
深孔凸轮轴的渗碳方法.pdf

努力****南绿


1/10
2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
深孔凸轮轴的渗碳方法.pdf
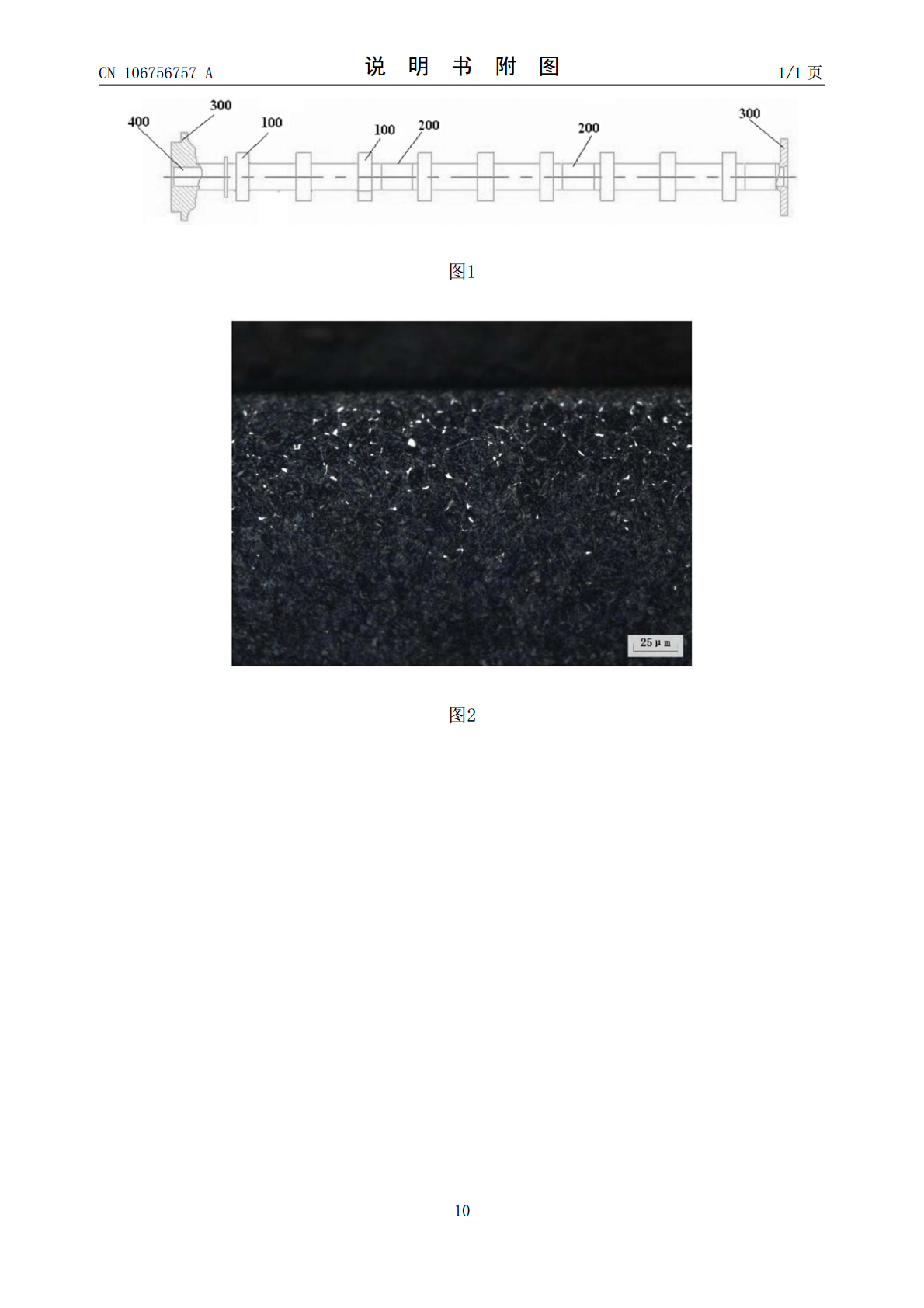
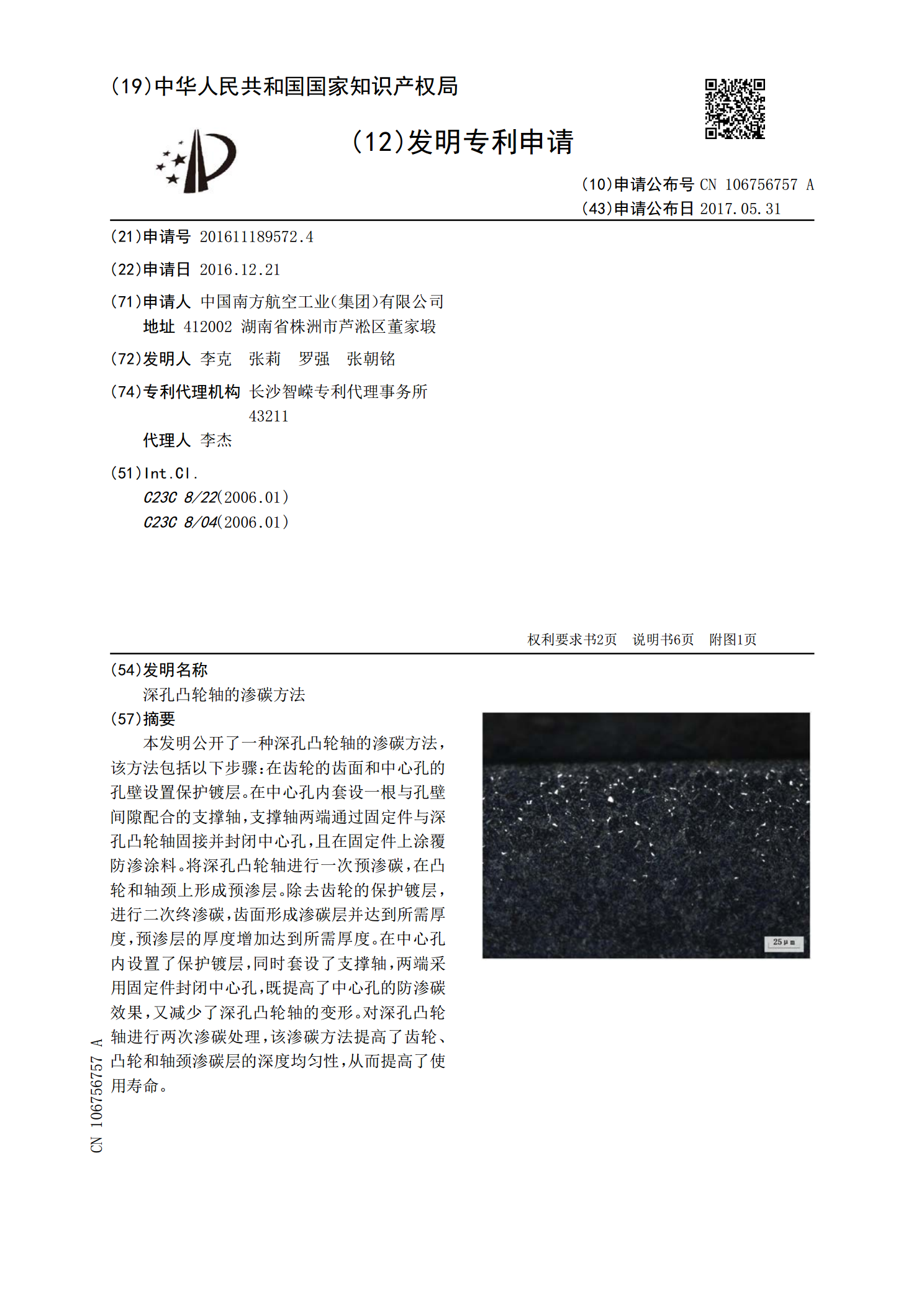
本发明公开了一种深孔凸轮轴的渗碳方法,该方法包括以下步骤:在齿轮的齿面和中心孔的孔壁设置保护镀层。