
一种钢筋网自动化激光焊接设备及其焊接方法.pdf

永梅****33

1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钢筋网自动化激光焊接设备及其焊接方法.pdf
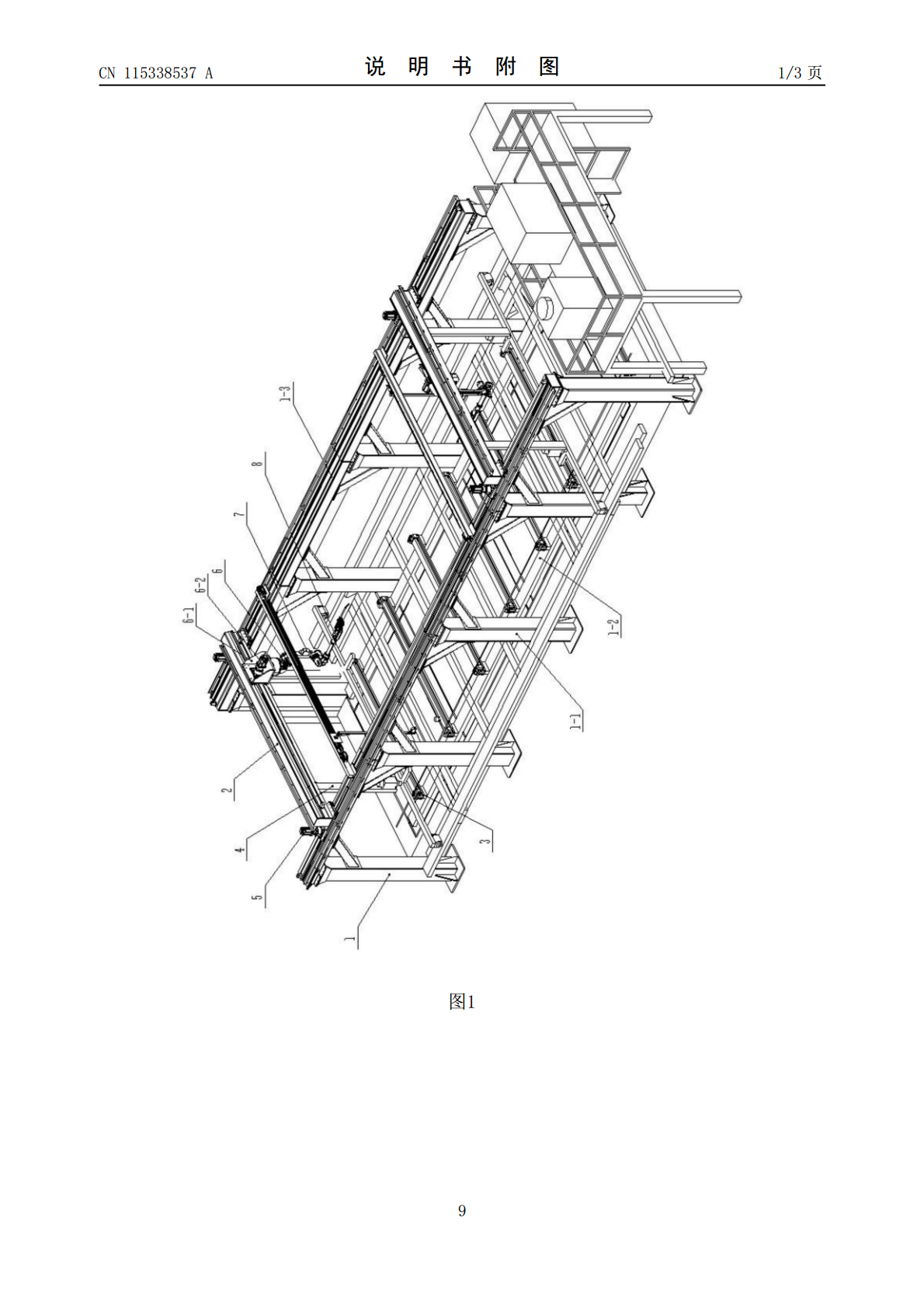
一种钢筋网自动化激光焊接设备及其焊接方法,涉及焊接技术领域,解决钢筋网自动焊接过程中因钢筋搭接间隙过大而造成无效焊接的技术问题,解决方案为:移动横梁跨设于平移轨道的上方,压紧辅助工装安装于移动横梁上,顶升辅助工装设置于工作台的下方,并且顶升辅助工装工作状态时位于压紧辅助工装正下方的投影位置处;柔性机械臂安装在移动横梁上,视觉采集摄像头和焊接头均