
宽厚板坯连铸机提高板坯质量的措施.pdf

as****16

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
宽厚板坯连铸机提高板坯质量的措施.pdf
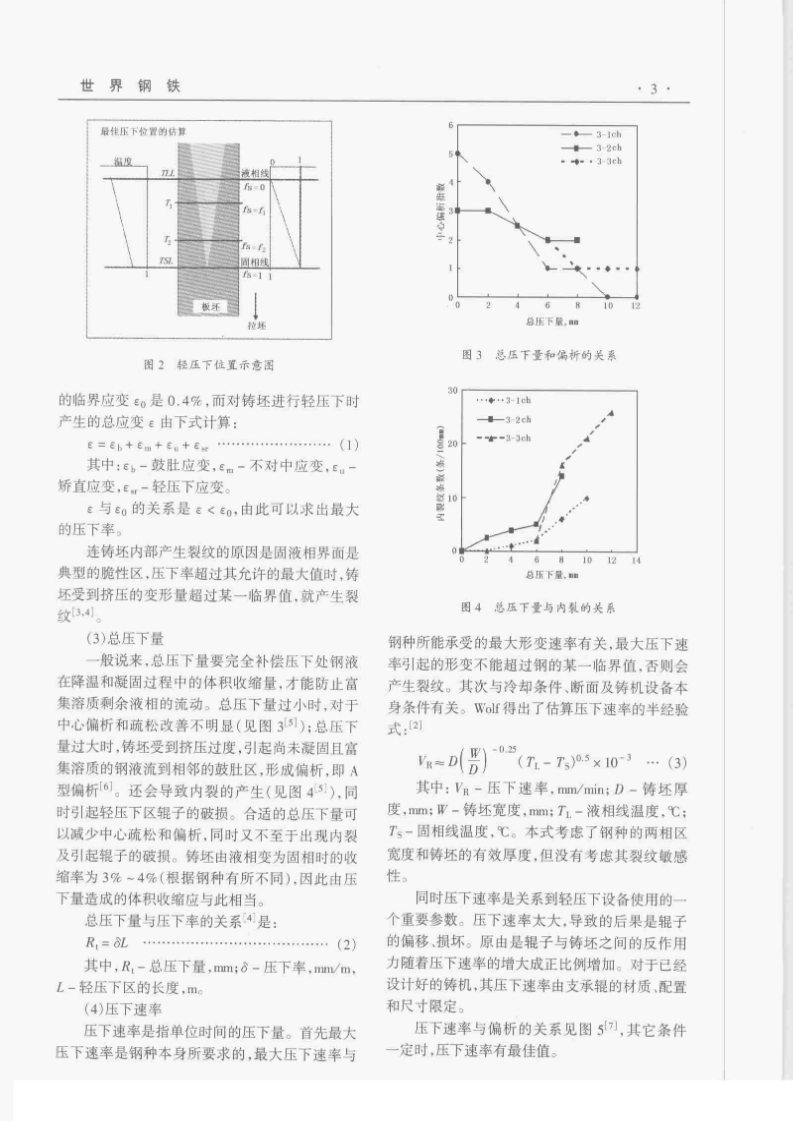
2004年第3期世界钢铁宽厚板坯连铸机提高板坯质量的措施(中)阎朝红唐海波(宝钢股份公司炼钢厂)摘要为提高板坯内部质量、表面质量和外形质量,新一代宽厚板坯连铸机一般采用小辊密排、分节辊布置,轻压下扇形段,升降式二冷喷淋装置,结晶器液压振动,大包下渣检测、大容量中间包并对中间包吹氩:工艺上包括先进的一冷、二冷技术,浇注中可监视铸坯在机内某一处的坯壳温度、凝固厚度及固相率。另外还进行质量管理和对铸机进行定期检查维护等。、关键词板坯连铸内部质量表面质量轻压下二冷技术液压振动1前言tion简称SR)比较有效,在国

