
气体辅助注塑成型的原理及优点.doc

kp****93


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

气体辅助注塑成型的原理及优点.doc
气体辅助注塑成型的原理及优点气体辅助注塑成型具有注射压力低、制品翘曲变形小、表面质量好以及易于加工壁厚差异较大的制品等优点,近年来发展很快。它在发达国家用于商业化的塑料制品生产差不多已有20多年。气体辅助注塑成型包括塑料熔体注射和气体(一般采用氮气)注射成型两部分。与传统的注射成型工艺相比,气体辅助注塑成型有更多的工艺参数需要确定和控制,因而对于制品设计、模具设计和成型过程的控制都有特殊的要求。气体辅助注射成型过程首先是向模腔内进行树脂的欠料注射,然后把经过高压压缩的氮气导入熔融物料当中,气体沿着阻力最小
一种气体辅助成型注塑模具及注塑方法.pdf
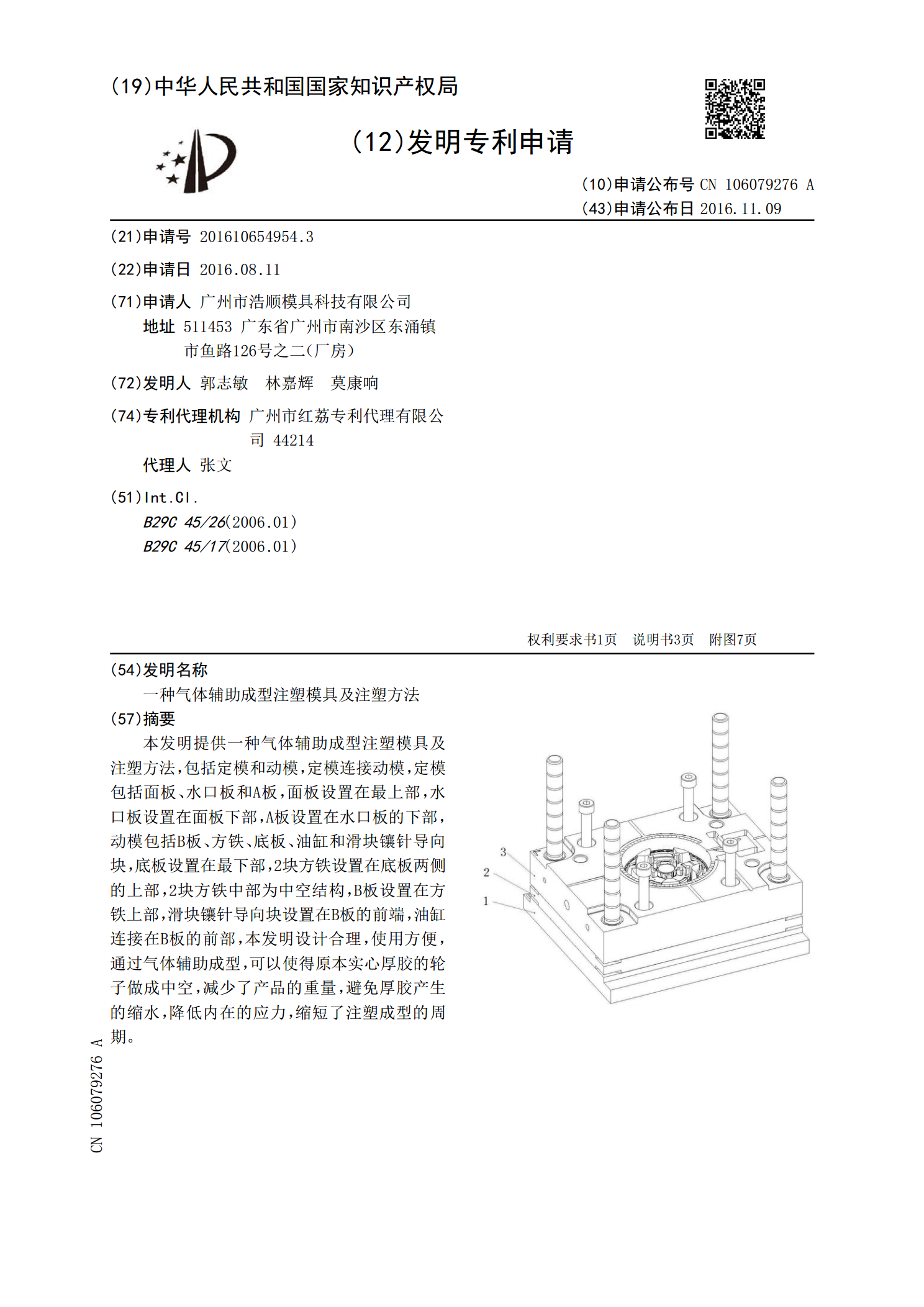
本发明提供一种气体辅助成型注塑模具及注塑方法,包括定模和动模,定模连接动模,定模包括面板、水口板和A板,面板设置在最上部,水口板设置在面板下部,A板设置在水口板的下部,动模包括B板、方铁、底板、油缸和滑块镶针导向块,底板设置在最下部,2块方铁设置在底板两侧的上部,2块方铁中部为中空结构,B板设置在方铁上部,滑块镶针导向块设置在B板的前端,油缸连接在B板的前部,本发明设计合理,使用方便,通过气体辅助成型,可以使得原本实心厚胶的轮子做成中空,减少了产品的重量,避免厚胶产生的缩水,降低内在的应力,缩短了注塑成型

