
液压泵惰齿轮部件压装组件及其压装方法.pdf

一只****iu

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
液压泵惰齿轮部件压装组件及其压装方法.pdf
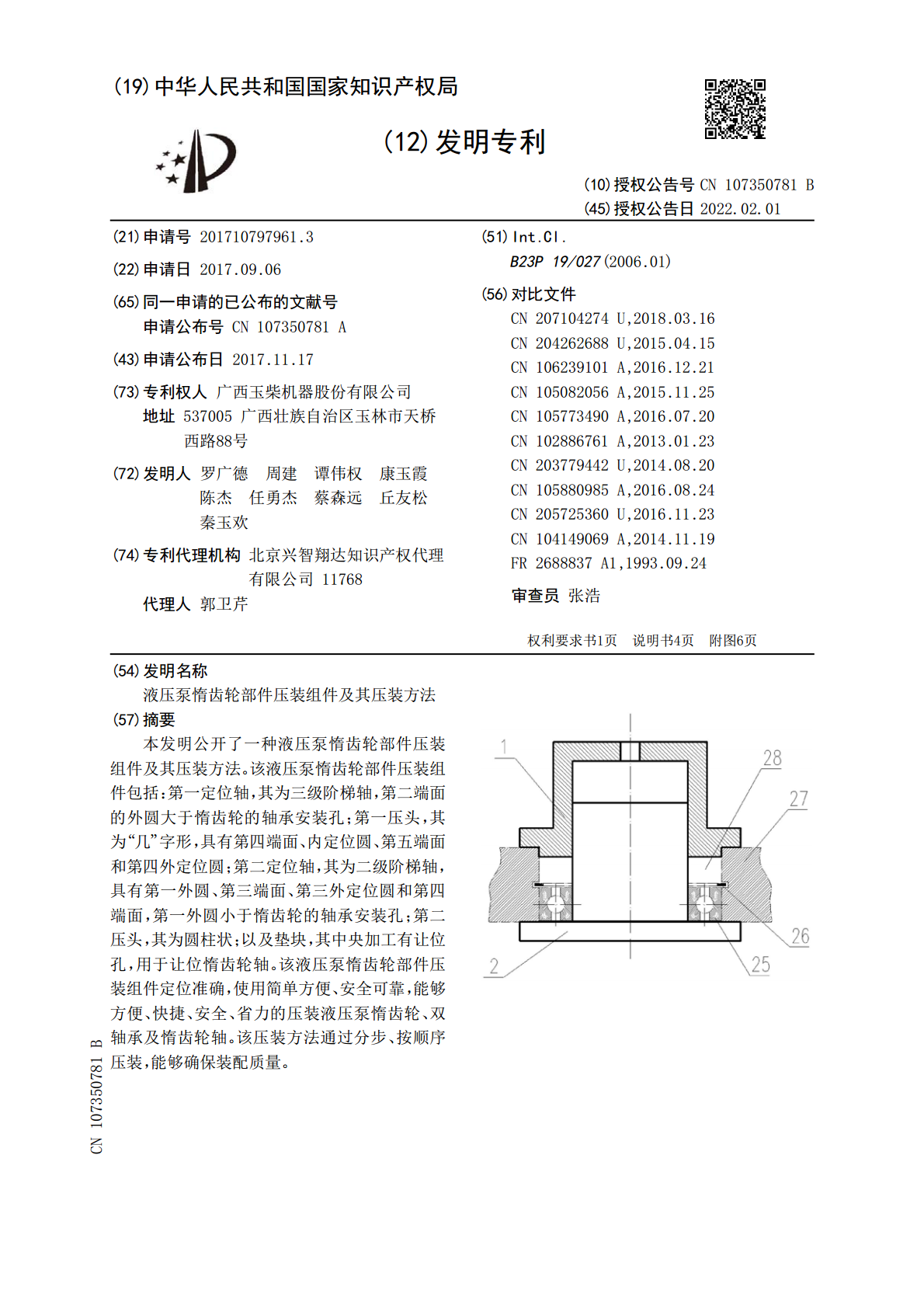
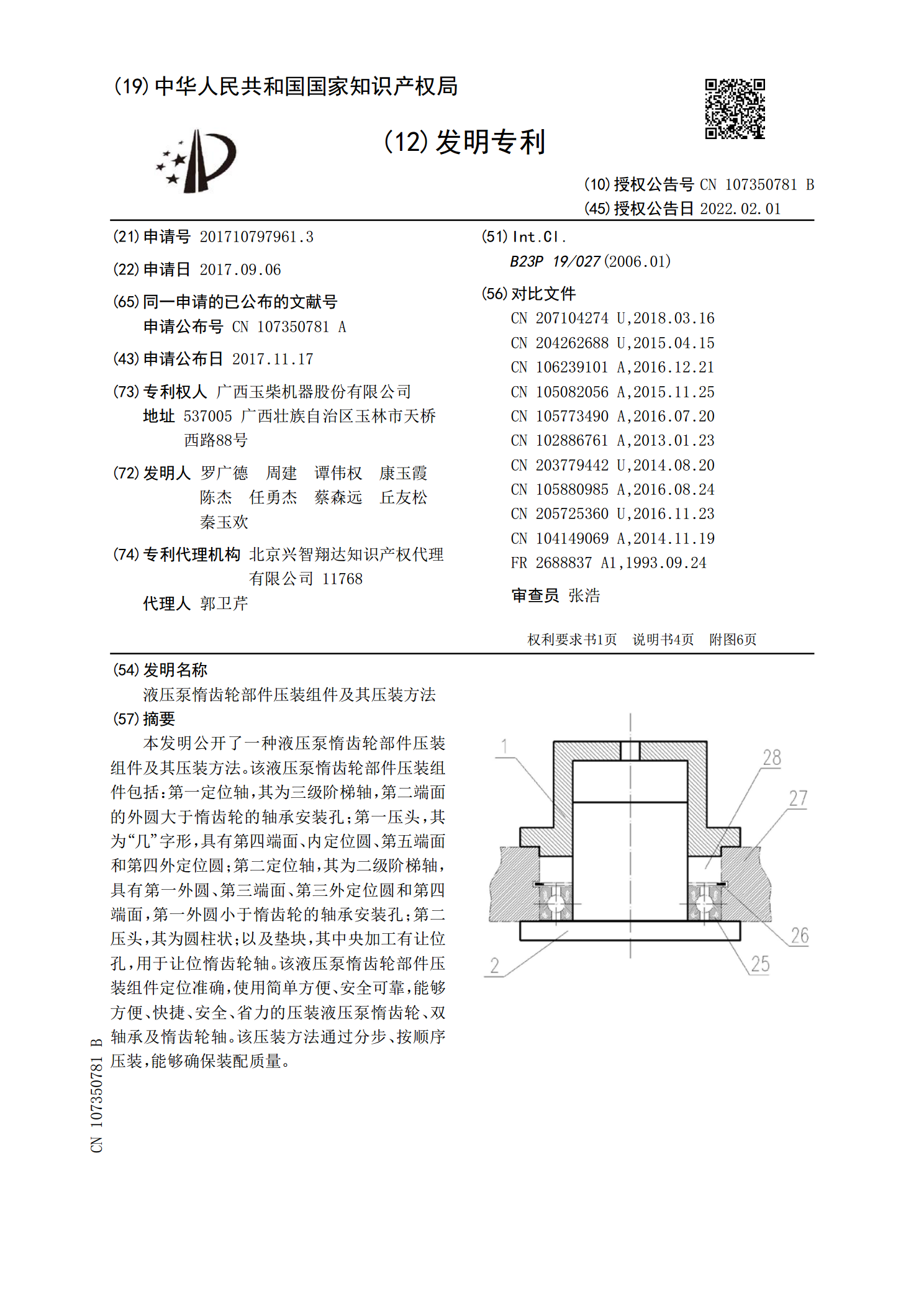
本发明公开了一种液压泵惰齿轮部件压装组件及其压装方法。该液压泵惰齿轮部件压装组件包括:第一定位轴,其为三级阶梯轴,第二端面的外圆大于惰齿轮的轴承安装孔;第一压头,其为“几”字形,具有第四端面、内定位圆、第五端面和第四外定位圆;第二定位轴,其为二级阶梯轴,具有第一外圆、第三端面、第三外定位圆和第四端面,第一外圆小于惰齿轮的轴承安装孔;第二压头,其为圆柱状;以及垫块,其中央加工有让位孔,用于让位惰齿轮轴。该液压泵惰齿轮部件压装组件定位准确,使用简单方便、安全可靠,能够方便、快捷、安全、省力的压装液压泵惰齿轮、
