
滚轮PU注塑与金属粘合生产工艺.pdf

小宏****aa


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

滚轮PU注塑与金属粘合生产工艺.pdf
本发明提供滚轮PU注塑与金属粘合生产工艺,其特征在于:包括如下步骤:电梯滚轮金属件冲沙处理;使用超声波清洗机对电梯滚轮金属件清洗;在电梯滚轮金属件上涂上粘合剂;将电梯滚轮金属件放入烘箱加温至120度,保持两小时;将聚氨酯粒子放入注塑机,将聚氨酯粒子加热到90度;将注塑机中的模具加热到100度;将电梯滚轮金属件放入注塑机的模具中;以注塑机进行一次性成型注塑;硫化。本发明的有益之处在于:将现有的浇注工艺在电梯滚轮金属件上附着聚氨酯层改为注塑工艺在电梯滚轮金属件上附着聚氨酯层,从而节省了在模具中加入配料、搅拌配

采用注塑方法制造高性能、金属嵌件与PU胎圈高粘结力滚轮制品.pdf
本发明涉及一种制造聚氨酯胎圈与金属轮毂之间具有高粘结性能的滚轮制品的注塑工艺,广泛适用于自动扶梯滚轮、门挂轮等领域。
双注塑滚轮加工工艺.pdf
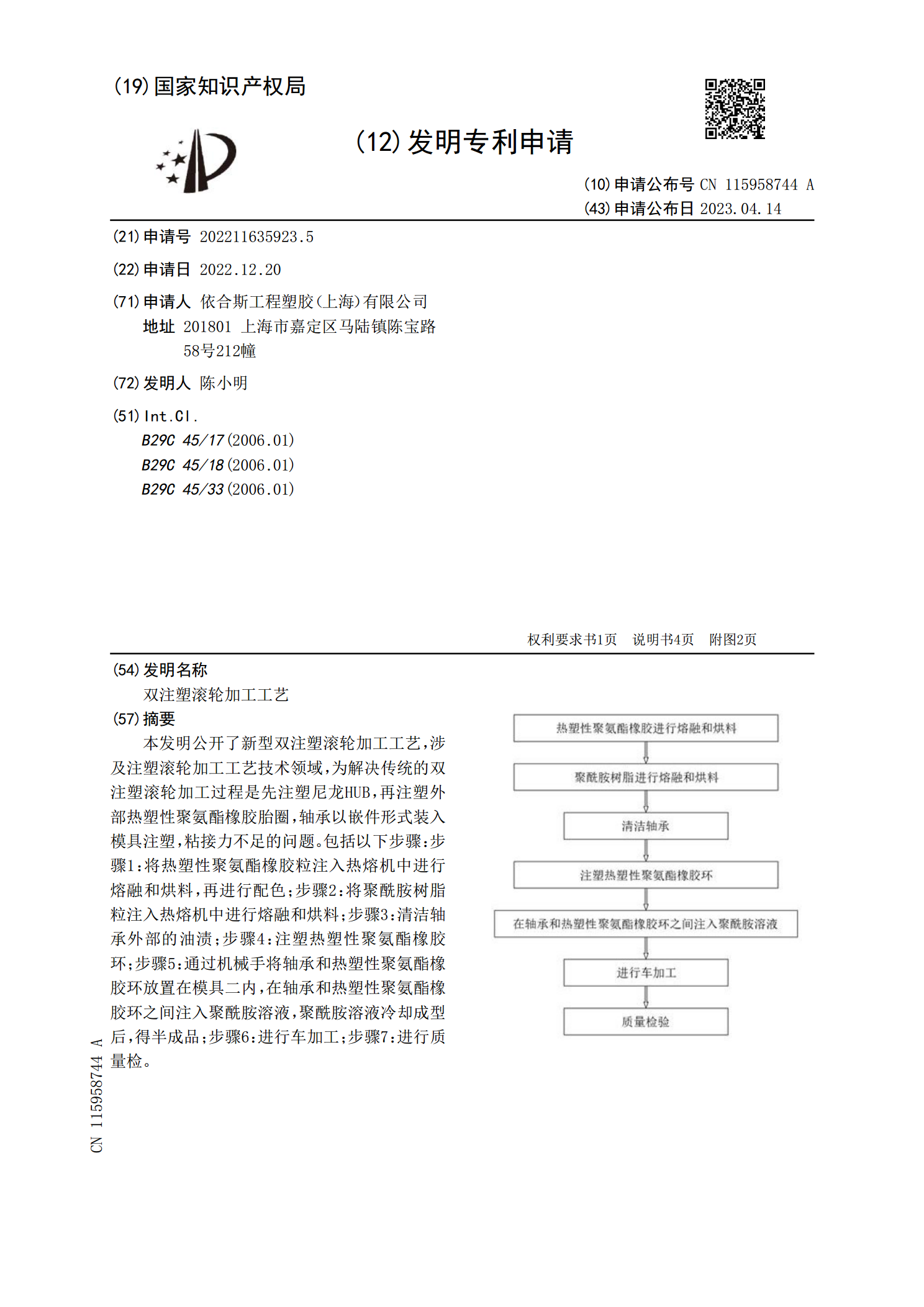
本发明公开了新型双注塑滚轮加工工艺,涉及注塑滚轮加工工艺技术领域,为解决传统的双注塑滚轮加工过程是先注塑尼龙HUB,再注塑外部热塑性聚氨酯橡胶胎圈,轴承以嵌件形式装入模具注塑,粘接力不足的问题。