宝钢分公司4^#连铸机提高板坯质量的措施.pdf
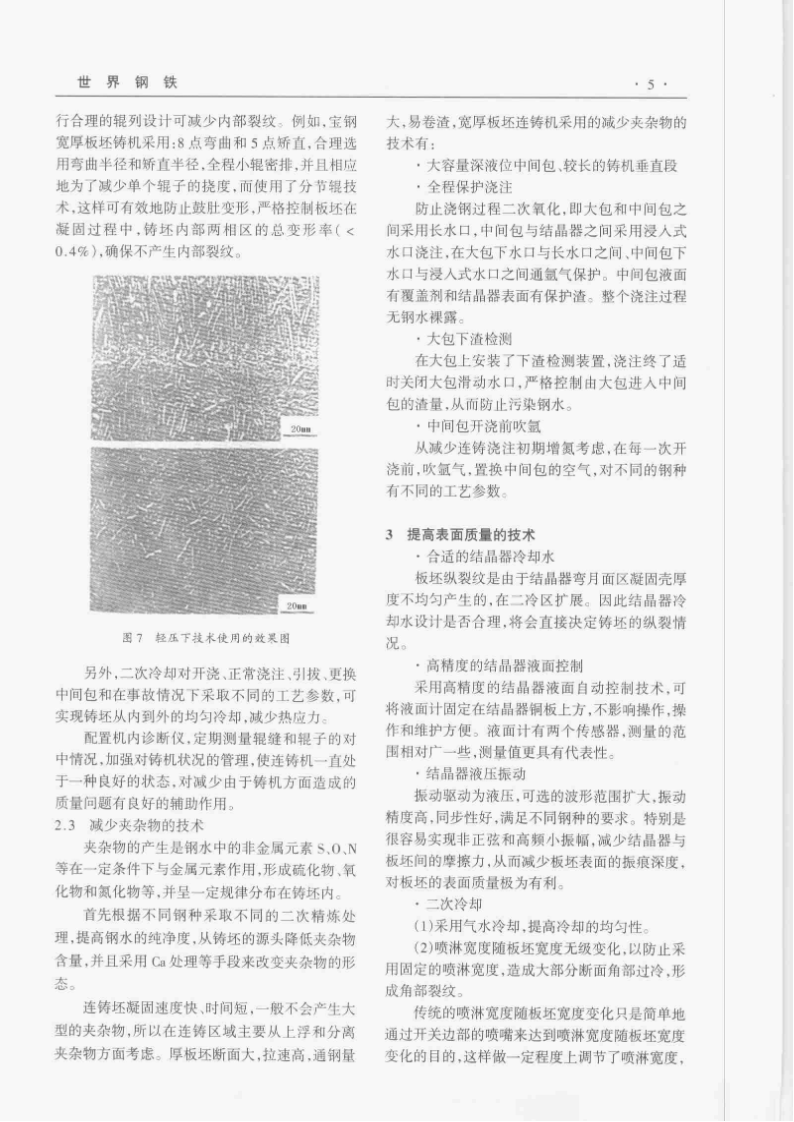
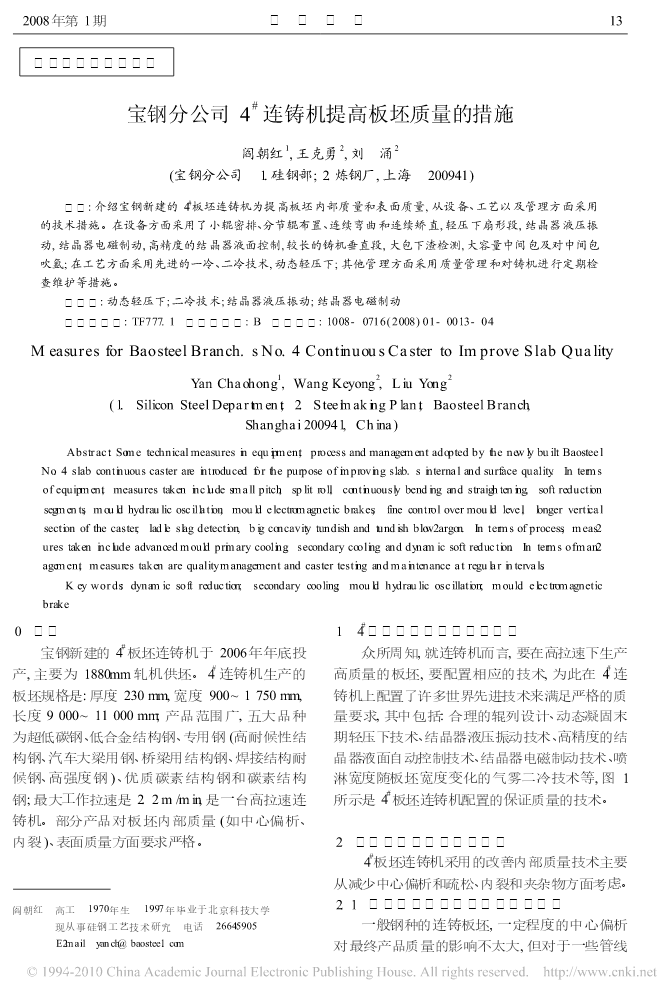
2008年第1期宝钢技术13宝钢分公司4#连铸机提高板坯质量的措施阎朝红,王克勇,刘涌(宝钢分公司1.硅钢部;2.炼钢厂,上海200941)摘要:介绍宝钢新建的4板坯连铸机为提高板坯内部质量和表面质量,从设备、工艺以及管理方面采用的技术措施。在设备方面采用了小辊密排、分节辊布置、连续弯曲和连续矫直,轻压下扇形段。结晶器液压振动,结晶器电磁制动,高精度的结晶器液面控制,较长的铸机垂直段,大包下渣检测.大容量中间包及对中间包吹氩;在工艺方面采用先进的一冷、二冷技术,动态轻压下;其他管理方面采用质量管理和对铸机
宝钢分公司4_连铸机提高板坯质量的措施.pdf
2008年第1期宝钢技术13二炼钢技术改造专栏宝钢分公司4#连铸机提高板坯质量的措施阎朝红1,王克勇2,刘涌2(宝钢分公司1.硅钢部;2.炼钢厂,上海200941)摘要:介绍宝钢新建的4#板坯连铸机为提高板坯内部质量和表面质量,从设备、工艺以及管理方面采用的技术措施。在设备方面采用了小辊密排、分节辊布置、连续弯曲和连续矫直,轻压下扇形段,结晶器液压振动,结晶器电磁制动,高精度的结晶器液面控制,较长的铸机垂直段,大包下渣检测,大容量中间包及对中间包吹氩;在工艺方面采用先进的一冷、二冷技术,动态轻压下;其他管