在中心孔内套设一根与孔壁间隙配合的支撑轴,支撑轴两端通过固定件与深孔凸轮轴固接并封闭中心孔,且在固定件上涂覆防渗涂料。将深孔凸轮轴进行一次预渗碳,在凸轮和轴颈上形成预渗层。除去齿轮的保护镀层,进行二次终渗碳,齿面形成渗碳层并达到所需厚度,预渗层的厚度增加达到所需厚度。在中心孔内设置了保护镀层,同时套设了支撑轴,两端采用固定件封闭中心孔,既提高了中心孔的防渗碳效果,又减少了深孔凸轮轴的变形。对深孔凸轮轴进行两次
一种中空凸轮轴深孔及相通螺纹孔的加工方法.pdf
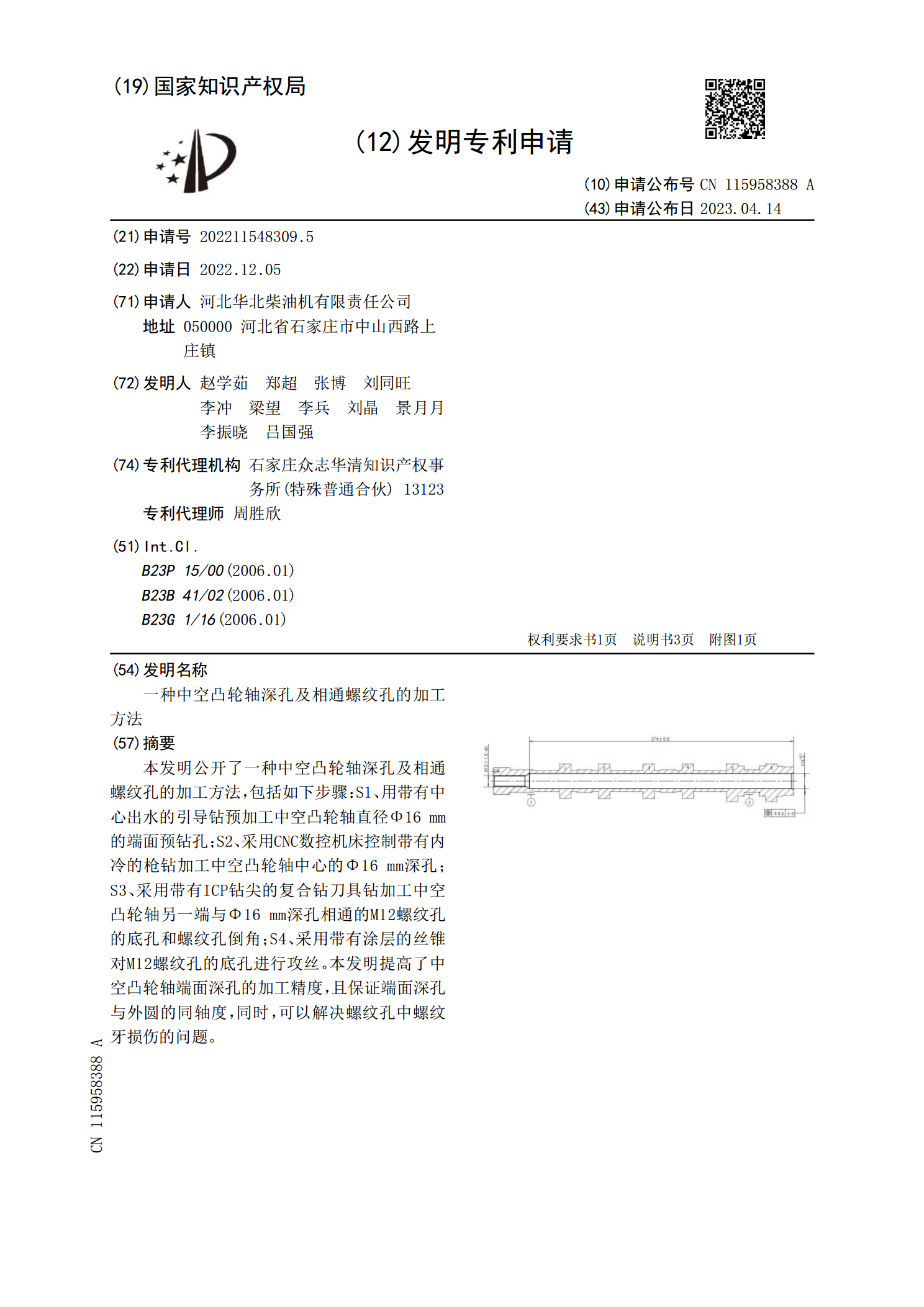
本发明公开了一种中空凸轮轴深孔及相通螺纹孔的加工方法,包括如下步骤:S1、用带有中心出水的引导钻预加工中空凸轮轴直径Φ16mm的端面预钻孔;S2、采用CNC数控机床控制带有内冷的枪钻加工中空凸轮轴中心的Φ16mm深孔;S3、采用带有ICP钻尖的复合钻刀具钻加工中空凸轮轴另一端与Φ16mm深孔相通的M12螺纹孔的底孔和螺纹孔倒角;S4、采用带有涂层的丝锥对M12螺纹孔的底孔进行攻丝。