
一种镍基高温合金铝硅固体粉末渗铝剂及渗铝方法.pdf

戊午****jj

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基高温合金铝硅固体粉末渗铝剂及渗铝方法.pdf
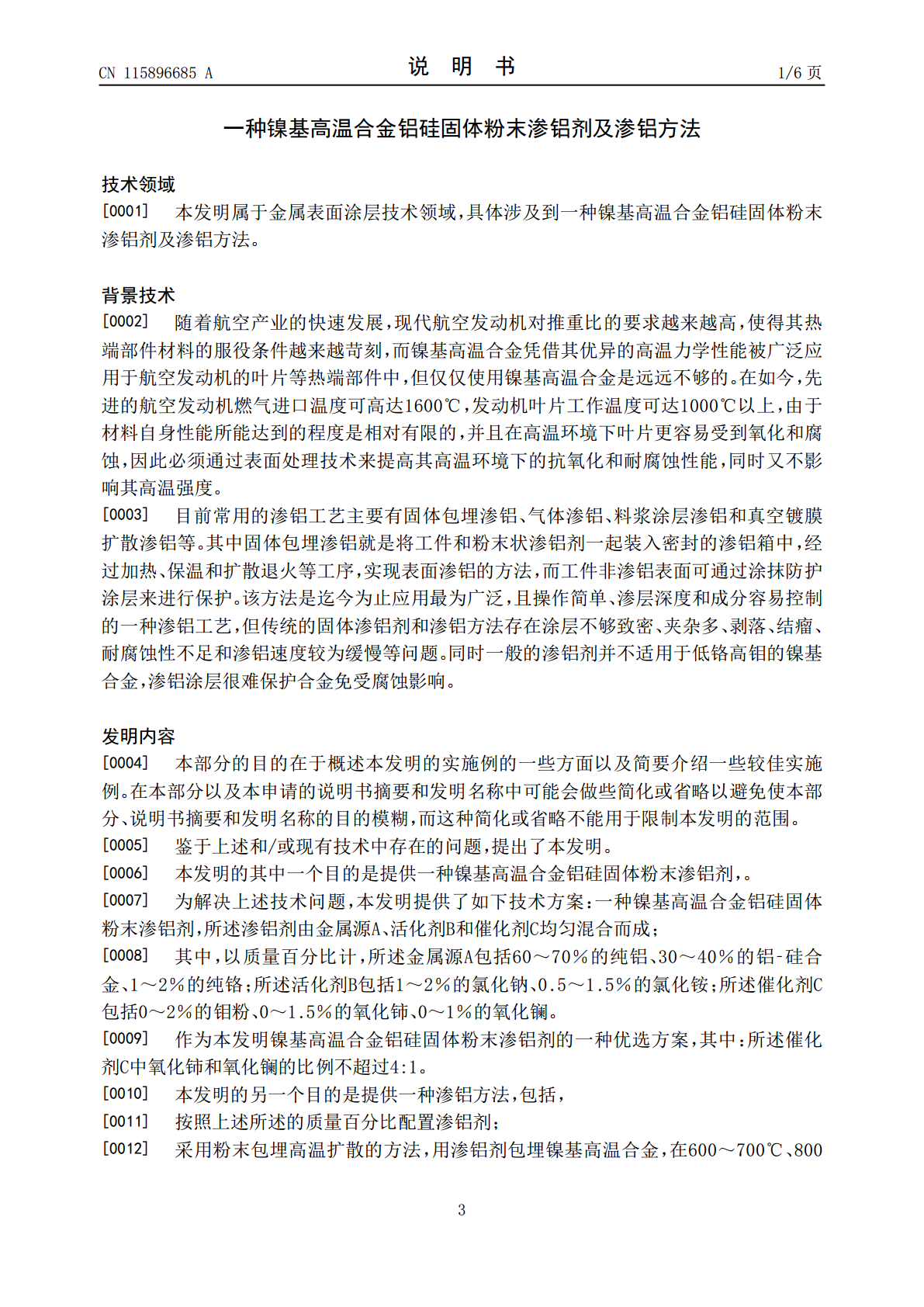
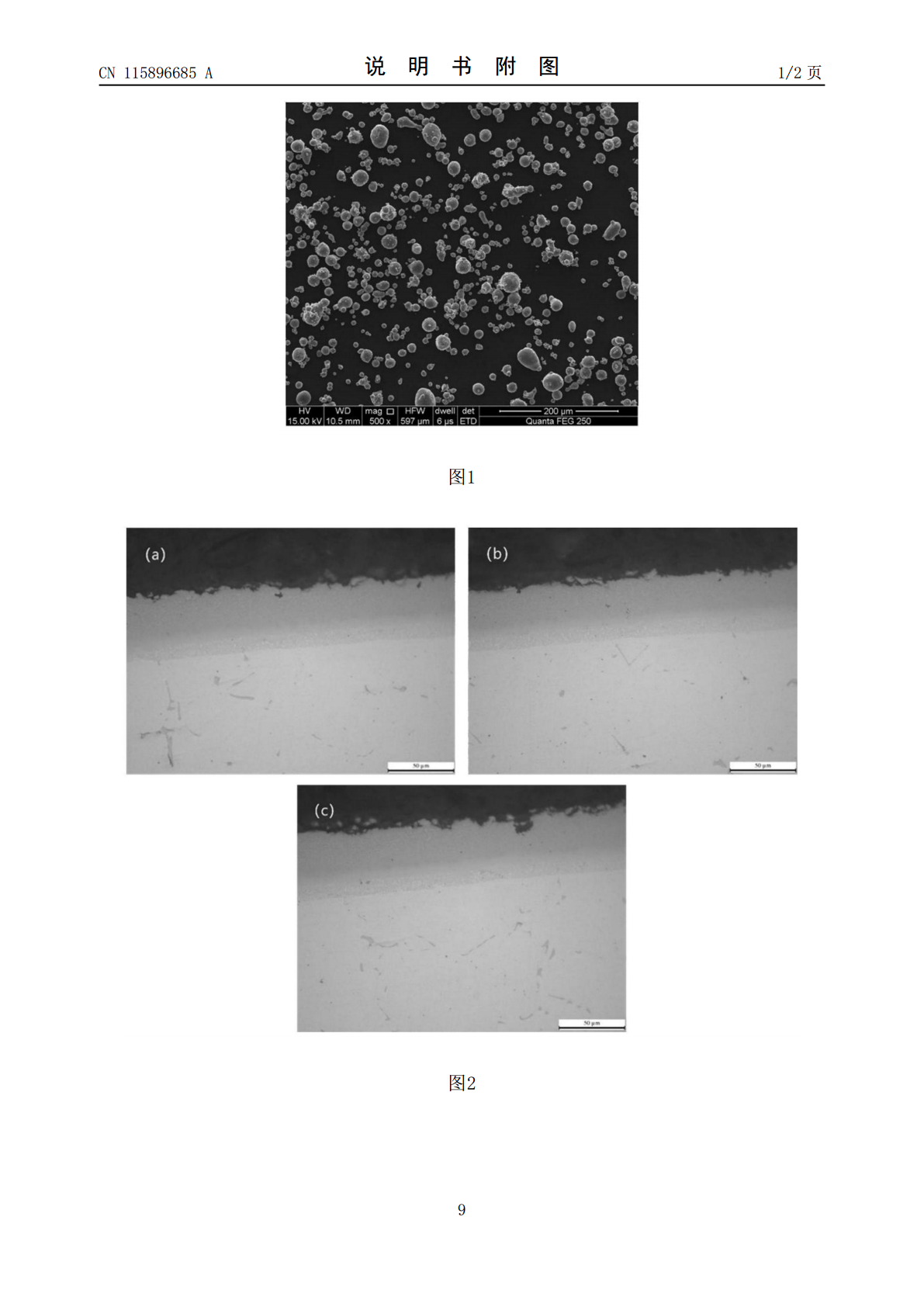
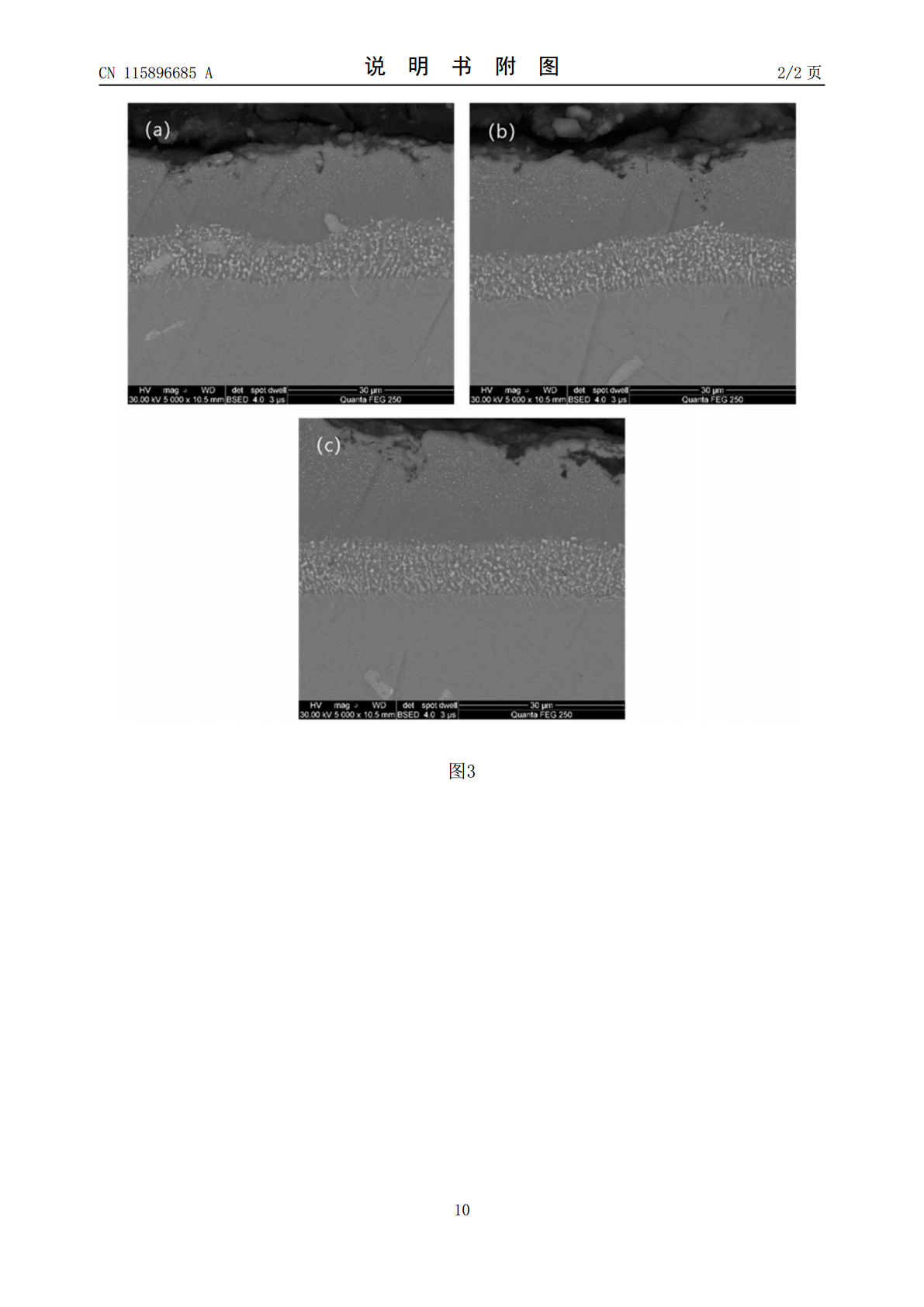
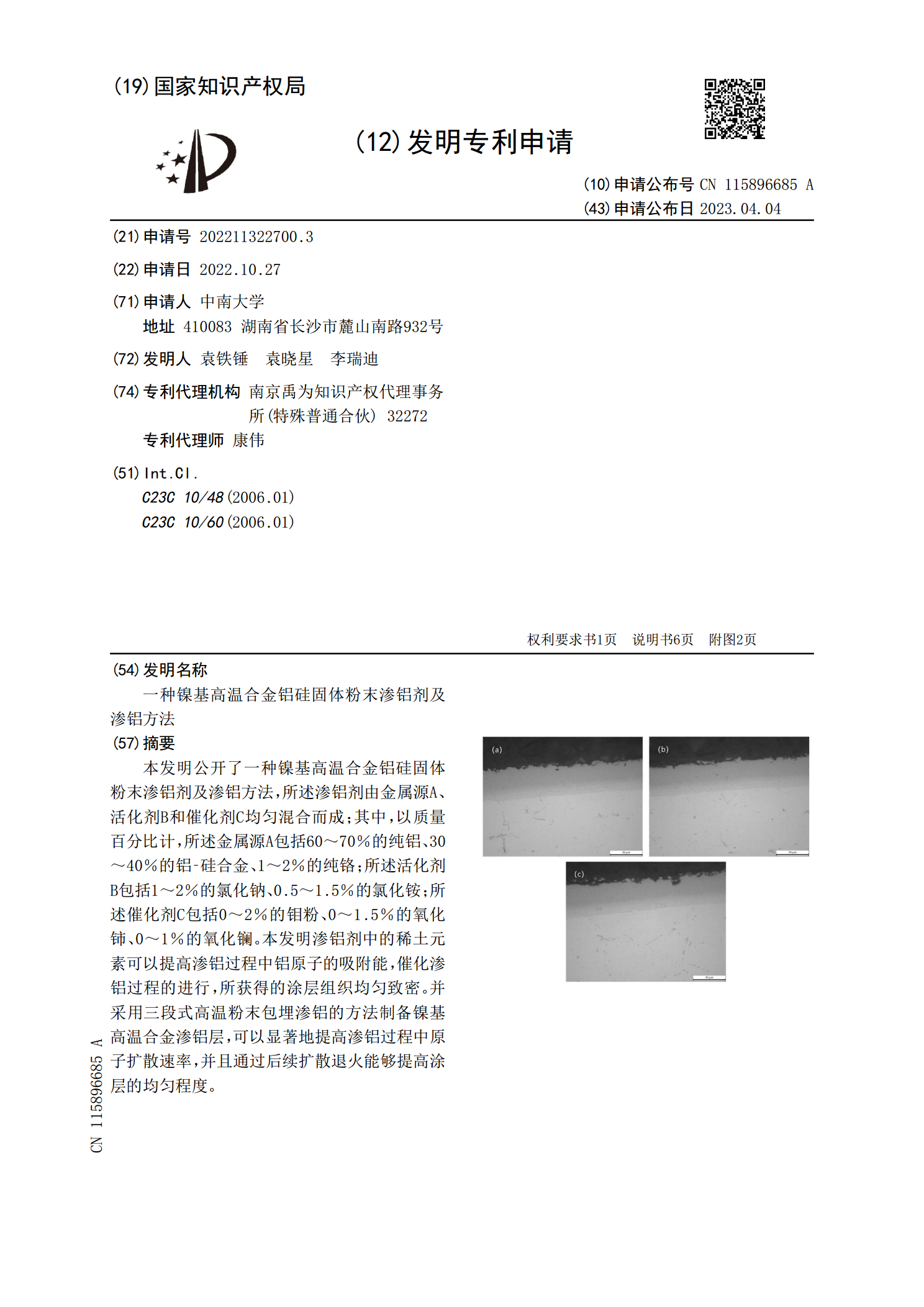
本发明公开了一种镍基高温合金铝硅固体粉末渗铝剂及渗铝方法,所述渗铝剂由金属源A、活化剂B和催化剂C均匀混合而成