
镍铬丝压装单元、镍铬丝压装设备及镍铬丝压装方法.pdf

努力****元恺


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
镍铬丝压装单元、镍铬丝压装设备及镍铬丝压装方法.pdf
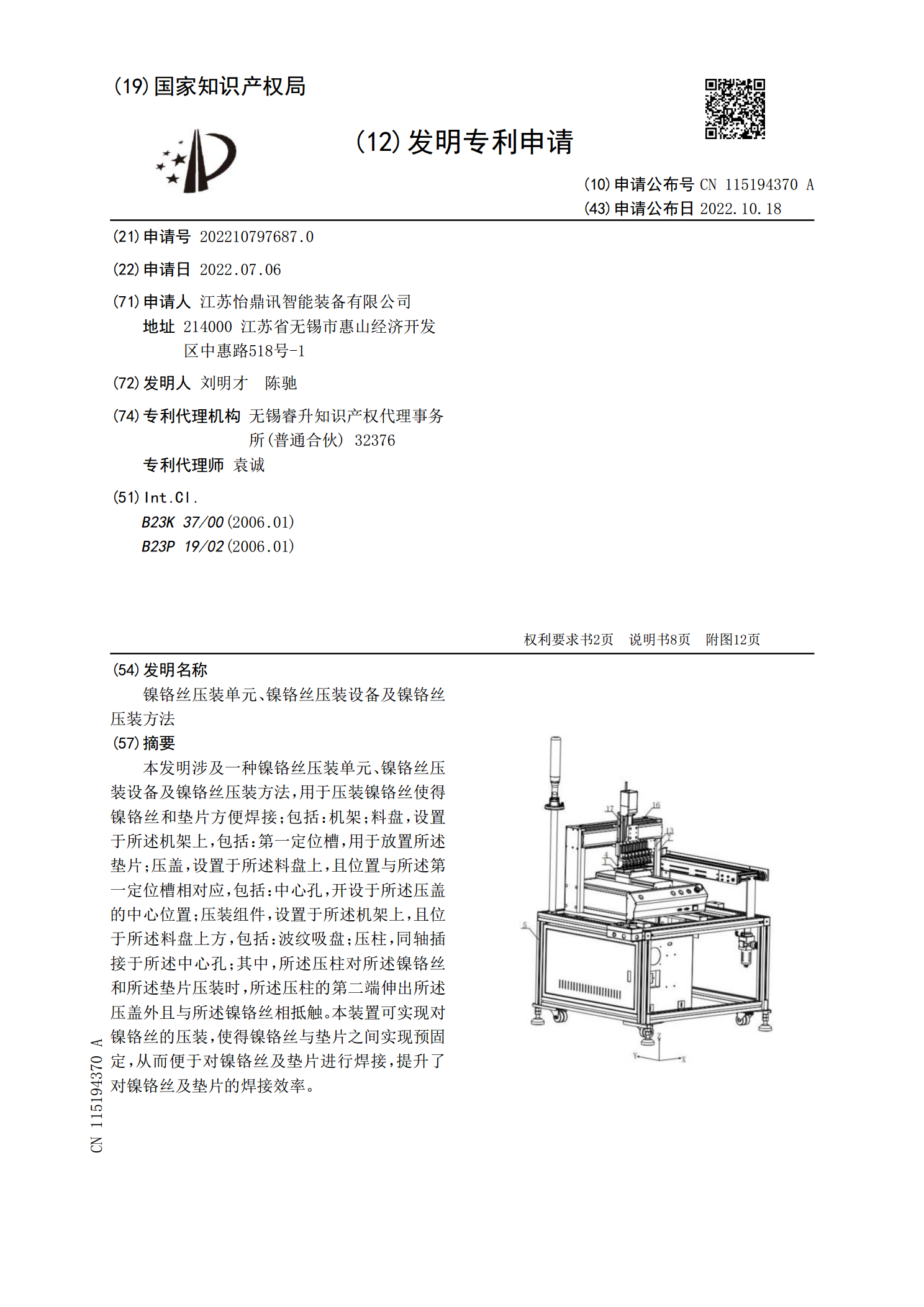
本发明涉及一种镍铬丝压装单元、镍铬丝压装设备及镍铬丝压装方法,用于压装镍铬丝使得镍铬丝和垫片方便焊接;包括:机架;料盘,设置于所述机架上,包括:第一定位槽,用于放置所述垫片;压盖,设置于所述料盘上,且位置与所述第一定位槽相对应,包括:中心孔,开设于所述压盖的中心位置;压装组件,设置于所述机架上,且位于所述料盘上方,包括:波