安装于柔性机械臂上;PLC控制器分别与平移电机、油缸、视觉识别装置、柔性机械臂和自动焊接装置电性连接。本发明在焊前通过顶升辅助工装和压紧辅助工装对钢筋网实现有效压紧

一种激光焊接设备及其焊接方法.pdf
本发明公开了一种激光焊接设备及其焊接方法;本发明的激光焊接设备对于对角焊、叠焊等都可运用,由于是手持形式,适用性强,比大多数台式激光焊接机限制低;本发明的手持激光焊接设备使用寿命长,不需要定期更换损耗品,焊接质量可靠、美观、无变形,可实现船用薄钢板焊接,并且激光焊枪通过弯折段的设置可以避免焊枪在使用过程中光缆在枪体后端端部发生弯曲半径过小的弯折,从而降低了光缆在该处发生折断的可能;同时弯折段由呈螺旋形的导向条构成,同时弯折段靠近枪体的一端直径大于远离枪体的一端的直径,使弯折段在弯折时靠近枪体端部的弯曲半径
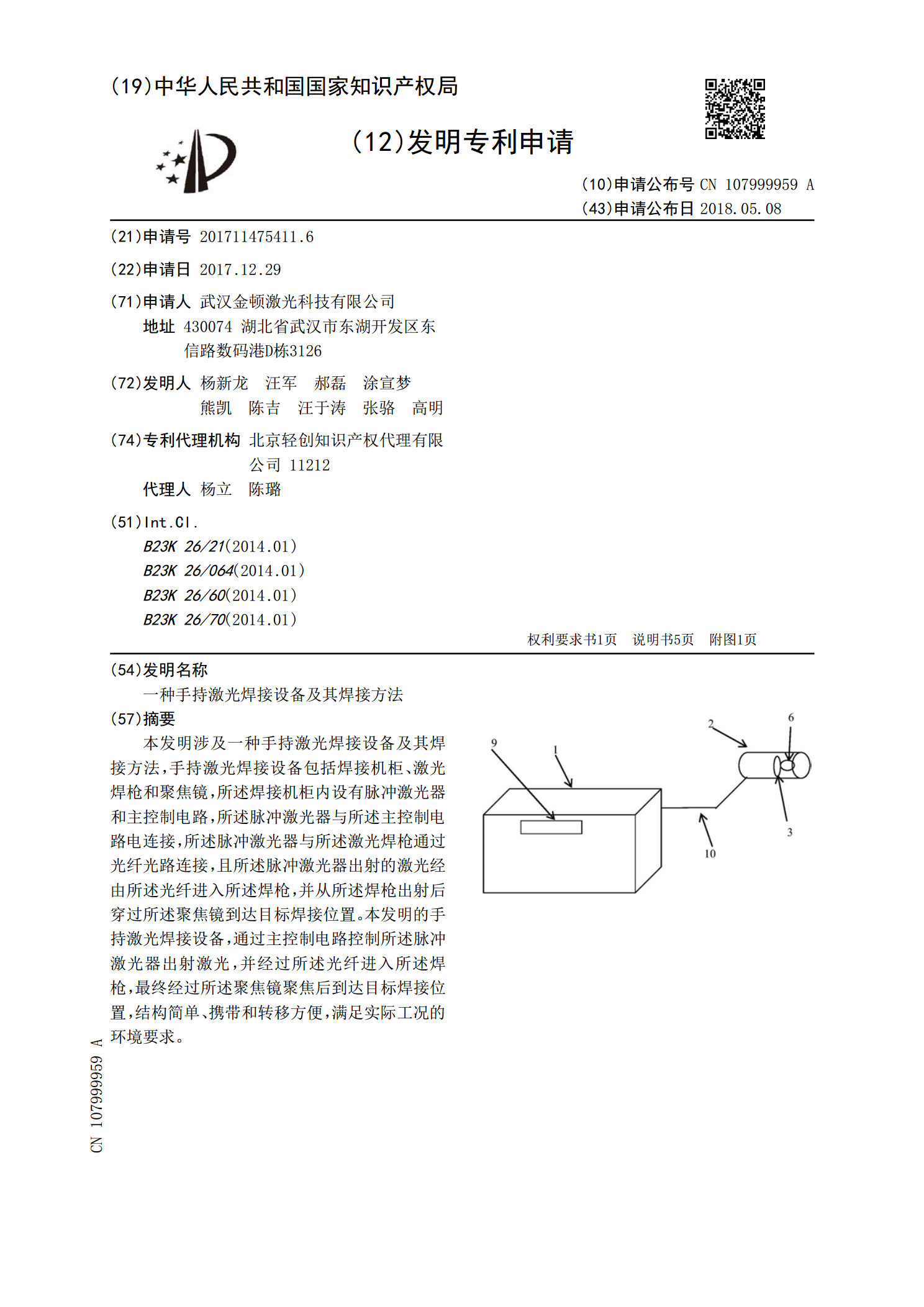
一种手持激光焊接设备及其焊接方法.pdf
本发明涉及一种手持激光焊接设备及其焊接方法,手持激光焊接设备包括焊接机柜、激光焊枪和聚焦镜,所述焊接机柜内设有脉冲激光器和主控制电路,所述脉冲激光器与所述主控制电路电连接,所述脉冲激光器与所述激光焊枪通过光纤光路连接,且所述脉冲激光器出射的激光经由所述光纤进入所述焊枪,并从所述焊枪出射后穿过所述聚焦镜到达目标焊接位置。本发明的手持激光焊接设备,通过主控制电路控制所述脉冲激光器出射激光,并经过所述光纤进入所述焊枪,最终经过所述聚焦镜聚焦后到达目标焊接位置,结构简单、携带和转移方便,满足实际工况的环境要求。
