
连铸机浇注装置及浇注方法.pdf

努力****振宇


1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
连铸机浇注装置及浇注方法.pdf
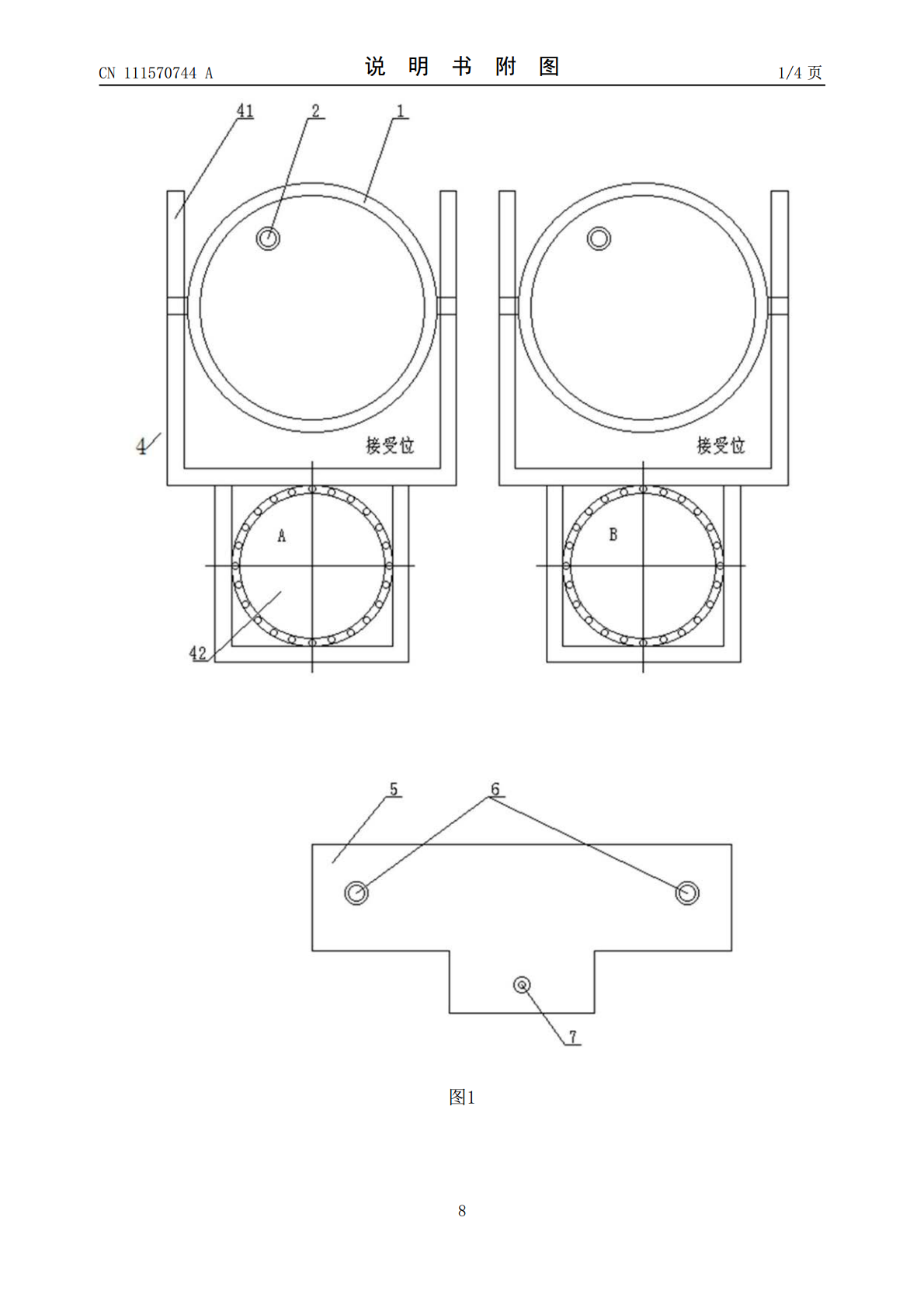
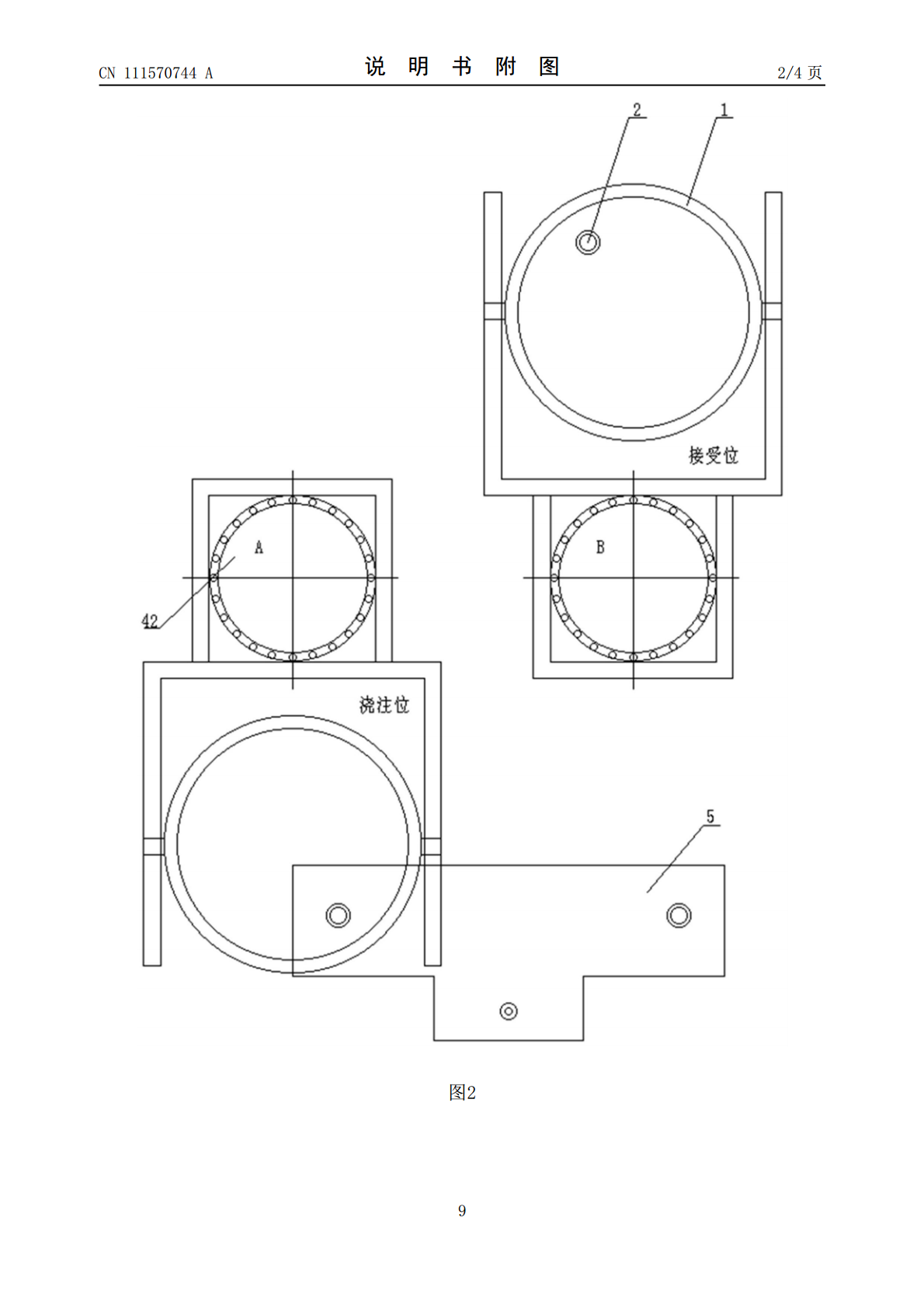
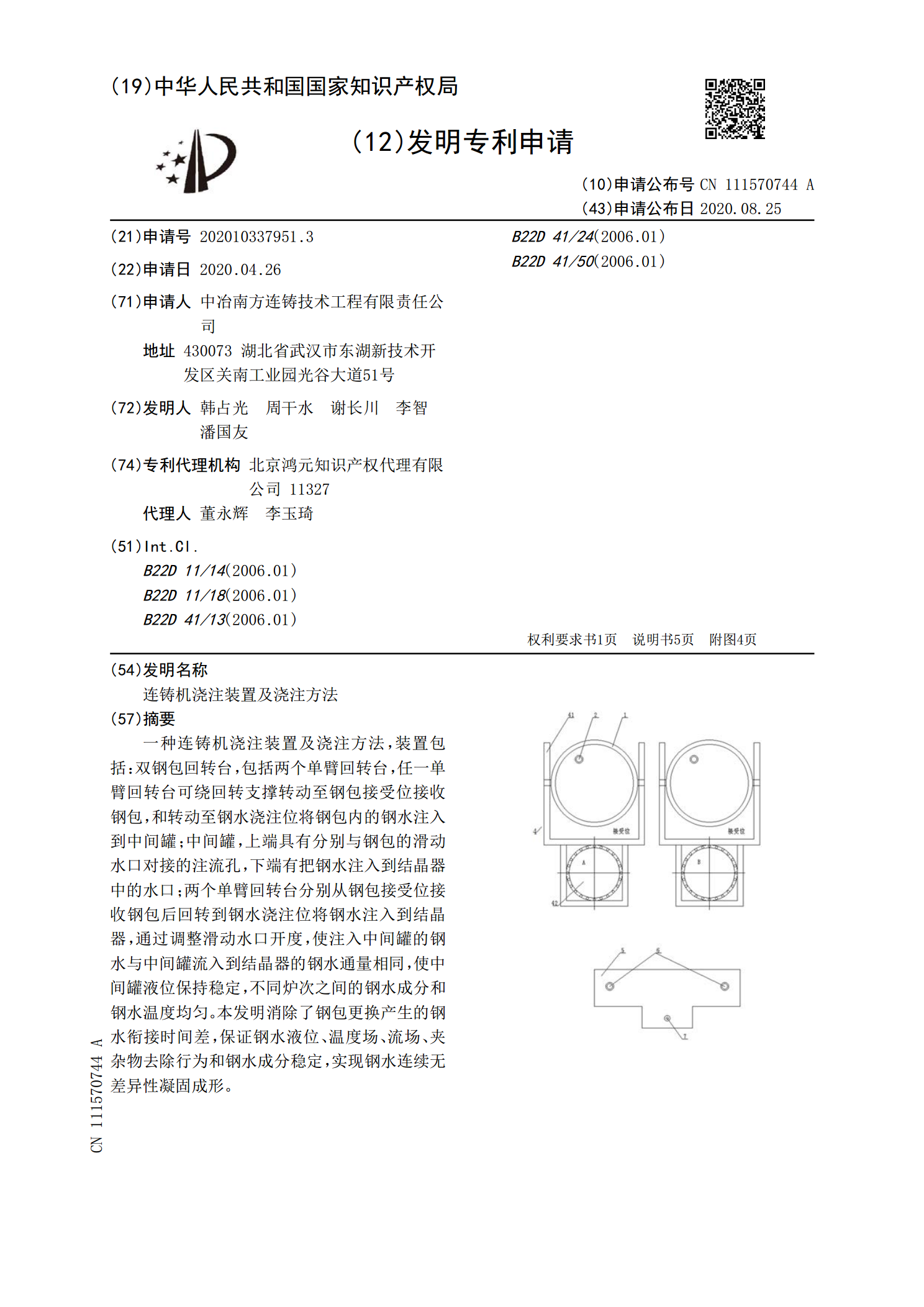