;其中,以质量百分比计,所述金属源A包括60~70%的纯铝、30~40%的铝‑硅合金、1~2%的纯铬;所述活化剂B包括1~2%的氯化钠、0.5~1.5%的氯化铵;所述催化剂C包括0~2%的钼粉、0~1.5%的氧化铈、0~1%的氧化镧。本发明渗铝剂中的稀土元素可以提高渗铝过程中铝原子的吸附能,催化渗铝过程的进行,所获得的涂层组织均匀致密。并采用三段式高温粉末包埋渗铝的方法制备镍基高温合金渗铝层,可以

一种镍基高温合金表面渗铝方法和产品及镍基高温合金表面铝铬硅固体粉末渗铝剂.pdf
本发明公开了一种镍基高温合金表面渗铝方法和产品及镍基高温合金表面铝铬硅固体粉末渗铝剂。其包括采用放电等离子烧结法,将所述镍基合金与渗铝剂装入石墨模具,快速升温至1000℃,于放电等离子炉中保温30min。渗铝剂包括铬粉1.5~2.5%,氧化铝79~80%,铝硅合金粉18~18.5%本发明运用放电等离子烧结的温度场,电场,磁场加速原子扩散,能够快速得到理想的渗铝层。本发明结合放电等离子烧结的优势,细化晶粒,获得大量晶界,晶界不仅能起到强化作用,而且能够提供一个快速的扩散通道,提高扩散效率。本发明产品具有耐高

固体粉末包埋扩散渗铝技术简介-渗铝车间.pdf
渗铝最新技术——固体粉末包埋扩散渗铝技术第一部分固体粉末包埋扩散渗铝技术简介1、固体粉末包埋扩散渗铝技术在我国的发展固体粉末包埋扩散渗铝技术早在40年代就已出现,50年代由原苏联传入我国,由于该项技术工艺复杂,渗铝成本较高,我国仅在军工等行业有少量应用。