
一种超声波焊头组件和超声波焊接机.pdf

盼易****君a


1/10
2/10
3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超声波焊头组件和超声波焊接机.pdf
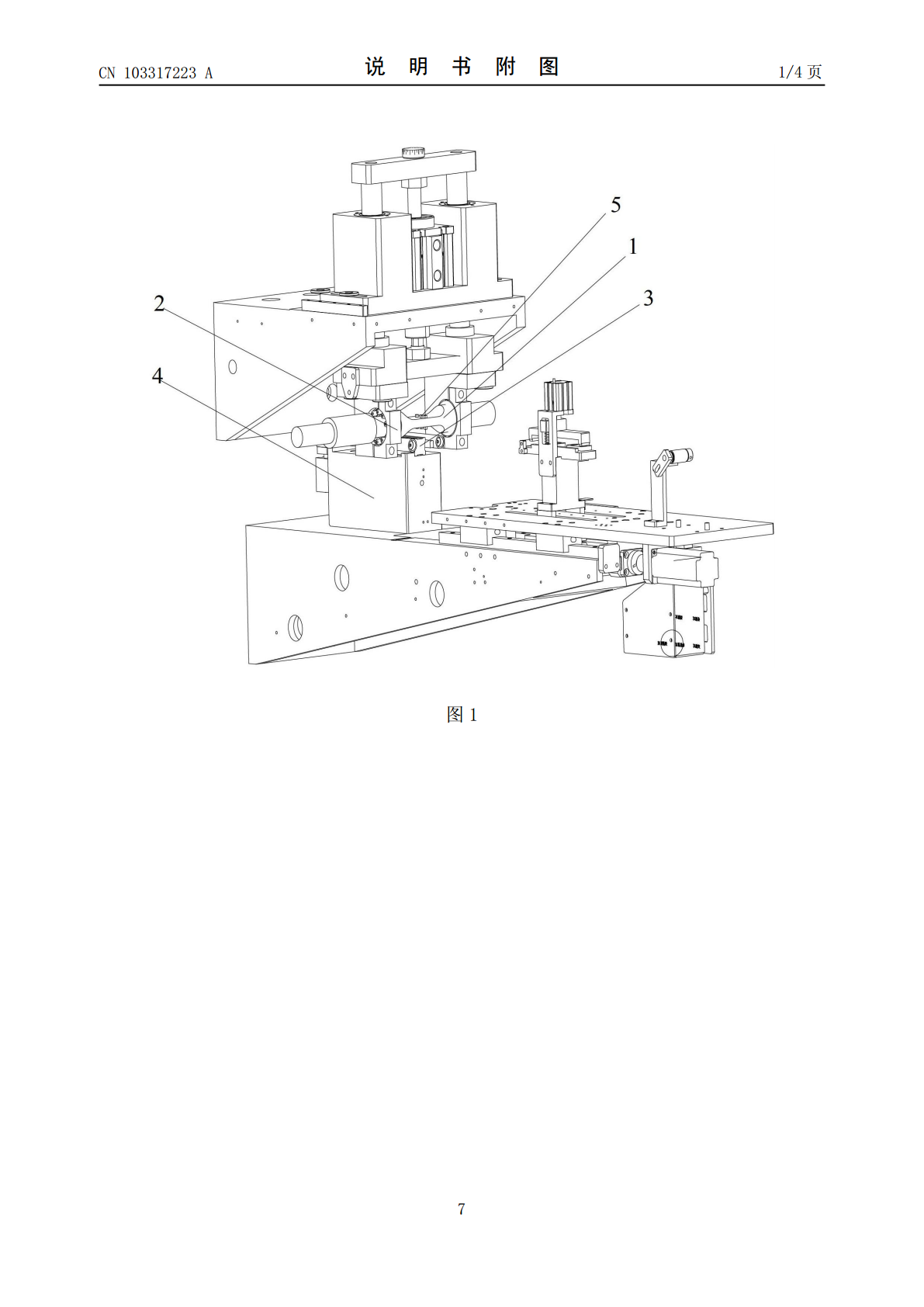
本申请公开了一种超声波焊头组件,包括焊头,还包括夹持座、调整机构和设置在焊接导向组件下端的调节座,所述夹持座用于安装所述焊头,所述夹持座可转动地设置在所述调节座上,所述调整机构包括支杆、连接杆和调节块,所述调节块设置在所述连接杆上,且所述调节块的下表面为斜面,所述支杆夹持在所述斜面和所述夹持座之间,通过移动所述调节块,可使所述支杆在竖直方向上下移动,从而带动所述夹持座转动,以调节所述焊头的位置。