一种连铸机浇注装置及浇注方法,装置包括:双钢包回转台,包括两个单臂回转台,任一单臂回转台可绕回转支撑转动至钢包接受位接收钢包,和转动至钢水浇注位将钢包内的钢水注入到中间罐;中间罐,上端具有分别与钢包的滑动水口对接的注流孔,下端有把钢水注入到结晶器中的水口;两个单臂回转台分别从钢包接受位接收钢包后回转到钢水浇注位将钢水注入到结晶器,通过调整滑动水口开度,使注入中间罐的钢水与中间罐流入到结晶器的钢水通量相同,使中间罐液位保持稳定,不同炉次之间的钢水成分和钢水温度均匀。本发明消除了钢包更换产生的钢水衔接时间差,

一种铜套浇注方法及其浇注装置.pdf
本发明公开了一种铜套浇注方法及其浇注装置,主要包括如下步骤:步骤S1,检查加热炉附属设备以及仪表后,加热炉正常点炉;步骤S2,加热炉依次在0.45Mpa、0.50Mpa、0.60Mpa压强下均加热6h;步骤S3,向加热炉内倒入铜屑铜丝在1150~1200℃条件下熔化成铜水;步骤S4,在离心机组上安装用于浇铸铜套的模具,启动离心机组使得模具旋转,并采用舀勺舀取铜水然后将铜水引流到模具内,其中模具的转速为800~1500r/min,浇铸的时长为3~5min;步骤S5,暂停离心机组,冷却3~4h后形成内部中空的