气体辅助注射成型技术原理及应用.doc
气体辅助注射成型技术原理及应用2005-09-2011:06:10本文详细介绍了气体辅助注射成型技术的工艺过程与装备,分析了气体辅助注射成型的特点和应用,并对气体辅助注射成型CAE技术作了简要说明。◆华中科技大学模具技术国家重点实验室黄志高周华民◆广东科龙模具有限公司余敏霞气体辅助注射成型(Gas-AssistedInjectionMolding,GAIM)技术最早可追溯到20世纪70年代,该技术在20世纪80年代末得到了完善并实现了商品化。从20世纪90年代开始,作为一项成功的技术,气体辅助注射成型技术
气体辅助注射成型.ppt
气体辅助注射成型工艺过程气体辅助注射成型周期可分为六个阶段:⑸气体释放阶段:使气体入口压力降到零。⑹冷却开模阶段:将制品冷却到具有一定刚度和强度后开模取出制品。/气体辅助注射成型设备⑶.气体喷嘴有两类:一类是主流道式喷嘴,即塑料熔体和气体同一个喷嘴,塑料熔体注射结束后,喷嘴切换到气体通路上实现气体注射;另一类是气体通路专用喷嘴。/气体辅助注射成型方法⑶.熔体回流法与副腔成型法类似,气体注入时多余的熔体流回注射机的料筒。/⑷.活动型芯法在模腔中设置活动型芯气体推动熔体使活动型芯从型腔中退出,让出所需的空间,
注塑机原理及成型工艺.ppt
注塑机工作原理工艺Husky瓶盖机1.注射部件2、塑化部件螺杆式塑化部件的工作原理3、合模部件5、液压系统注塑机控制油路的模块有:压力/流量控制模块(P/Q油路块)、注射/预塑控制模块、合模控制模块、顶出控制模块注塑机液压系统及其组成液压组件的灵敏性、可靠性、静音性和安全性都有很高的要求。6、控制系统开、闭环控制系统压力和速度控制电器元件机械手三、瓶胚生产工艺瓶盖生产工艺流程PET塑料简介二、HDPE塑料简介注塑成型工艺四、常见品质缺陷及处理方法四、注塑机保养日保养部位部位部位部位部位部位部位