本申请还公开了一种超声波焊接机。本申请通过夹持座的旋转来实现焊头与底模平行度的调整,可实现焊头与底模的快速调整,
一种超声波铝带压焊机的焊头组件.pdf
本实用新型公开了一种超声波铝带压焊机的焊头组件,包括基座、换能器、劈刀和夹持机构,换能器安装于基座,劈刀安装于换能器的一端,夹持机构包括固定座以及安装于固定座上的夹持臂,固定座与基座连接,夹持臂用于夹持焊带,夹持臂位于换能器安装有劈刀的一端的外侧;基座内设有导向结构,基座上开设有与其内部连通的观察视窗,导向结构暴露于观察视窗内,导向结构用于将焊带疏导至夹持臂处进行夹持;本实用新型提供的超声波铝带压焊机的焊头组件具有稼动率高的特点,在基座内设置对焊带进行导向的导向结构,并且使得导向结构暴露于观察视窗中,便于
一种超声波铝带压焊机的焊头组件.pdf
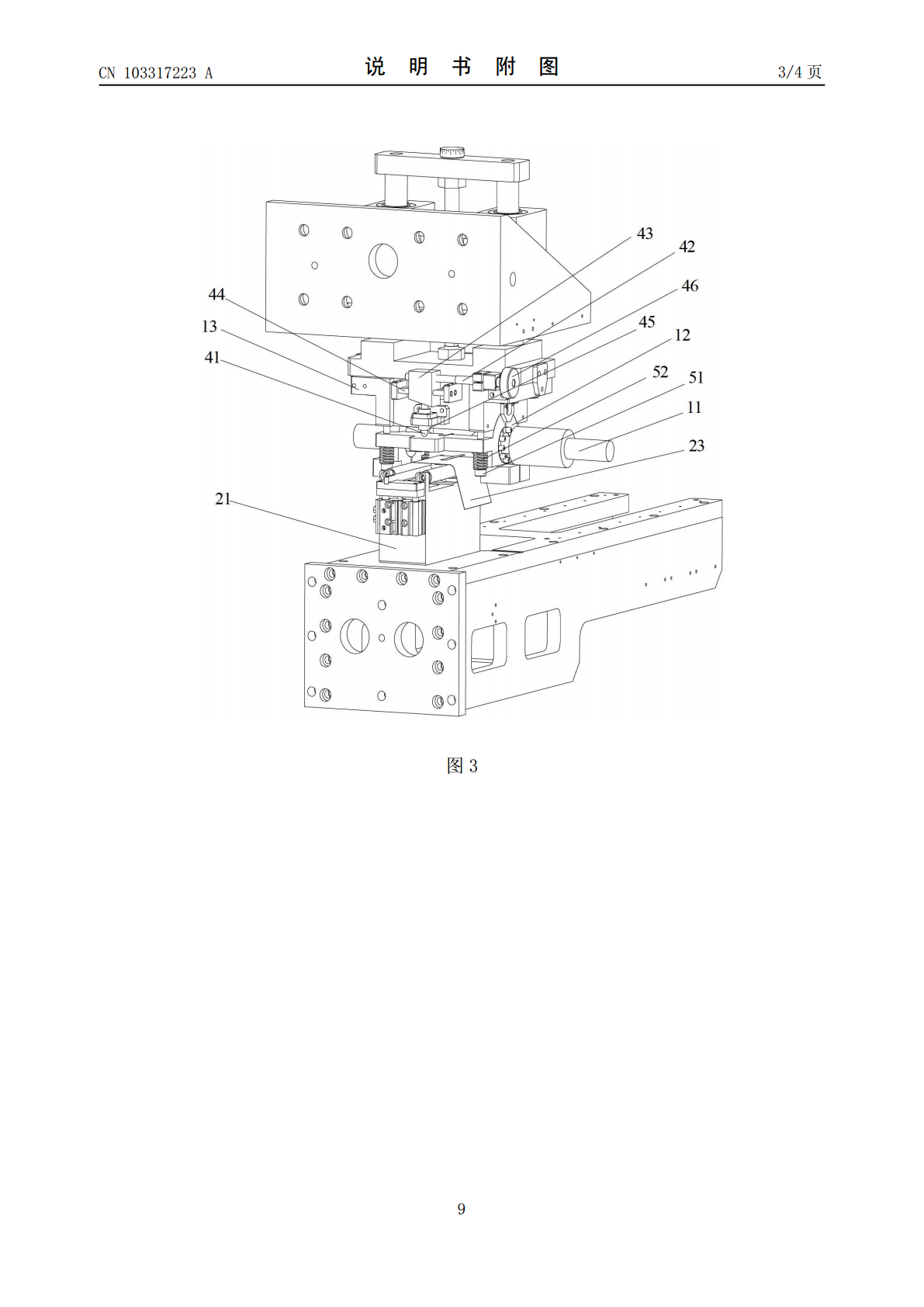
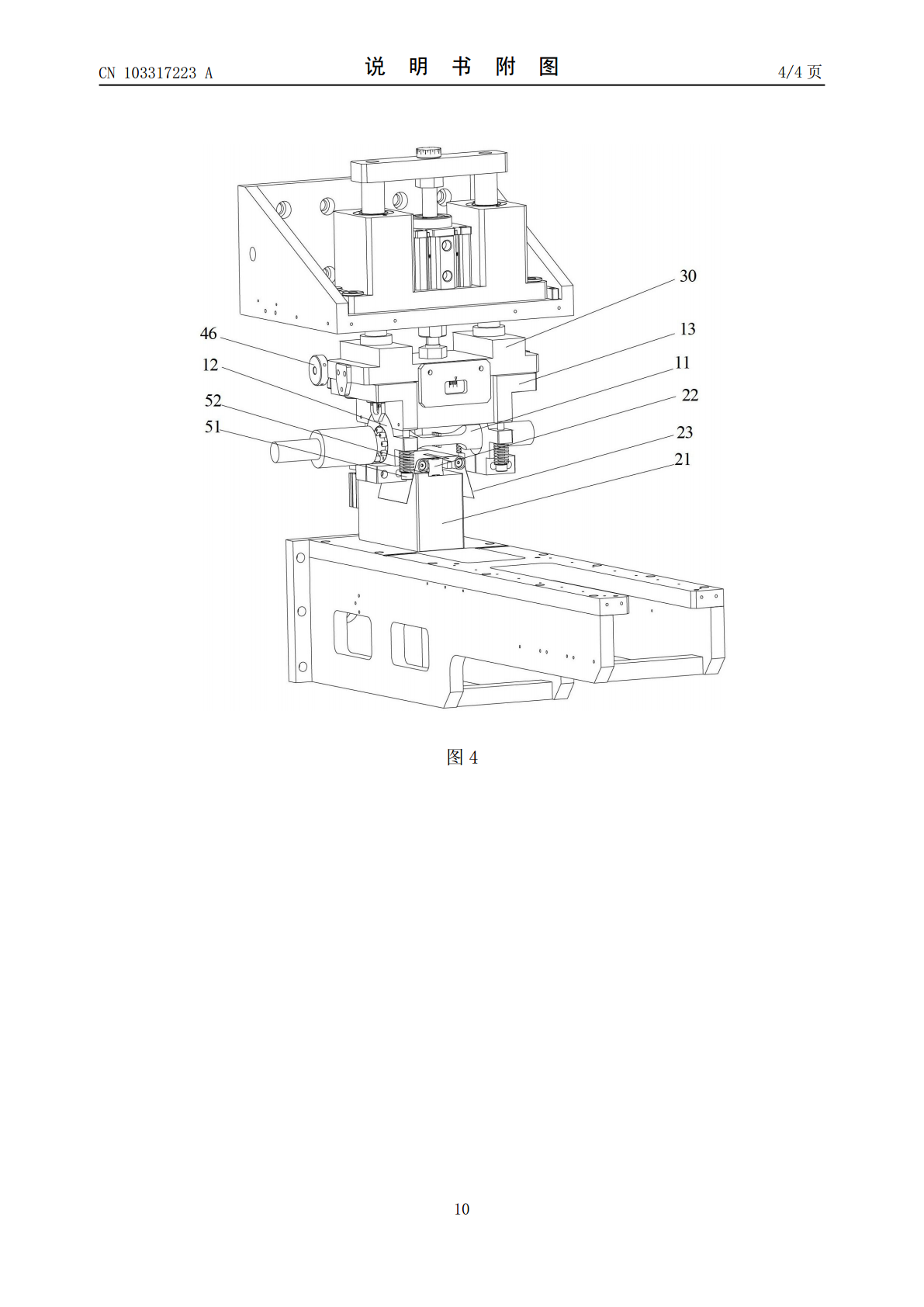
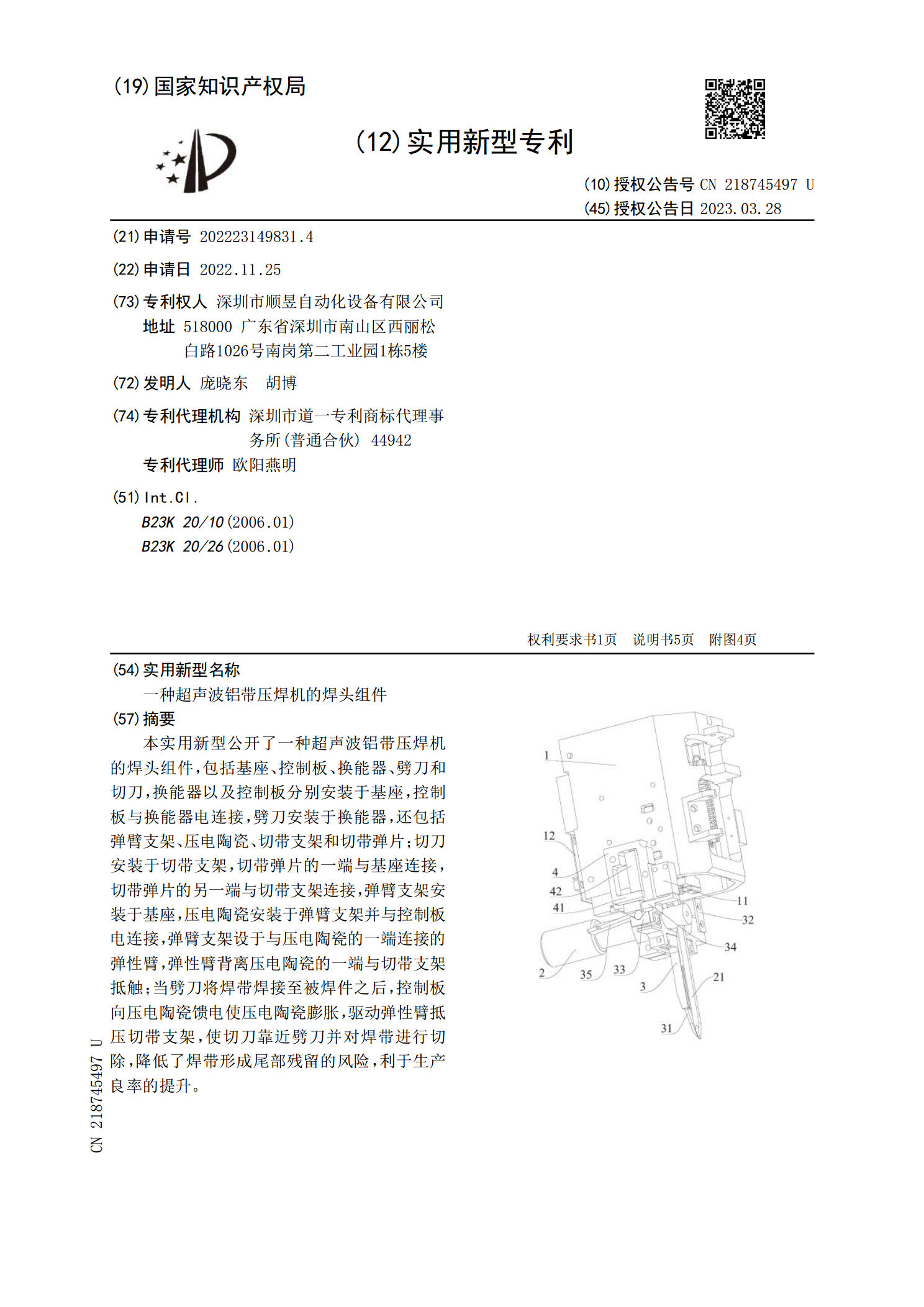
本实用新型公开了一种超声波铝带压焊机的焊头组件,包括基座、控制板、换能器、劈刀和切刀,换能器以及控制板分别安装于基座,控制板与换能器电连接,劈刀安装于换能器,还包括弹臂支架、压电陶瓷、切带支架和切带弹片;切刀安装于切带支架,切带弹片的一端与基座连接,切带弹片的另一端与切带支架连接,弹臂支架安装于基座,