一种定量浇注方法及定量浇注装置、成形装置.pdf
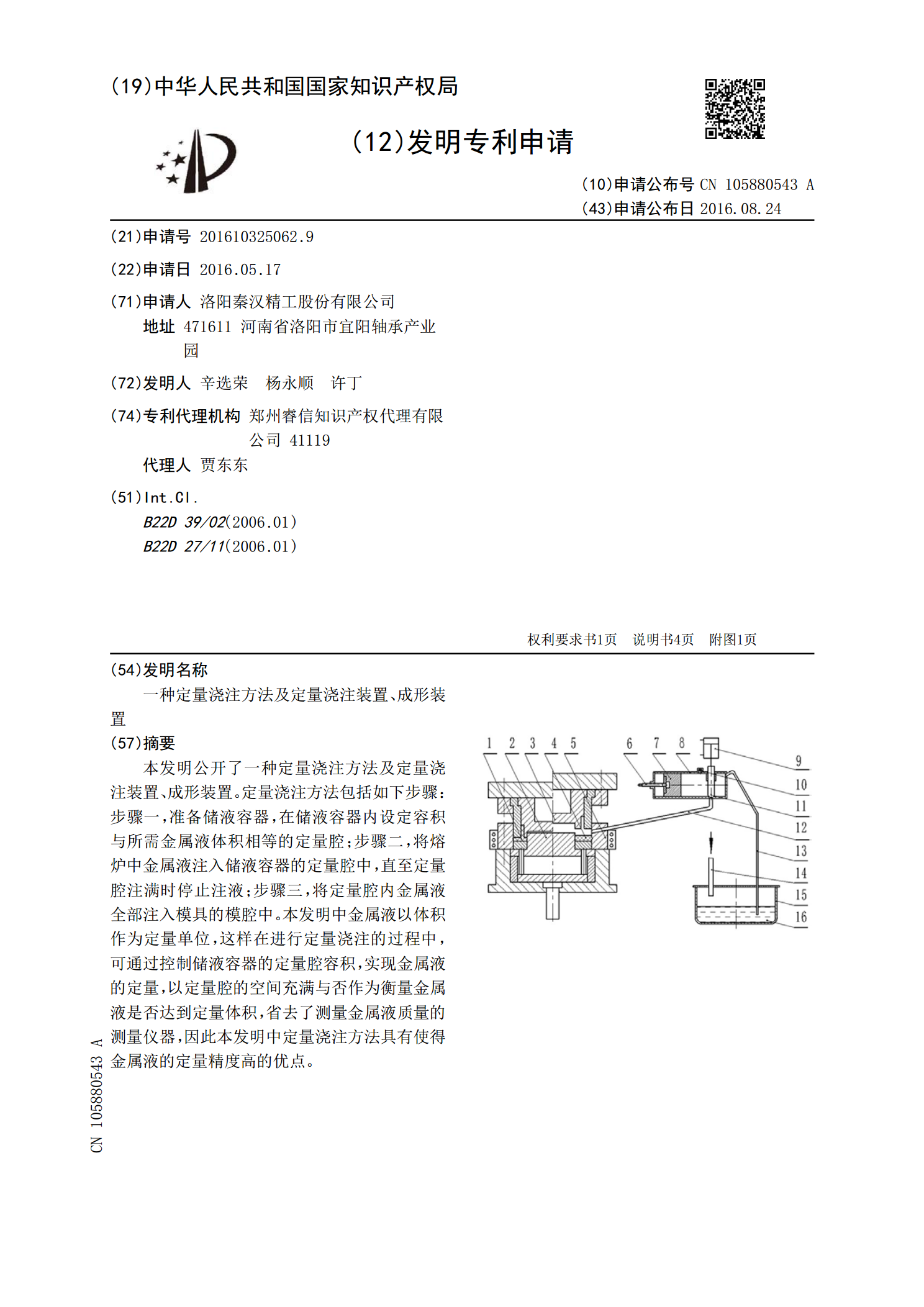
本发明公开了一种定量浇注方法及定量浇注装置、成形装置。定量浇注方法包括如下步骤:步骤一,准备储液容器,在储液容器内设定容积与所需金属液体积相等的定量腔;步骤二,将熔炉中金属液注入储液容器的定量腔中,直至定量腔注满时停止注液;步骤三,将定量腔内金属液全部注入模具的模腔中。