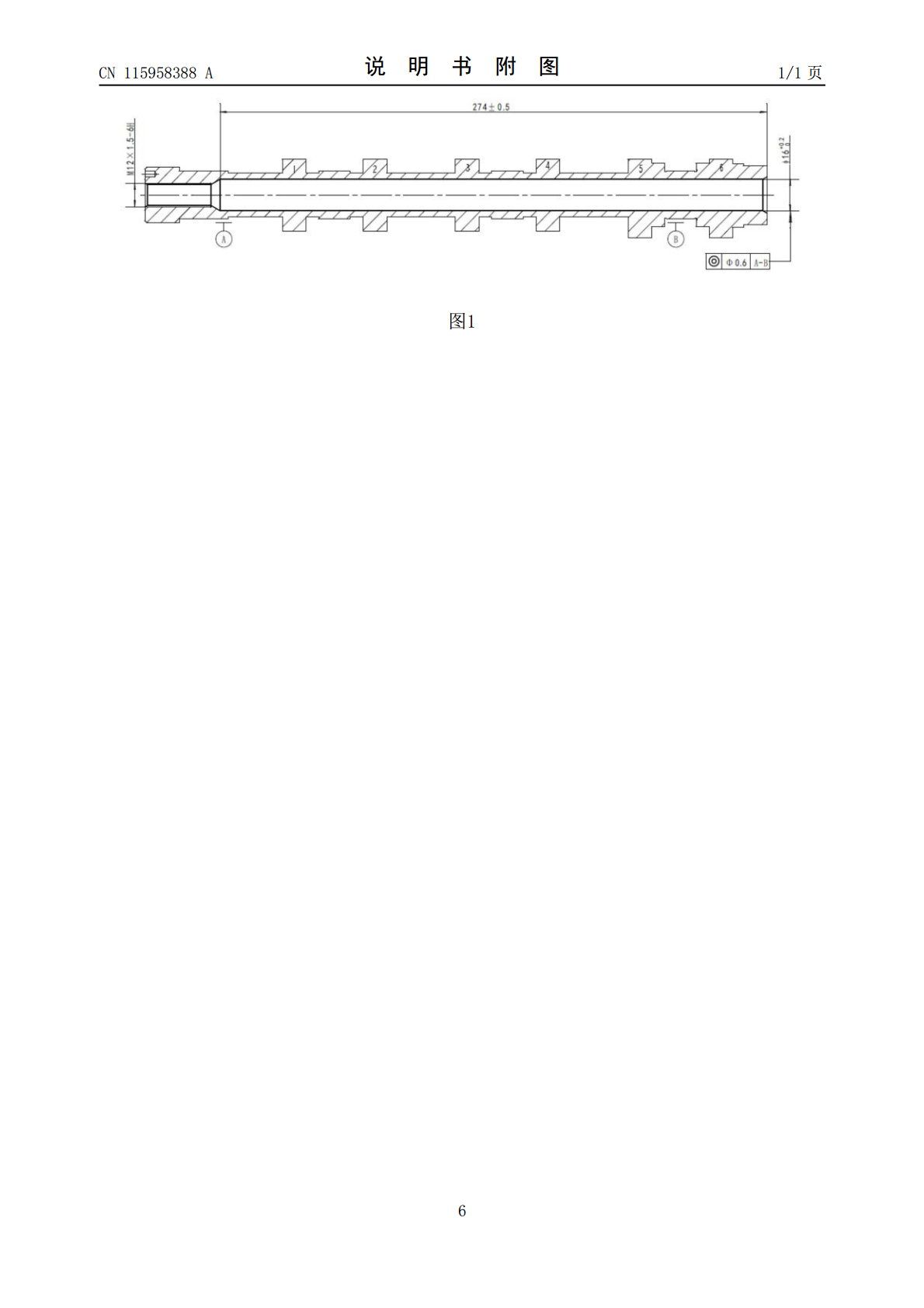
本发明公开了一种中空凸轮轴深孔及相通螺纹孔的加工方法,包括如下步骤:S1、用带有中心出水的引导钻预加工中空凸轮轴直径Φ16mm的端面预钻孔;S2、采用CNC数控机床控制带有内冷的枪钻加工中空凸轮轴中心的Φ16mm深孔;S3、采用带有ICP钻尖的复合钻刀具钻加工中空凸轮轴另一端与Φ16mm深孔相通的M12螺纹孔的底孔和螺纹孔倒角;S4、采用带有涂层的丝锥对M12螺纹孔的底孔进行攻丝。本发明提高了中空凸轮轴端面深孔的加工精度,且保证端面深孔与外圆的同轴度,同时,可以解决螺纹孔中螺纹牙损伤的问题。
深孔内螺纹加工镗杆及采用镗杆加工深孔螺纹的方法.pdf
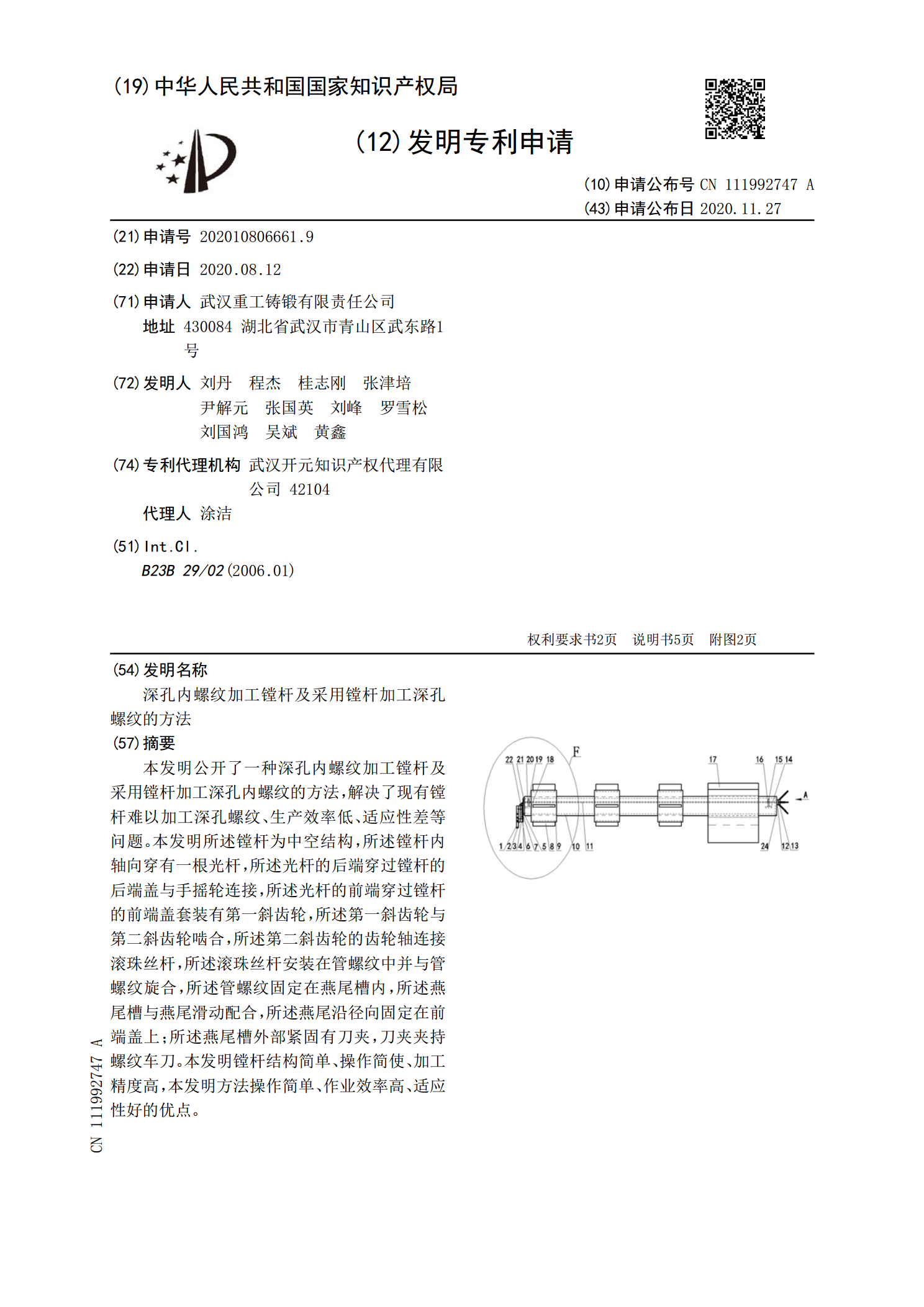