纹吸盘;压柱,同轴插接于所述中心孔;其中,所述压柱对所述镍铬丝和所述垫片压装时,所述压柱的第二端伸出所述压盖外且与所述镍铬丝相抵触。本装置可实现对镍铬丝的压装,使得镍铬丝与垫片之间实现预
轮胎铅块压装机压装铅块的压装方法.pdf
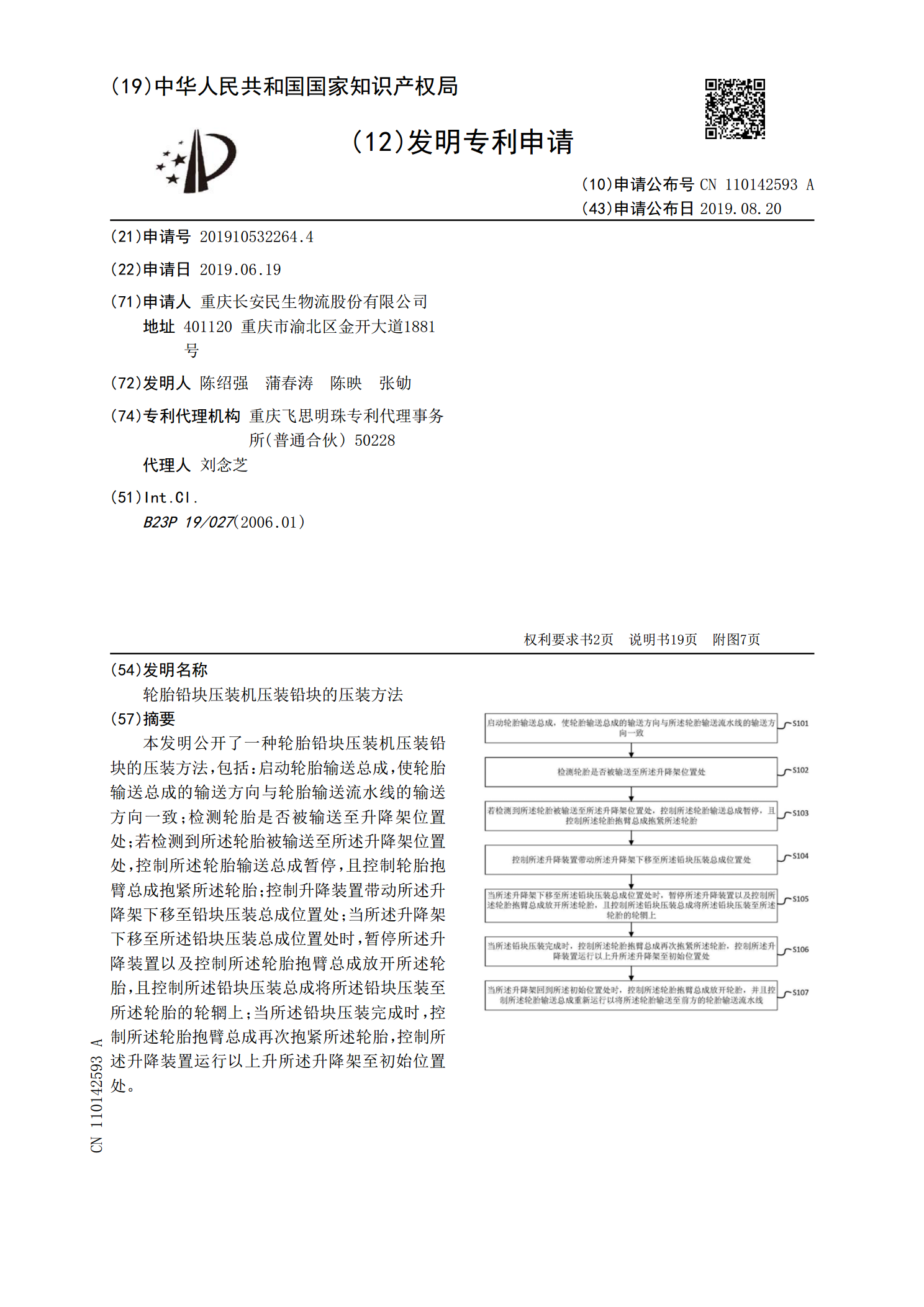
本发明公开了一种轮胎铅块压装机压装铅块的压装方法,包括:启动轮胎输送总成,使轮胎输送总成的输送方向与轮胎输送流水线的输送方向一致;检测轮胎是否被输送至升降架位置处;若检测到所述轮胎被输送至所述升降架位置处,控制所述轮胎输送总成暂停,且控制轮胎抱臂总成抱紧所述轮胎;控制升降装置带动所述升降架下移至铅块压装总成位置处;当所述升降架下移至所述铅