
钢铁浇注中/厚板坯高速连铸机.doc

yy****24


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钢铁浇注中/厚板坯高速连铸机.doc
浇铸中/厚板用坯的高效连铸机技术概况张吉吉君摘要介绍近年来浇铸中/厚板用坯的常规和中厚度板坯连铸机的发展概况,以及这些连铸机为高效化和提高产品质量所采用的主要装备和技术。关键词高效浇铸中/厚板用坯连铸机RecentAdvancesofEfficientSlabCasterforProductionofHeavyandMediumPlateZhangZhejun(BeijingCentralIron&SteelDesignResearchInstitute)AbstractThispaperintroduc
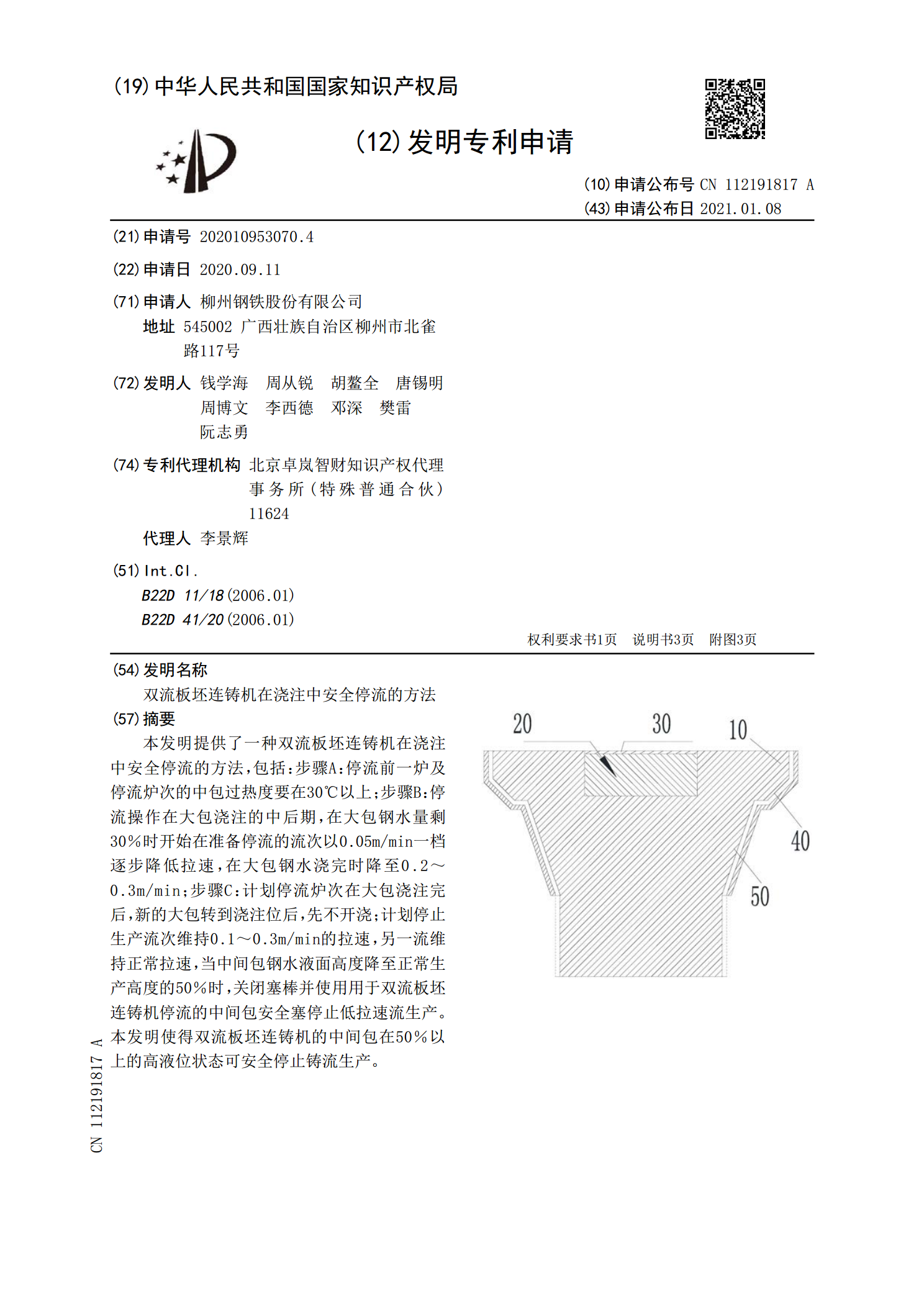
双流板坯连铸机在浇注中安全停流的方法.pdf
本发明提供了一种双流板坯连铸机在浇注中安全停流的方法,包括:步骤A:停流前一炉及停流炉次的中包过热度要在30℃以上;步骤B:停流操作在大包浇注的中后期,在大包钢水量剩30%时开始在准备