本发明提高了中空凸轮轴端面深孔的加工精度,且保证端面深孔与外圆的同轴度,同时,可以解决螺纹孔中螺纹牙损伤的问题。
一种凸轮轴深孔钻床.pdf
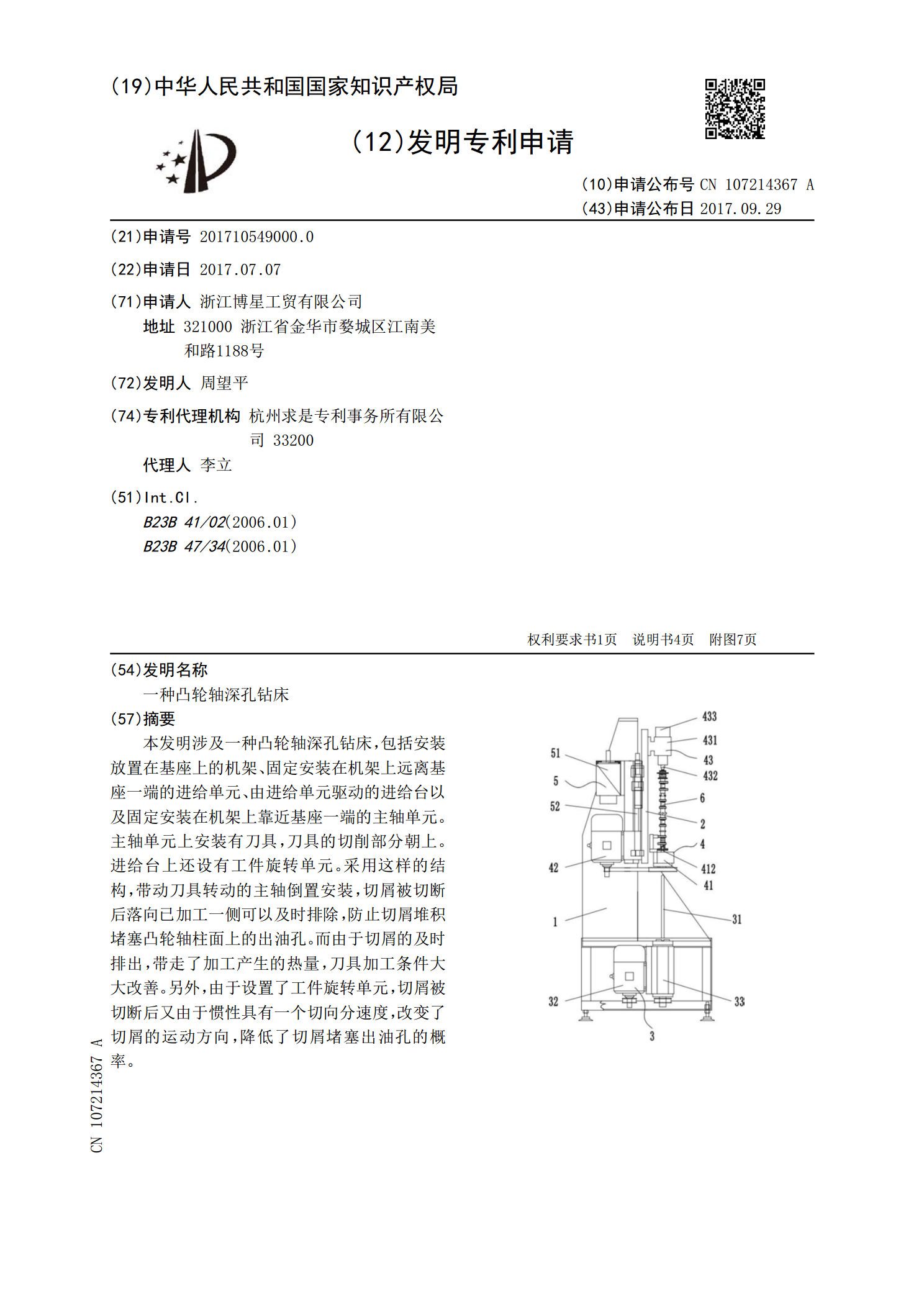
本发明涉及一种凸轮轴深孔钻床,包括安装放置在基座上的机架、固定安装在机架上远离基座一端的进给单元、由进给单元驱动的进给台以及固定安装在机架上靠近基座一端的主轴单元。主轴单元上安装有刀具,刀具的切削部分朝上。进给台上还设有工件旋转单元。采用这样的结构,带动刀具转动的主轴倒置安装,切屑被切断后落向已加工一侧可以及时排除,防止切屑堆积堵塞凸轮轴柱面上的出油孔。