
超声波焊头制作要点.doc

ys****39


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

超声波焊头制作要点.doc
超声波焊头制作要点超声波焊头根据模具材料分为三种:1、铝镁合金模具,用于振动系统(变幅杆)及焊头的制造,该材料具有极高的机械屈服强度,硬度高,热传导性强,是理想的超声波模具制造材料;但铝制本事不耐磨,适合一般焊接要求2、钛合金模具:用于连续发振的机种,轫性较高,热传导佳,硬度高,成本比镁铝合金高,但是较镁铝合金模具耐用耐磨。3、进口硬质合金钢模具:进口合金料,硬度极高,用于连续焊接或是要求耐磨性超高焊接,热传导低,对超音波机械损耗高,因为耐磨,使用成本低,但制作工艺比较复杂根据超声波焊头的波长分为二种:1

超声波接合用焊头.pdf
根据本公开,提供一种能够控制在超声波接合时产生的毛刺的高度的超声波接合用焊头。这里公开的超声波接合用焊头能够在规定的振动方向实现超声波振动,具备:基座部;台部,从基座部的上表面立起;以及压接部,由从台部的上表面突出的多个突起构成。构成压接部的多个突起形成为棱锥状或者棱锥台状而被排列,在俯视下,多个突起的排列部分的周缘的至少一部分为锯齿形状,该锯齿形状的部分沿着上述振动方向以及与上述振动方向垂直的方向的至少任一方形成。而且,基座部的上表面具有未形成台部的露出面。
多焊头超声波焊接装置.pdf
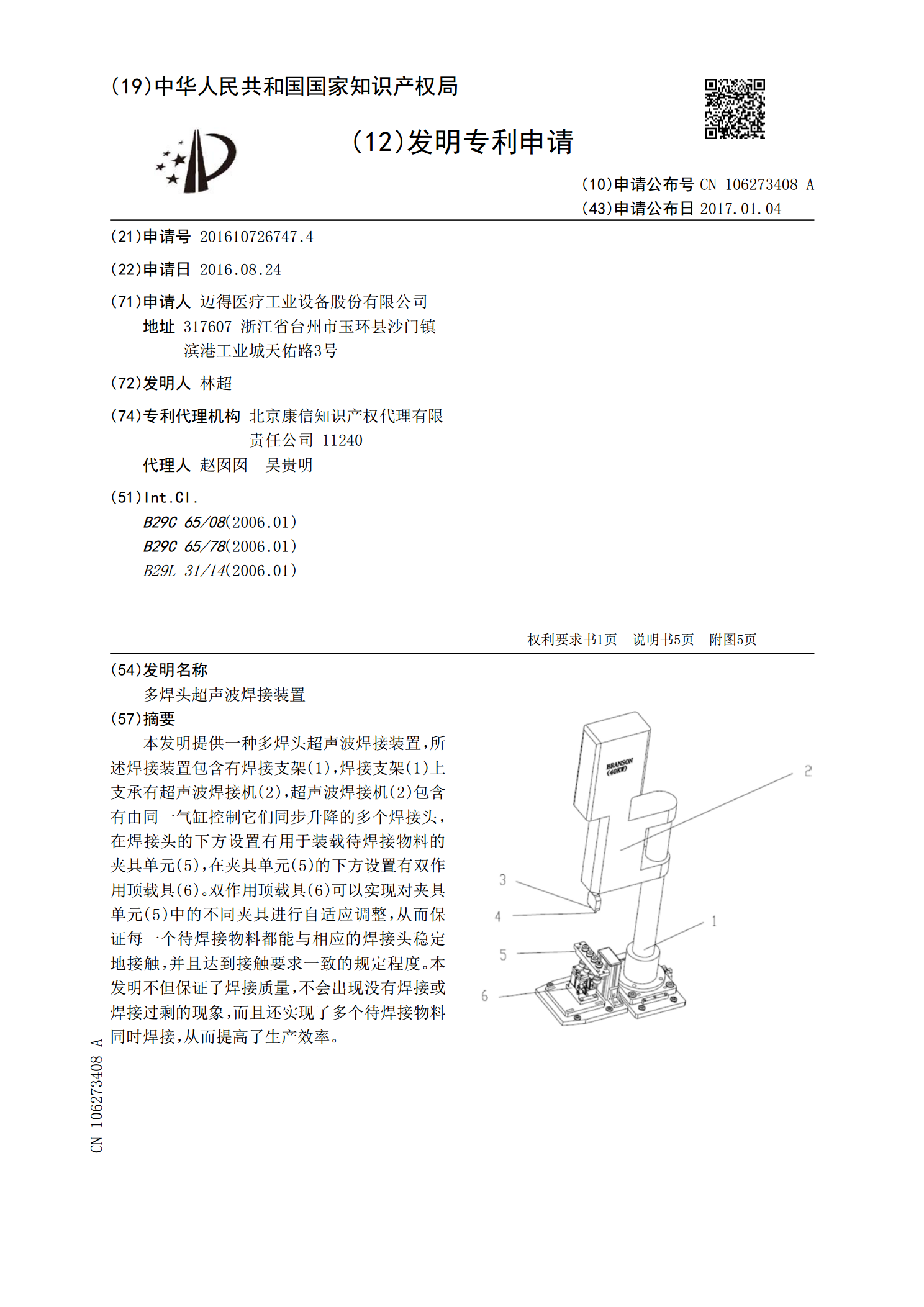
本发明提供一种多焊头超声波焊接装置,所述焊接装置包含有焊接支架(1),焊接支架(1)上支承有超声波焊接机(2),超声波焊接机(2)包含有由同一气缸控制它们同步升降的多个焊接头,在焊接头的下方设置有用于装载待焊接物料的夹具单元(5),在夹具单元(5)的下方设置有双作用顶载具(6)。双作用顶载具(6)可以实现对夹具单元(5)中的不同夹具进行自适应调整,从而保证每一个待焊接物料都能与相应的焊接头稳定地接触,并且达到接触要求一致的规定程度。本发明不但保证了焊接质量,不会出现没有焊接或焊接过剩的现象,而且还实现了多
一种超声波焊头及超声波焊接装置.pdf
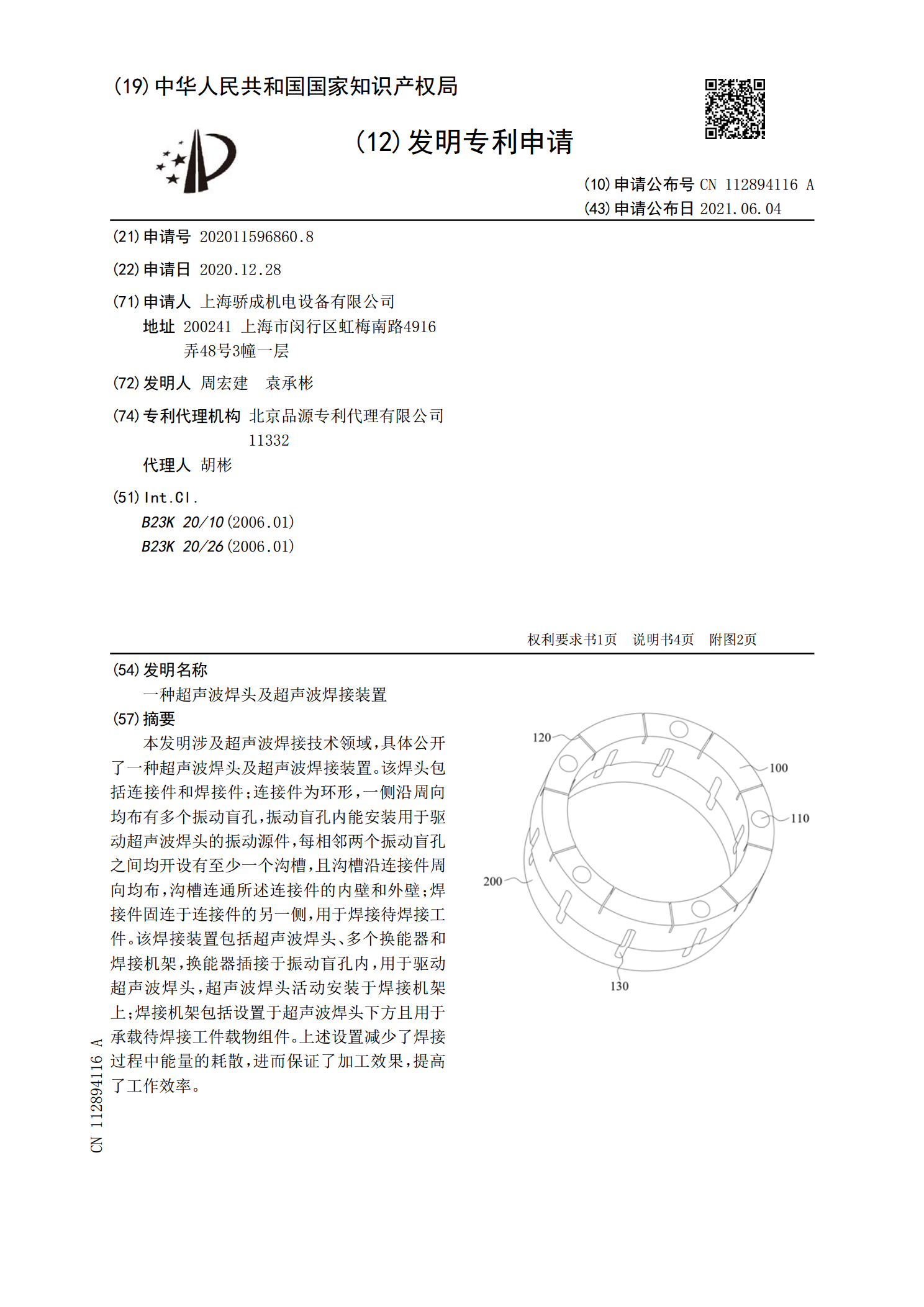