停流的流次以0.05m/min一档逐步降低拉速,在大包钢水浇完时降至0.2~0.3m/min;步骤C:计划停流炉次在大包浇注完后,新的大包转到浇注位后,先不开浇;计划停止生产流次维持0.1~0.3m/min的拉速,另一流维持正常拉速,当中间包钢水液面高度降至正常生产高度的50%时,关闭塞棒并使用用于双流板坯连铸机停流的中间包
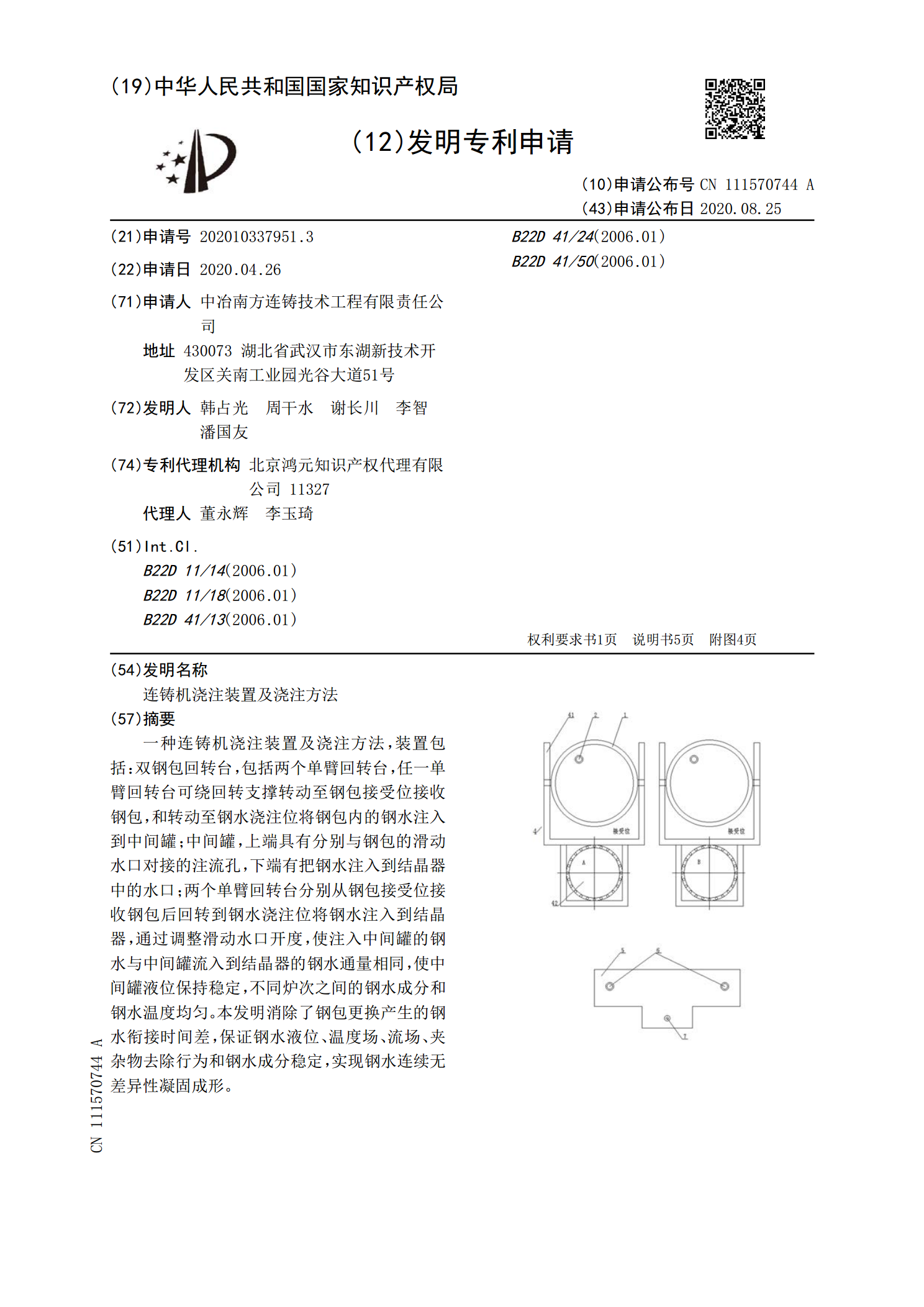
连铸机浇注装置及浇注方法.pdf
一种连铸机浇注装置及浇注方法,装置包括:双钢包回转台,包括两个单臂回转台,任一单臂回转台可绕回转支撑转动至钢包接受位接收钢包,和转动至钢水浇注位将钢包内的钢水注入到中间罐;中间罐,上端具有分别与钢包的滑动水口对接的注流孔,下端有把钢水注入到结晶器中的水口;两个单臂回转台分别从钢包接受位接收钢包后回转到钢水浇注位将钢水注入到结晶器,通过调整滑动水口开度,使注入中间罐的钢水与中间罐流入到结晶器的钢水通量相同,使中间罐液位保持稳定,不同炉次之间的钢水成分和钢水温度均匀。本发明消除了钢包更换产生的钢水衔接时间差,

连续测温系统在板坯连铸机中的应用.docx