而由于切屑的及时排出,带走了加工产生的热量,刀具加工条件大大改善。另外,由于设置了工件旋转单元,切屑被切断后又由于惯性具有一个切向分速度,改变了切屑的运动
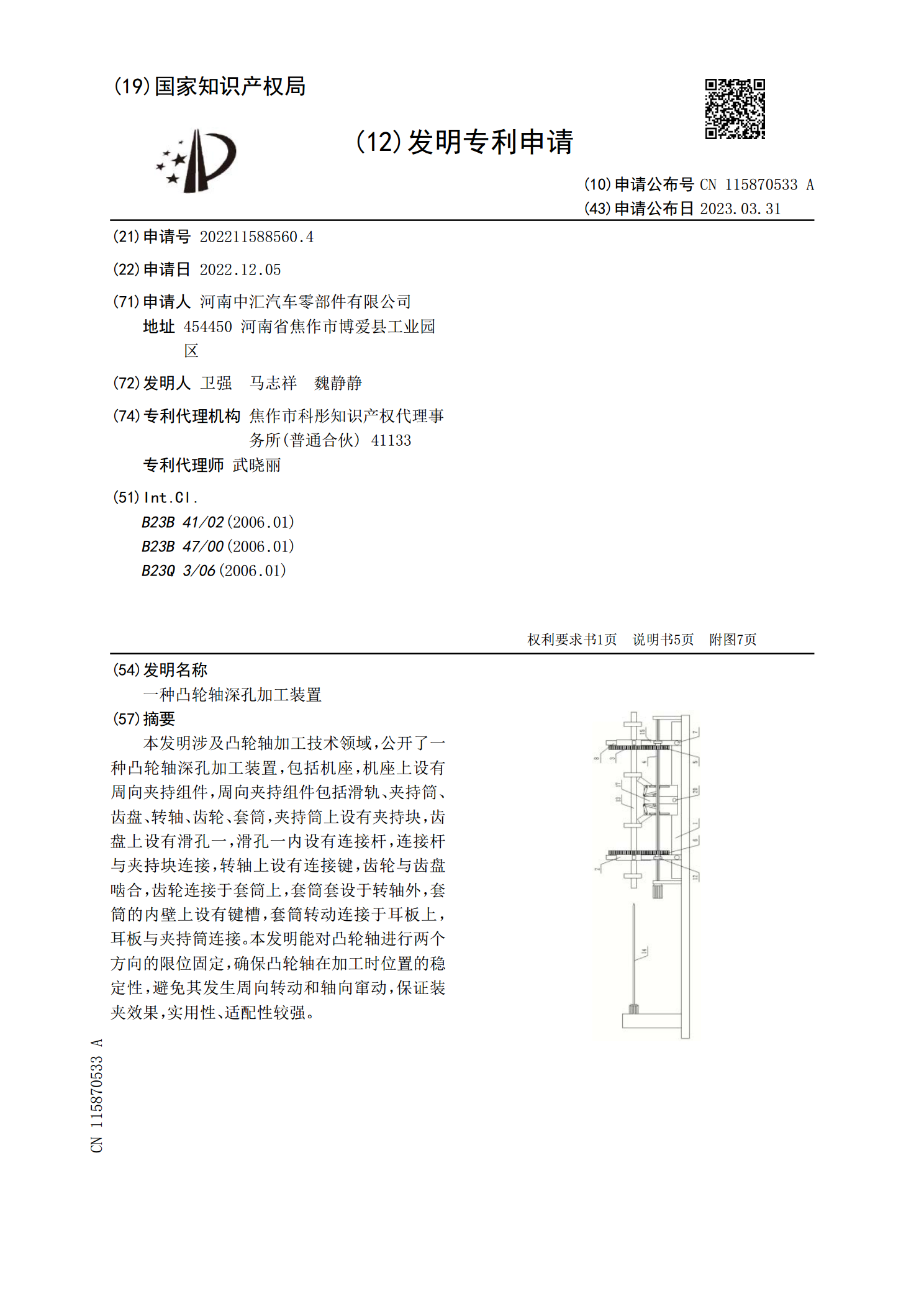
一种凸轮轴深孔加工装置.pdf
本发明涉及凸轮轴加工技术领域,公开了一种凸轮轴深孔加工装置,包括机座,机座上设有周向夹持组件,周向夹持组件包括滑轨、夹持筒、齿盘、转轴、齿轮、套筒,夹