包括以下步骤:步骤1:将热塑性聚氨酯橡胶粒注入热熔机中进行熔融和烘料,再进行配色;步骤2:将聚酰胺树脂粒注入热熔机中进行熔融和烘料;步骤3:清洁轴承外部的油渍;步骤4:注塑热塑性聚氨酯橡胶环;步骤5:通过机械手将轴承和热塑性聚氨酯橡胶环放置在模具二内,在轴承和热塑性聚氨酯橡胶环之间注入聚酰胺溶液,聚酰胺溶液冷却成型
一种连帮PU注塑鞋模.pdf
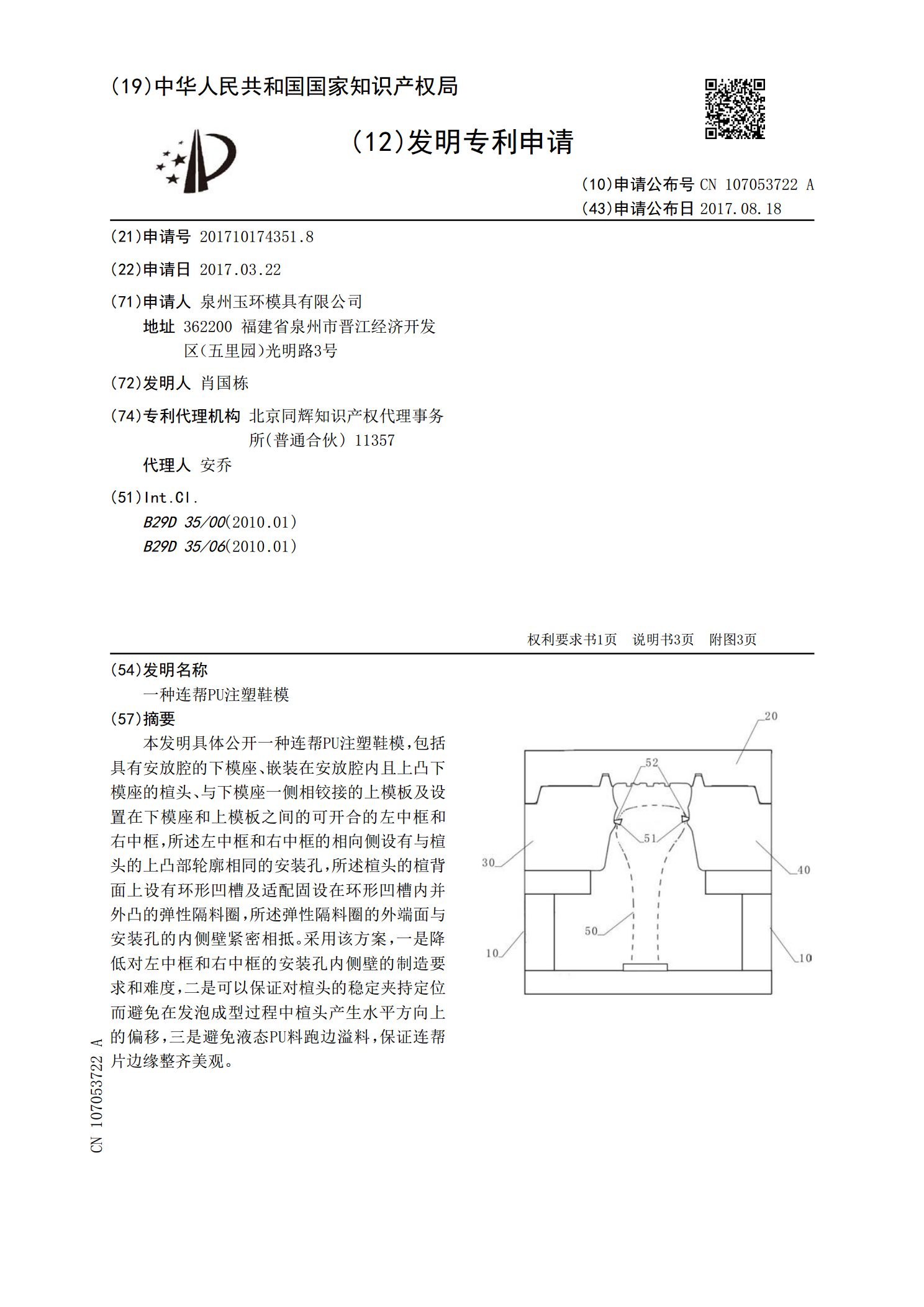
本发明具体公开一种连帮PU注塑鞋模,包括具有安放腔的下模座、嵌装在安放腔内且上凸下模座的楦头、与下模座一侧相铰接的上模板及设置在下模座和上模板之间的可开合的左中框和右中框,所述左中框和右中框的相向侧设有与楦头的上凸部轮廓相同的安装孔,所述楦头的楦背面上设有环形凹槽及适配固设在环形凹槽内并外凸的弹性隔料圈,所述弹性隔料圈的外端面与安装孔的内侧壁紧密相抵。采用该方案,一是降低对左中框和右中框的安装孔内侧壁的制造要求和难度,二是可以保证对楦头的稳定夹持定位而避免在发泡成型过程中楦头产生水平方向上的偏移,三是避免

注塑生产工艺知识.docx
COMBINEWILLINDUSTRIALCO.LTDSubject:Date:19/9/99注塑生產工藝知識(2)注塑成型工藝過程注塑過程完整的注塑過程包括:加料塑化注射入模保壓冷卻和脫模等幾個步驟但究其實質可看做只是塑化和流動與冷卻兩個過程.塑化這是塑料在料筒內經加熱及螺杆旋轉剪切達到流動狀態並具備良好可塑性的全過程------螺杆旋轉不斷地將料斗中落下的料粒拽入料筒的同時螺杆后退讓料筒中的料在外電熱及剪切摩擦熱下進行熔化最后將已熔融的膠料定量貯存到螺