连续测温系统在板坯连铸机中的应用连续测温系统在板坯连铸机中的应用一、引言板坯连铸是一种工艺流程,通过该工艺可将熔融的钢水注入连铸机中,经过连续铸造、凝固和定锭等工序,最终得到板坯。在整个过程中,温度是一个重要的参数,对于保证板坯质量和生产效率都有着至关重要的影响。因此,连续测温系统的应用在板坯连铸机中起着非常重要的作用。二、连续测温系统的原理连续测温系统是通过传感器实时测量钢水和板坯的温度,并将数据传输到计算机控制系统,进行实时监测和控制。传感器通常采用红外测温仪、热电偶或红外测温相结合的方式,能够准确地
宽厚板坯连铸机提高板坯质量的措施.pdf
2004年第3期世界钢铁宽厚板坯连铸机提高板坯质量的措施(中)阎朝红唐海波(宝钢股份公司炼钢厂)摘要为提高板坯内部质量、表面质量和外形质量,新一代宽厚板坯连铸机一般采用小辊密排、分节辊布置,轻压下扇形段,升降式二冷喷淋装置,结晶器液压振动,大包下渣检测、大容量中间包并对中间包吹氩:工艺上包括先进的一冷、二冷技术,浇注中可监视铸坯在机内某一处的坯壳温度、凝固厚度及固相率。另外还进行质量管理和对铸机进行定期检查维护等。、关键词板坯连铸内部质量表面质量轻压下二冷技术液压振动1前言tion简称SR)比较有效,在国