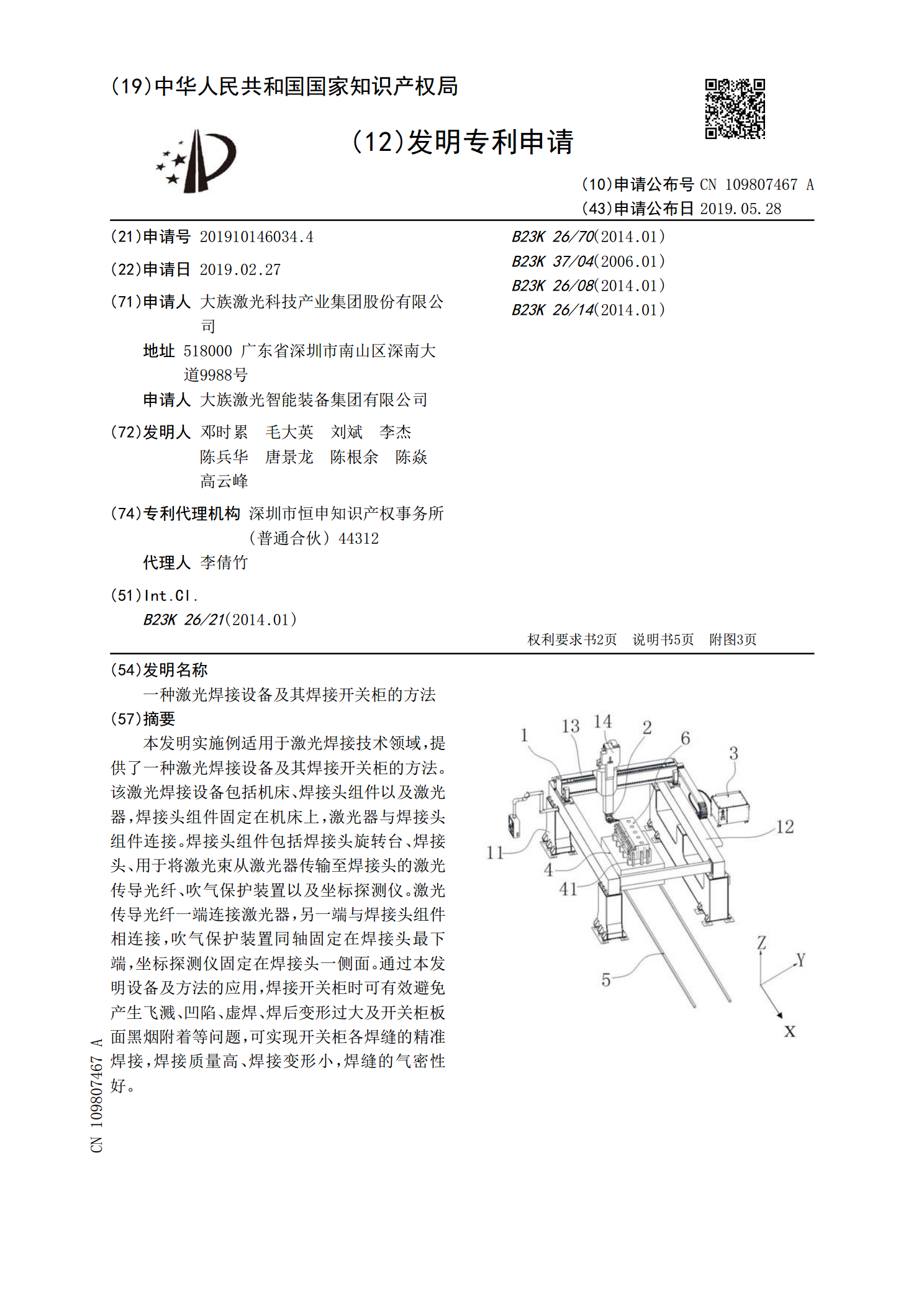
一种激光焊接设备及其焊接开关柜的方法.pdf
本发明实施例适用于激光焊接技术领域,提供了一种激光焊接设备及其焊接开关柜的方法。该激光焊接设备包括机床、焊接头组件以及激光器,焊接头组件固定在机床上,激光器与焊接头组件连接。焊接头组件包括焊接头旋转台、焊接头、用于将激光束从激光器传输至焊接头的激光传导光纤、吹气保护装置以及坐标探测仪。激光传导光纤一端连接激光器,另一端与焊接头组件相连接,吹气保护装置同轴固定在焊接头最下端,坐标探测仪固定在焊接头一侧面。通过本发明设备及方法的应用,焊接开关柜时可有效避免产生飞溅、凹陷、虚焊、焊后变形过大及开关柜板面黑烟附着