美国、日本等国家从60年代末期开始研究将固体粉包埋扩散渗铝材料用于石化行业的受压元件,以解决加工高硫原油的设备腐蚀问题和材料高温氧化问题。采用固体粉末包埋扩散渗铝技术加工的渗铝材料除具备渗铝钢的抗高温氧化和耐腐蚀等特性以外,还具有良好的再加工性和焊接性能。
一种铝硅料浆渗铝硅的方法.pdf
本发明提供了一种铝硅料浆渗铝硅的方法,包括球磨料浆、吹砂、喷涂、固化、真空扩散、喷丸清理,喷涂步骤包括以下步骤:将球磨好的铝硅料浆倒入喷枪内,以0.2MPa~0.25MPa压力喷涂在已吹砂的工件表面;将所述喷涂好的工件在80℃±5℃下烘10~20min至涂层发白;重复1至2步骤2~4次得到涂层厚度为50~100μm;然后进入80℃±5℃固化步骤,用涂层测厚仪测量涂层厚度,<50μm则按1至2步骤补喷,直至50~100μm。然后进入涂层最终固化:80℃±5℃下烘0.5h,升至340℃±5℃。出炉冷却后,用涂

K418B合金的渗铝铬用渗剂及制备方法、渗铝铬方法.pdf
本发明涉及一种K418B合金的渗铝铬用渗剂及其制备方法、以及K418B合金的渗铝铬方法。该渗铝铬用渗剂的成分包括质量百分比为38-42%的铬粉、8-10%的铝粉,余量为氧化铝粉;配置方法为(1)先将氧化铝粉在1000-1100℃中进行焙烧7-8h,然后随炉冷却至400℃以下出炉;(2)按上述渗剂组成的百分比进行配料;(3)将配好的渗剂装入球磨机球磨2-4h。应用该渗剂的渗铝铬方法包括零件预处理、装箱、气体渗铝铬、清洗零件、试料的金相检测工序。用该方法处理后的渗铝铬层深度为0.025-0.06mm,显著提高