板坯连铸机长寿化改造措施探讨.docx
板坯连铸机长寿化改造措施探讨随着钢铁行业的快速发展,板坯连铸机作为钢铁生产制造的重要设备之一,起着至关重要的作用。然而,在长时间的工作中,板坯连铸机往往会出现一些磨损和老化等问题,因此需要进行长寿化改造,以确保其长时间稳定运行。本文将探讨板坯连铸机长寿化改造措施。一、板坯连铸机的长寿化改造原因在使用过程中,板坯连铸机会出现各种故障和磨损,如轴承损坏、喷头磨损等,这些问题会导致生产工艺的不稳定和产品质量的下降。因此,板坯连铸机的长寿化改造必须得到广泛的重视和关注。二、板坯连铸机的长寿化改造措施1.更换关键部

板坯连铸机振动装置故障分析及改进措施.docx
板坯连铸机振动装置故障分析及改进措施一、问题描述板坯连铸机是钢铁生产过程中必不可少的设备之一,它可以将液状钢水通过结晶器快速形成板坯。但是在连铸过程中,振动一直是铸造过程中的一个大问题,振动不仅会影响板坯的质量,还会对设备的运行造成损害。本文以某钢铁公司的板坯连铸机为研究对象,分析了振动装置故障的原因,并提出了改进措施。二、故障分析振动是板坯连铸机运行过程中常见的现象,如果振动过大,不仅会产生噪音,而且还有可能造成设备损坏。分析了该公司板坯连铸机的振动情况,发现振动主要出现在运行速度较高的时候,振幅达到了