电机转轴顶部齿轮压入装置及其压装方法.pdf
本发明公开了一种电机转轴顶部齿轮压入装置,包括进料流水线、压装装置、检测装置、卸料排出装置和工作台,进料流水线安装在工作台的左侧,卸料排出装置安装在工作台的右侧,其特征在于:所述进料流水线包括流水线,所述流水线上安装有放料槽,流水线的出料端设有安装在工作台上的立柱,立柱上设有通过电机一带动运动的旋转臂,所述旋转臂的两侧设有气爪;本发明的有益效果是,本发明的压装技术手段设计的更为巧妙,同时压装的速度也快,操作方便,节约了人力物力,使生产效率大大提高,适合推广使用。

航天阀门填料密封组件及其装压方法.pptx
航天阀门填料密封组件及其装压方法目录添加目录项标题航天阀门填料密封组件填料密封组件的构成填料密封组件的作用填料密封组件的性能要求填料密封组件的材料选择航天阀门填料密封组件的装压方法装压前的准备工作装压过程的步骤装压过程中的注意事项装压后的检测与调试航天阀门填料密封组件的应用场景在航天领域的应用情况在其他领域的应用探索填料密封组件的发展趋势填料密封组件的应用前景航天阀门填料密封组件的维护与保养日常维护与保养的方法定期检查与更换填料的时机填料密封组件的维修与更换步骤提高填料密封组件使用寿命的措施感谢观看

一种双联斜齿轮的压装夹具及压装方法.pdf
本发明属于传动系统中分体式双联齿轮压装技术领域,提出的一种双联斜齿轮的压装夹具包括夹具体(1)、弹性销(6)、支撑载体Ⅰ、支撑载体Ⅱ和压紧机构(12);在夹具体(1)所具有的圆形凹槽内沿圆周均布有三个弹性销(6),设置有用于对内圈齿轮带“0”标记齿(11)进行定位的支撑载体Ⅰ和用于对外圈齿轮带“0”标记齿(10)进行定位的支撑载体Ⅱ;支撑载体Ⅰ包括支撑体