持筒上设有夹持块,齿盘上设有滑孔一,滑孔一内设有连接杆,连接杆与夹持块连接,转轴上设有连接键,齿轮与齿盘啮合,齿轮连接于套筒上,套筒套设于转轴外,套筒的内壁上设有键槽,套筒转动连接于耳板上,耳板与夹持筒连接。本发明能对凸轮轴进行两个方向的限位固定,确保凸轮轴在加工时位置的稳定性,避免其发生周向转动和轴向窜动,保证装夹效果,实用性、适配性较强。
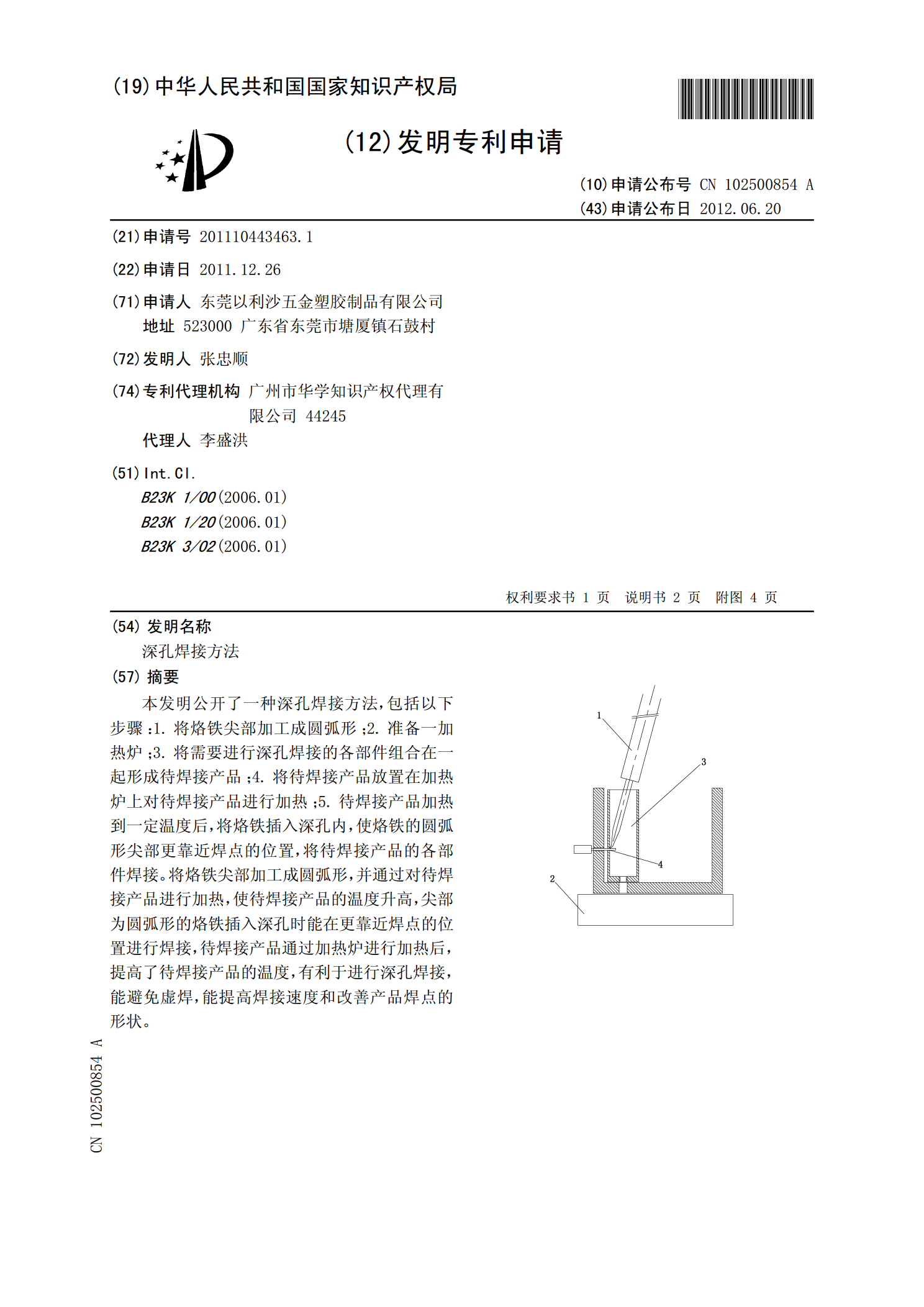
深孔焊接方法.pdf
本发明公开了一种深孔焊接方法,包括以下步骤:1.将烙铁尖部加工成圆弧形;2.准备一加热炉;3.将需要进行深孔焊接的各部件组合在一起形成待焊接产品;4.将待焊接产品放置在加热炉上对待焊接产品进行加热;5.待焊接产品加热到一定温度后,将烙铁插入深孔内,使烙铁的圆弧形尖部更靠近焊点的位置,将待焊接产品的各部件焊接。将烙铁尖部加工成圆弧形,并通过对待焊接产品进行加热,使待焊接产品的温度升高,尖部为圆弧形的烙铁插入深孔时能在更靠近焊点的位置进行焊接,待焊接产品通过加热炉进行加热后,提高了待焊接产品的温度,有利于进行