本发明中金属液以体积作为定量单位,这样在进行定量浇注的过程中,可通过控制储液容器的定量腔容积,实现金属液的定量,以定量腔的空间充满与否作为衡量金属液是否达到定量体积,省去了测量金属液质量的测量仪器,因此本发明中定量浇注方法具有使得金属液的定
双流板坯连铸机在浇注中安全停流的方法.pdf
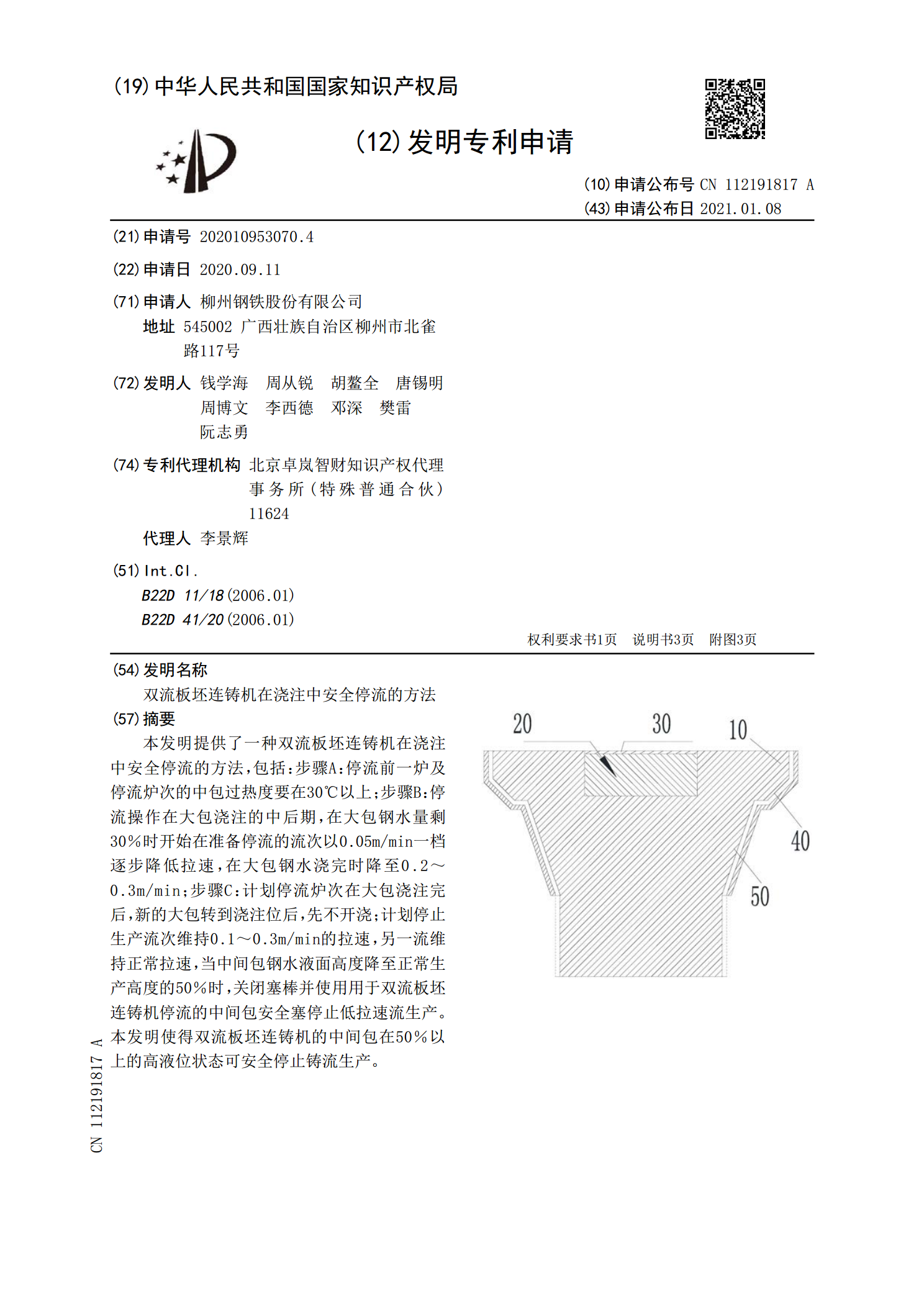
本发明提供了一种双流板坯连铸机在浇注中安全停流的方法,包括:步骤A:停流前一炉及停流炉次的中包过热度要在30℃以上;步骤B:停流操作在大包浇注的中后期,在大包钢水