本发明公开了一种深孔内螺纹加工镗杆及采用镗杆加工深孔内螺纹的方法,解决了现有镗杆难以加工深孔螺纹、生产效率低、适应性差等问题。本发明所述镗杆为中空结构,所述镗杆内轴向穿有一根光杆,所述光杆的后端穿过镗杆的后端盖与手摇轮连接,所述光杆的前端穿过镗杆的前端盖套装有第一斜齿轮,所述第一斜齿轮与第二斜齿轮啮合,所述第二斜齿轮的齿轮轴连接滚珠丝杆,所述滚珠丝杆安装在管螺纹中并与管螺纹旋合,所述管螺纹固定在燕尾槽内,所述燕尾槽与燕尾滑动配合,所述燕尾沿径向固定在前端盖上;所述燕尾槽外部紧固有刀夹,刀夹夹持螺纹车刀。本

高精度深孔螺纹加工工艺.docx
高精度深孔螺纹加工工艺高精度深孔螺纹加工工艺摘要:深孔螺纹加工是一种应用广泛的加工工艺,广泛应用于汽车、航空航天、石油、船舶等行业中。本文首先介绍了深孔螺纹加工的基本概念和现状,然后分析了影响深孔螺纹加工精度的因素,最后提出了提高深孔螺纹加工精度的有效方法和措施。关键词:深孔螺纹加工;精度;工艺;因素1.引言深孔螺纹加工是一种相对复杂的加工过程,对于产品的质量和性能有重要影响。随着工业技术的不断发展,对深孔螺纹加工的要求也越来越高。本论文旨在探讨如何提高深孔螺纹加工的精度,提高产品质量和性能。2.深孔螺纹
一种凸轮轴深孔加工装置.pdf
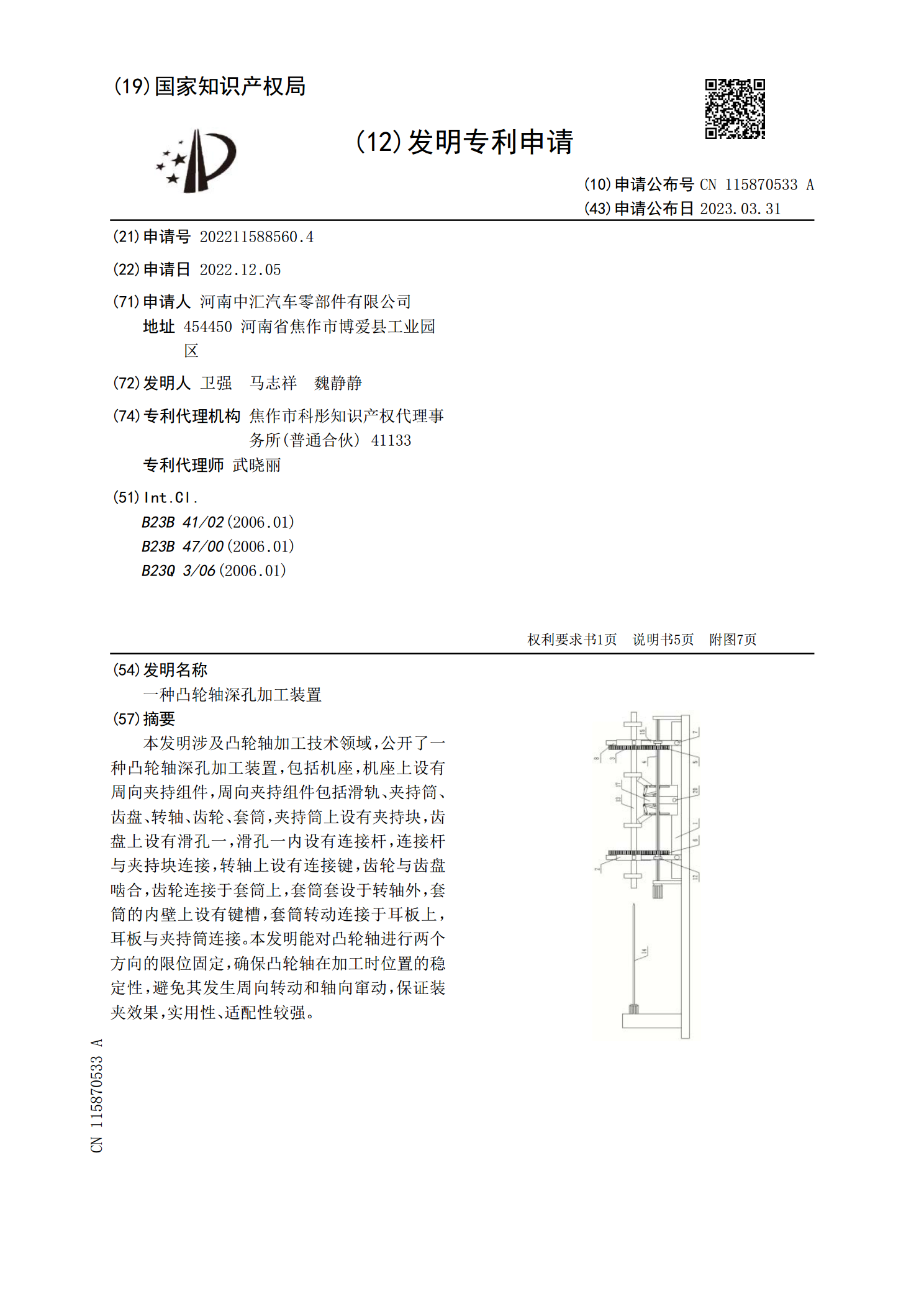
本发明涉及凸轮轴加工技术领域,公开了一种凸轮轴深孔加工装置,包括机座,机座上设有周向夹持组件,周向夹持组件包括滑轨、夹持筒、齿盘、转轴、齿轮、套筒,夹持筒上设有夹持块,齿盘上设有滑孔一,滑孔一内设有连接杆,连接杆与夹持块连接,转轴上设有连接键,齿轮与齿盘啮合,齿轮连接于套筒上,套筒套设于转轴外,套筒的内壁上设有键槽,套筒转动连接于耳板上,耳板与夹持筒连接。本发明能对凸轮轴进行两个方向的限位固定,确保凸轮轴在加工时位置的稳定性,避免其发生周向转动和轴向窜动,保证装夹效果,实用性、适配性较强。
深孔凸轮轴的渗碳方法.pdf
本发明公开了一种深孔凸轮轴的渗碳方法,该方法包括以下步骤:在齿轮的齿面和中心孔的孔壁设置保护镀层。在中心孔内套设一根与孔壁间隙配合的支撑轴,支撑轴两端通过固定件与深孔凸轮轴固接并封闭中心孔,且在固定件上涂覆防渗涂料。将深孔凸轮轴进行一次预渗碳,在凸轮和轴颈上形成预渗层。除去齿轮的保护镀层,进行二次终渗碳,齿面形成渗碳层并达到所需厚度,预渗层的厚度增加达到所需厚度。在中心孔内设置了保护镀层,同时套设了支撑轴,两端采用固定件封闭中心孔,既提高了中心孔的防渗碳效果,又减少了深孔凸轮轴的变形。对深孔凸轮轴进行两次