本发明涉及超声波焊接技术领域,具体公开了一种超声波焊头及超声波焊接装置。该焊头包括连接件和焊接件;连接件为环形,一侧沿周向均布有多个振动盲孔,振动盲孔内能安装用于驱动超声波焊头的振动源件,每相邻两个振动盲孔之间均开设有至少一个沟槽,且沟槽沿连接件周向均布,沟槽连通所述连接件的内壁和外壁;焊接件固连于连接件的另一侧,用于焊接待焊接工件。该焊接装置包括超声波焊头、多个换能器和焊接机架,换能器插接于振动盲孔内,用于驱动超声波焊头,超声波焊头活动安装于焊接机架上;焊接机架包括设置于超声波焊头下方且用于承载待焊接工

一种超声波焊头组件和超声波焊接机.pdf
本申请公开了一种超声波焊头组件,包括焊头,还包括夹持座、调整机构和设置在焊接导向组件下端的调节座,所述夹持座用于安装所述焊头,所述夹持座可转动地设置在所述调节座上,所述调整机构包括支杆、连接杆和调节块,所述调节块设置在所述连接杆上,且所述调节块的下表面为斜面,所述支杆夹持在所述斜面和所述夹持座之间,通过移动所述调节块,可使所述支杆在竖直方向上下移动,从而带动所述夹持座转动,以调节所述焊头的位置。本申请还公开了一种超声波焊接机。本申请通过夹持座的旋转来实现焊头与底模平行度的调整,可实现焊头与底模的快速调整,