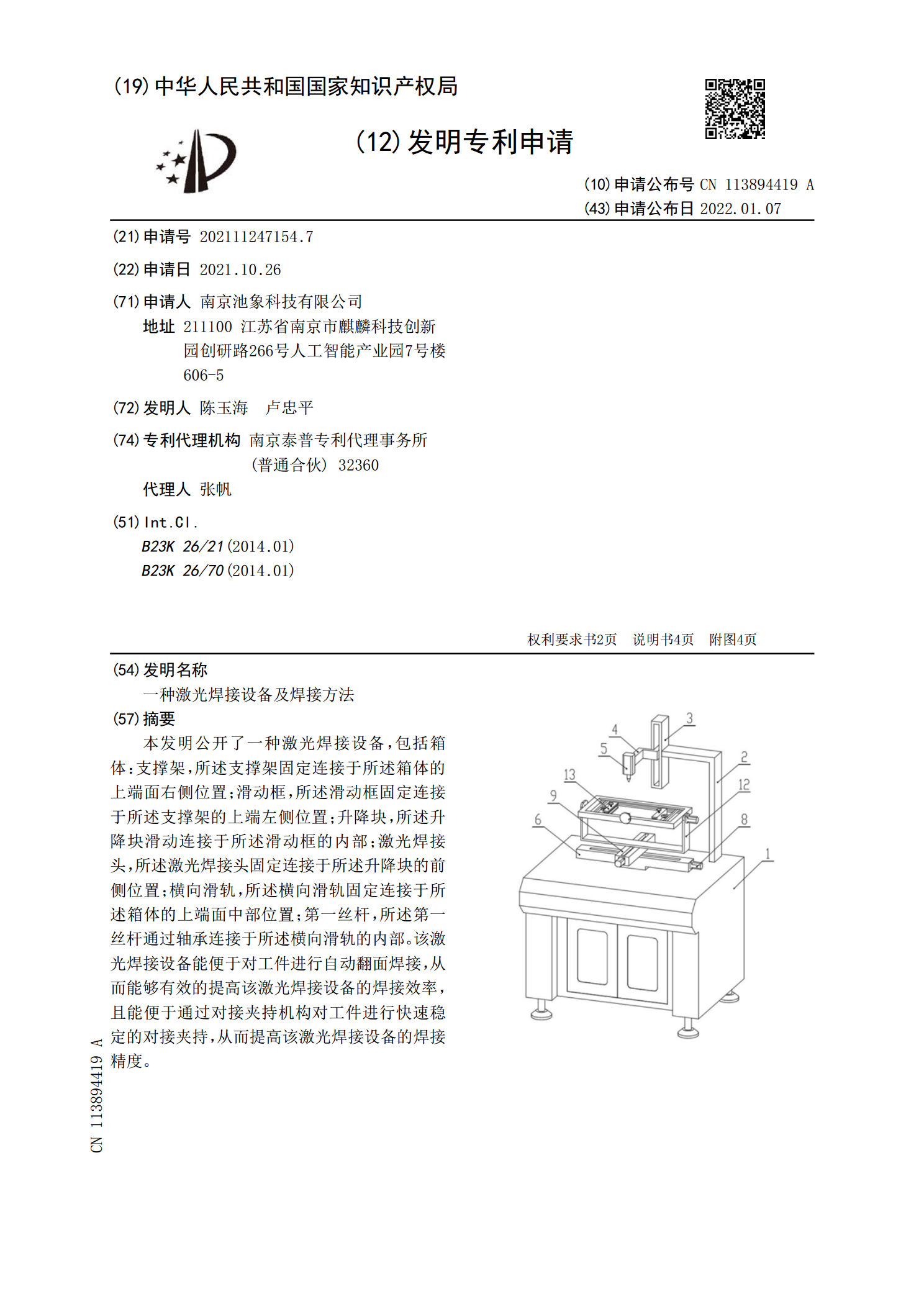
一种激光焊接设备及焊接方法.pdf
本发明公开了一种激光焊接设备,包括箱体:支撑架,所述支撑架固定连接于所述箱体的上端面右侧位置;滑动框,所述滑动框固定连接于所述支撑架的上端左侧位置;升降块,所述升降块滑动连接于所述滑动框的内部;激光焊接头,所述激光焊接头固定连接于所述升降块的前侧位置;横向滑轨,所述横向滑轨固定连接于所述箱体的上端面中部位置;第一丝杆,所述第一丝杆通过轴承连接于所述横向滑轨的内部。该激光焊接设备能便于对工件进行自动翻面焊接,从而能够有效的提高该激光焊接设备的焊接效率,且能便于通过对接夹持机构对工件进行快速稳定的对接夹持,从