块压装总成位置处时,暂停所述升降装置以及控制所述轮胎抱臂总成放开所述轮胎,且控制所述铅块压装总成将所述铅块压装至所述轮胎的轮辋上;当所述铅块压装完成时,控制所述轮胎抱臂总
压装螺母和压装连接机构以及用于制造压装螺母和压装连接机构的方法.pdf
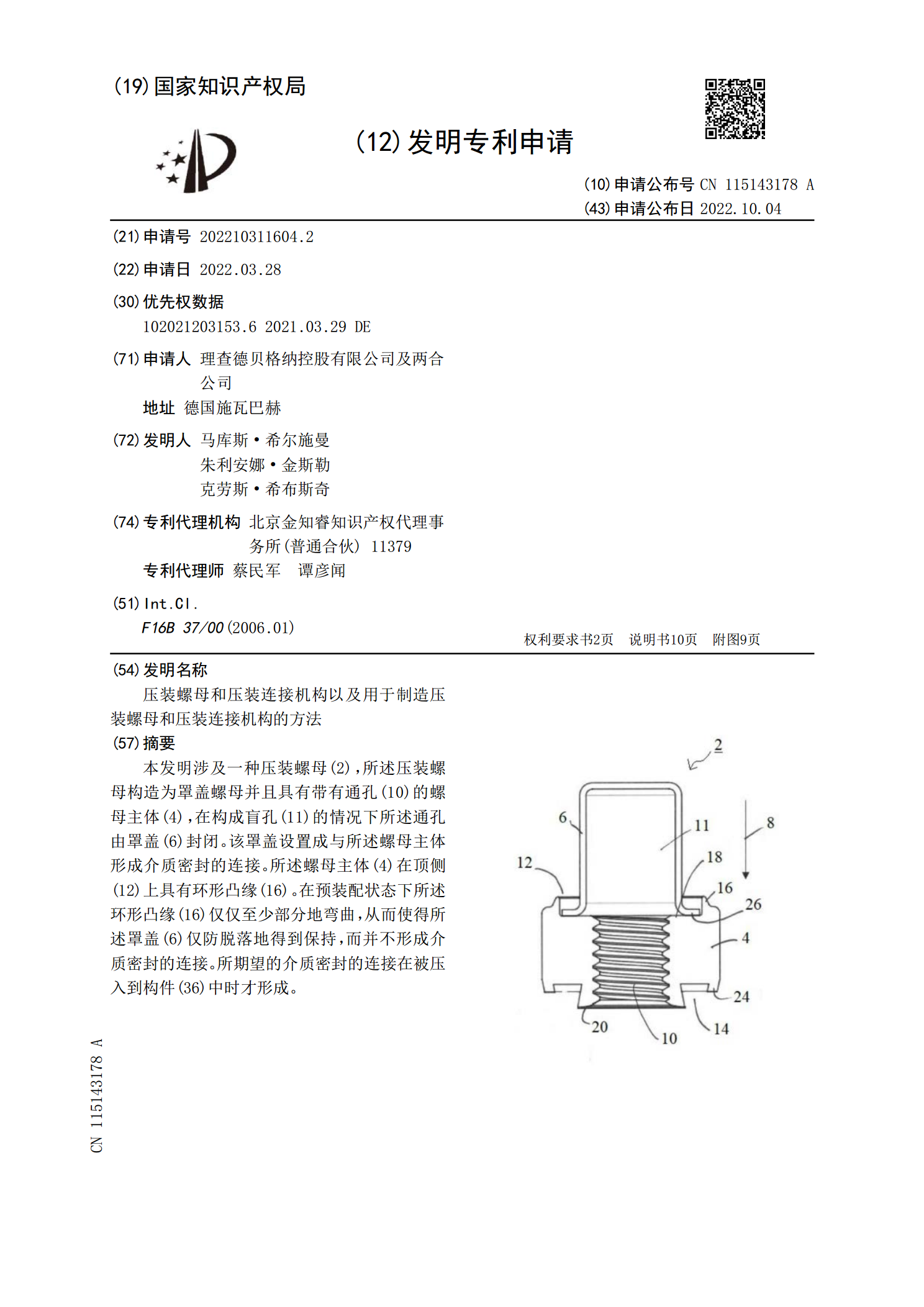
本发明涉及一种压装螺母(2),所述压装螺母构造为罩盖螺母并且具有带有通孔(10)的螺母主体(4),在构成盲孔(11)的情况下所述通孔由罩盖(6)封闭。该罩盖设置成与所述螺母主体形成介质密封的连接。所述螺母主体(4)在顶侧(12)上具有环形凸缘(16)。在预装配状态下所述环形凸缘(16)仅仅至少部分地弯曲,从而使得所述罩盖(6)仅防脱落地得到保持,而并不形成介质密封的连接。