Ⅰ(2)、插销Ⅰ(3)和锁紧螺钉Ⅰ(15);支撑载体Ⅱ包括支撑体Ⅱ(8)、插销Ⅱ(9)和锁紧螺钉Ⅱ(7);在夹具体(1)的上方具有对外圈齿轮(4)进行压紧
齿轮和轴承的压装装置及压装方法.pdf
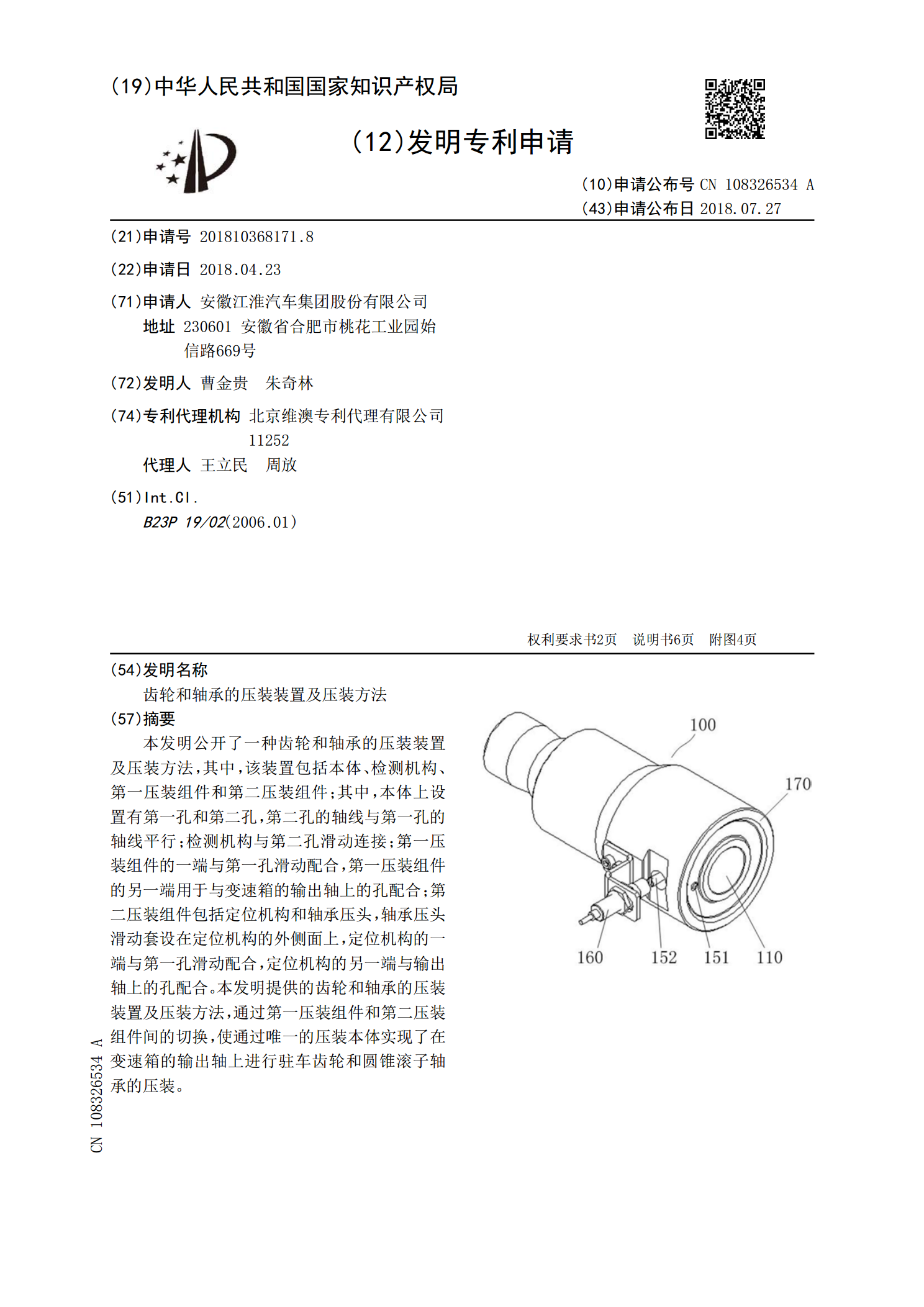
本发明公开了一种齿轮和轴承的压装装置及压装方法,其中,该装置包括本体、检测机构、第一压装组件和第二压装组件;其中,本体上设置有第一孔和第二孔,第二孔的轴线与第一孔的轴线平行;检测机构与第二孔滑动连接;第一压装组件的一端与第一孔滑动配合,第一压装组件的另一端用于与变速箱的输出轴上的孔配合;第二压装组件包括定位机构和轴承压头,轴承压头滑动套设在定位机构的外侧面上,定位机构的一端与第一孔滑动配合,定位机构的另一端与输出轴上的孔配合。本发明提供的齿轮和轴承的压装装置及压装方法,通过第一压装组件和第二压装组件间的切