压电陶瓷安装于弹臂支架并与控制板电连接,弹臂支架设于与压电陶瓷的一端连接的弹性臂,弹性臂背离压电陶瓷的一端与切带支架抵触;当劈刀将焊带焊接至被焊件之后,控制板向压电陶瓷馈电使压电陶瓷膨胀,驱动弹性臂抵压切带支
一种超声波铝带压焊机的焊头组件.pdf
本实用新型公开了一种超声波铝带压焊机的焊头组件,包括基座、安装架、换能器和劈刀,安装架安装于基座内,换能器安装于安装架,劈刀安装于换能器,还包括弹性支架和压力调节结构,压力调节结构的一端与安装架连接,另一端与基座连接,用于调节劈刀的焊接压力;基座设有限位部,安装架设有抵触部;当抵触部与限位部抵触时,劈刀的中心轴线与被焊件的焊接平面垂直;设置弹性支架连接的安装架与基座,能够有效地平衡劈刀作用在焊带上的压力,避免焊带所受压力过大;设置压力调节结构对劈刀作用在焊带上的压力进行调节,避免焊带所受压力过小;并且在安
一种超声波铝带压焊机的焊头组件.pdf
本实用新型公开了一种超声波铝带压焊机的焊头组件,包括基座、换能器、劈刀和夹持机构,换能器安装于基座,劈刀安装于换能器的一端,夹持机构包括固定座、夹持臂和安装座,安装座安装于基座,安装座的一端设有与固定座的一端连接的第一连接弹片,固定座位于劈刀的前方,固定座与安装座之间形成一调节间隙;固定座背离安装座的一侧设有与调节间隙连通的调节螺孔,调节螺孔内螺纹连接有与安装座抵触的调节螺栓;夹持臂安装于固定座并与固定座配合对焊带进行夹持;调试人员仅需拧动调节螺栓即可改变调节间隙的大小,从而对固定座与劈刀间的间隙进行调节