量剩30%时开始在准备停流的流次以0.05m/min一档逐步降低拉速,在大包钢水浇完时降至0.2~0.3m/min;步骤C:计划停流炉次在大包浇注完后,新的大包转到浇注位后,先不开浇;计划停止生产流次维持0.1~0.3m/min的拉速,另一流维持正常拉速,当中间包钢水液面高度降至正常生产高度的50%时,关闭塞棒并使用用于双流板坯连铸机停流的中间包
一种金属浇注装置及浇注方法.pdf
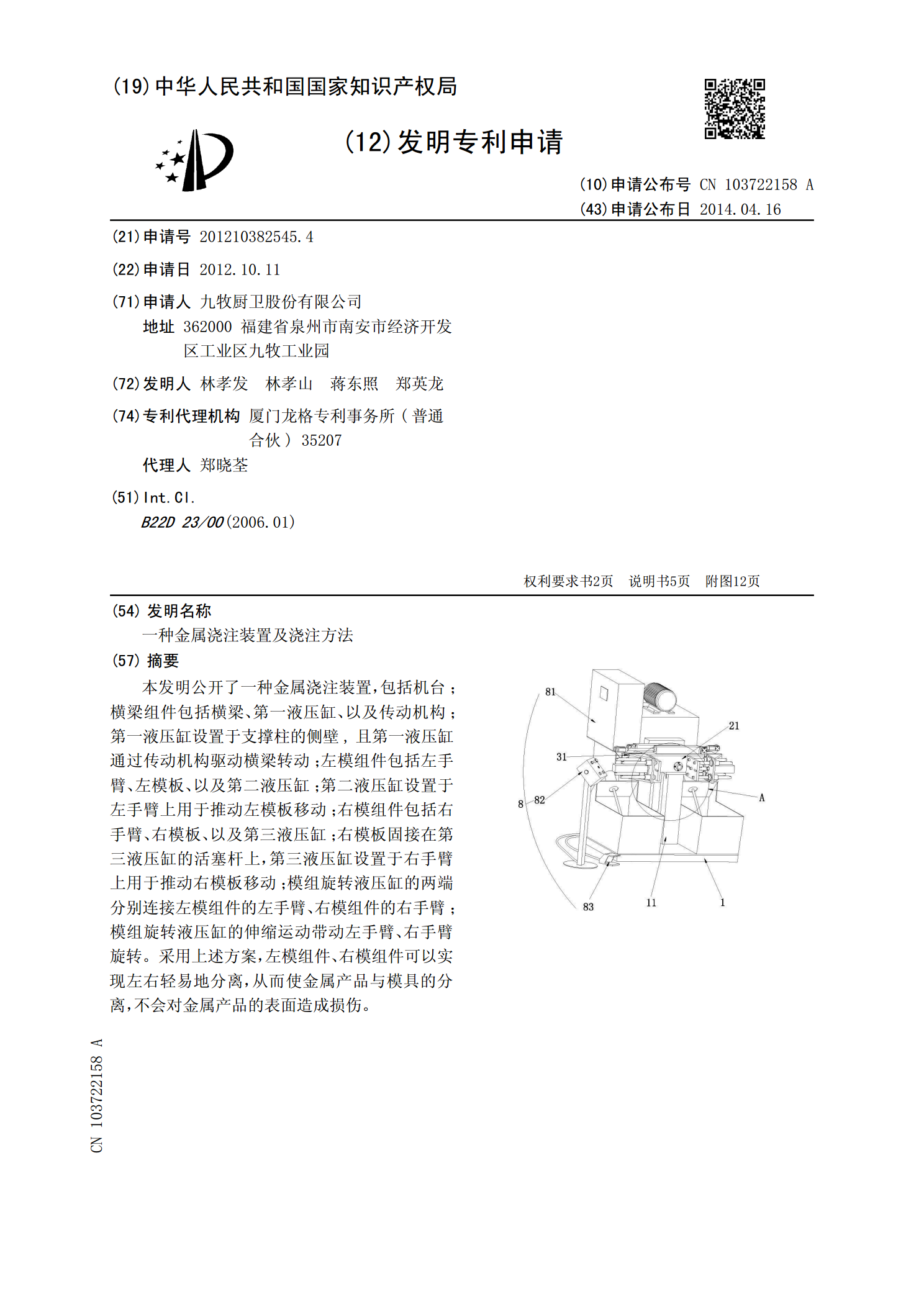
本发明公开了一种金属浇注装置,包括机台;横梁组件包括横梁、第一液压缸、以及传动机构;第一液压缸设置于支撑柱的侧壁,且第一液压缸通过传动机构驱动横梁转动;左模组件包括左手臂、左模板、以及第二液压缸;第二液压缸设置于左手臂上用于推动左模板移动;右模组件包括右手臂、右模板、以及第三液压缸;右模板固接在第三液压缸的活塞杆上,第三液压缸设置于右手臂上用于推动右模板移动;模组旋转液压缸的两端分别连接左模组件的左手臂、右模组件的右手臂;模组旋转液压缸的伸缩运动带动左手臂、右手臂旋转。采用上述方案,左模组件、右模组件可以