所期望的介质密封的连接在被压入到构件(36)中时才形成。

一种双联斜齿轮的压装夹具及压装方法.pdf
本发明属于传动系统中分体式双联齿轮压装技术领域,提出的一种双联斜齿轮的压装夹具包括夹具体(1)、弹性销(6)、支撑载体Ⅰ、支撑载体Ⅱ和压紧机构(12);在夹具体(1)所具有的圆形凹槽内沿圆周均布有三个弹性销(6),设置有用于对内圈齿轮带“0”标记齿(11)进行定位的支撑载体Ⅰ和用于对外圈齿轮带“0”标记齿(10)进行定位的支撑载体Ⅱ;支撑载体Ⅰ包括支撑体Ⅰ(2)、插销Ⅰ(3)和锁紧螺钉Ⅰ(15);支撑载体Ⅱ包括支撑体Ⅱ(8)、插销Ⅱ(9)和锁紧螺钉Ⅱ(7);在夹具体(1)的上方具有对外圈齿轮(4)进行压紧
液压泵惰齿轮部件压装组件及其压装方法.pdf
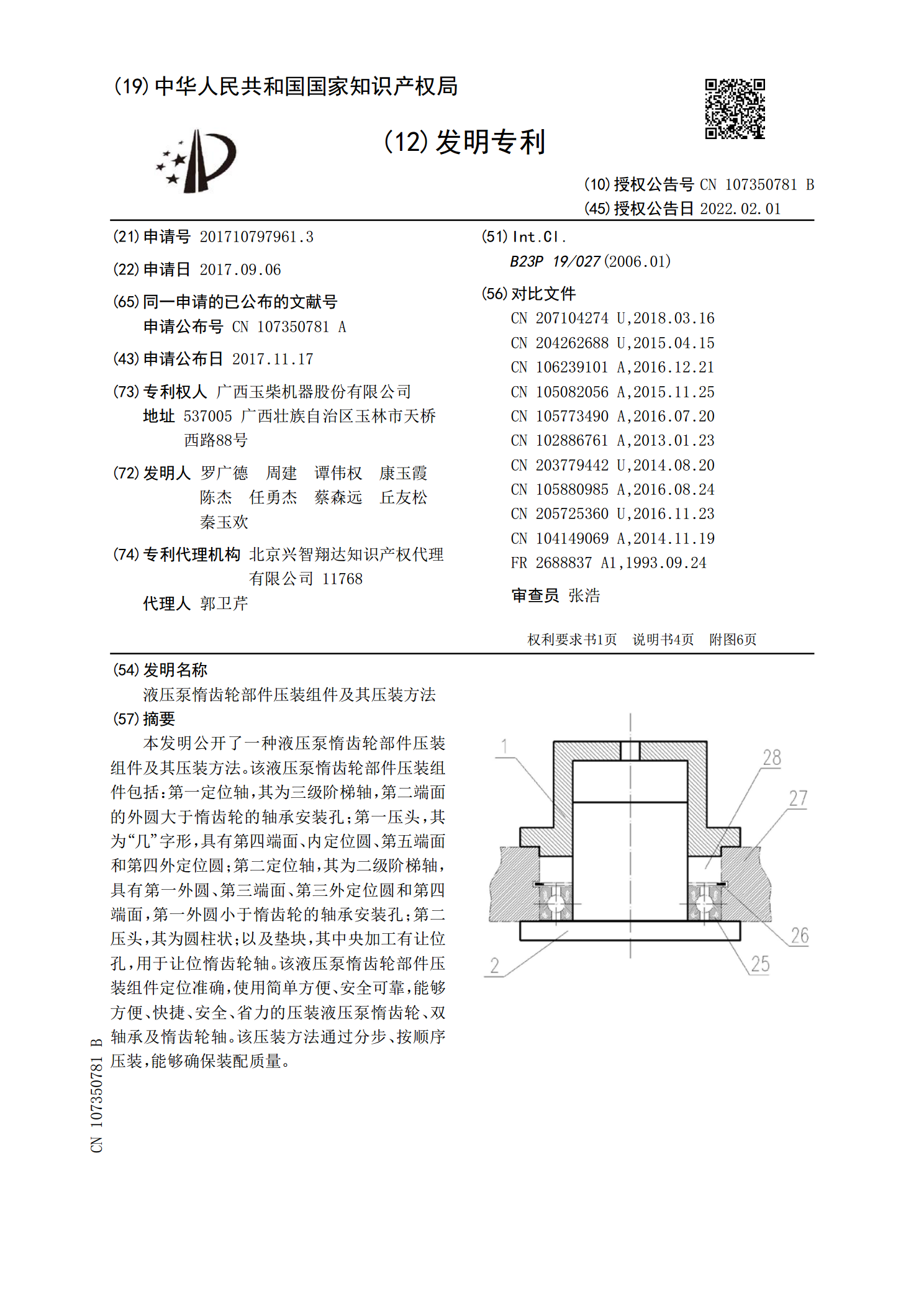
本发明公开了一种液压泵惰齿轮部件压装组件及其压装方法。该液压泵惰齿轮部件压装组件包括:第一定位轴,其为三级阶梯轴,第二端面的外圆大于惰齿轮的轴承安装孔;第一压头,其为“几”字形,具有第四端面、内定位圆、第五端面和第四外定位圆;第二定位轴,其为二级阶梯轴,具有第一外圆、第三端面、第三外定位圆和第四端面,第一外圆小于惰齿轮的轴承安装孔;第二压头,其为圆柱状;以及垫块,其中央加工有让位孔,用于让位惰齿轮轴。该液压泵惰齿轮部件压装组件定位准确,使用简单方便、安全可靠,能够方便、快捷、安全、省力的压装液压泵惰齿轮、