
气体辅助注射成型.ppt

kp****93

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
气体辅助注射成型.ppt
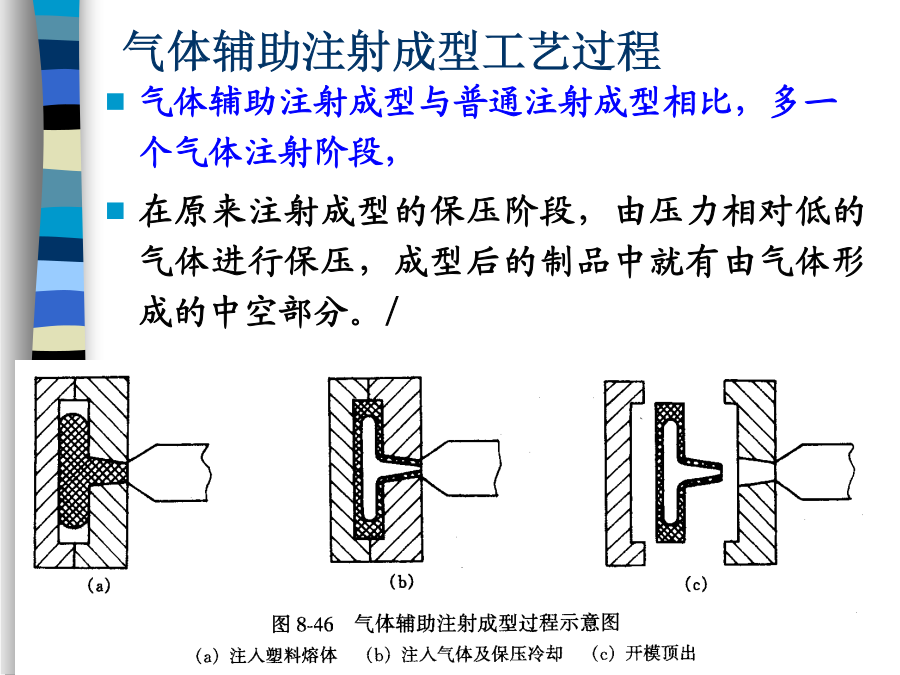
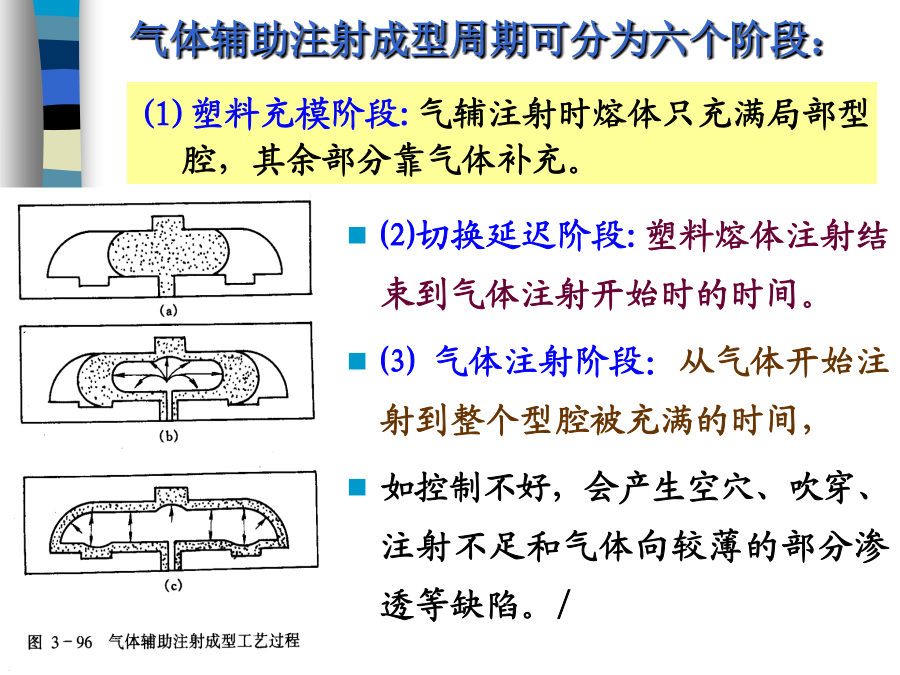
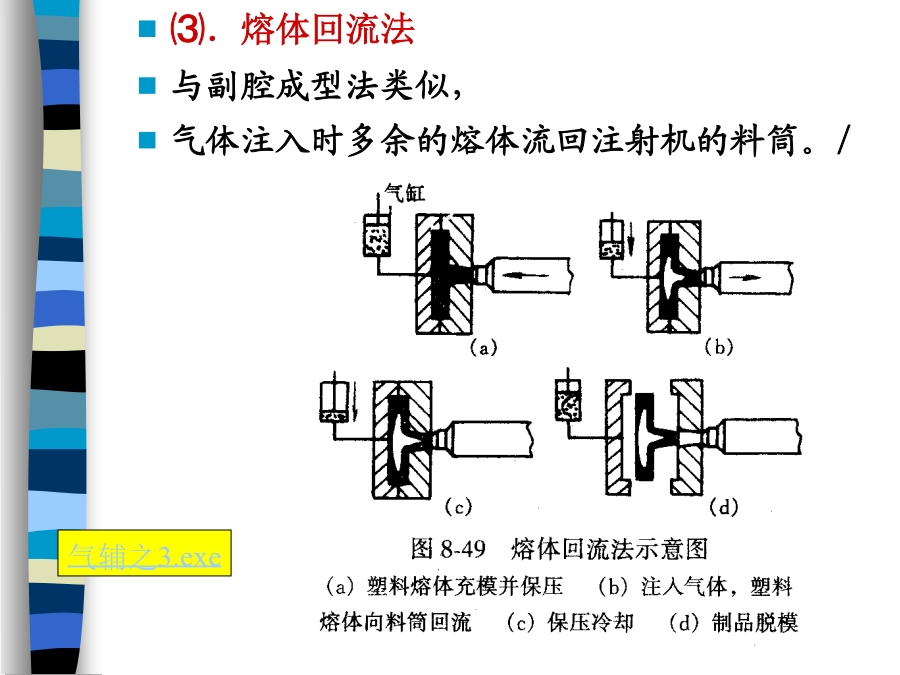
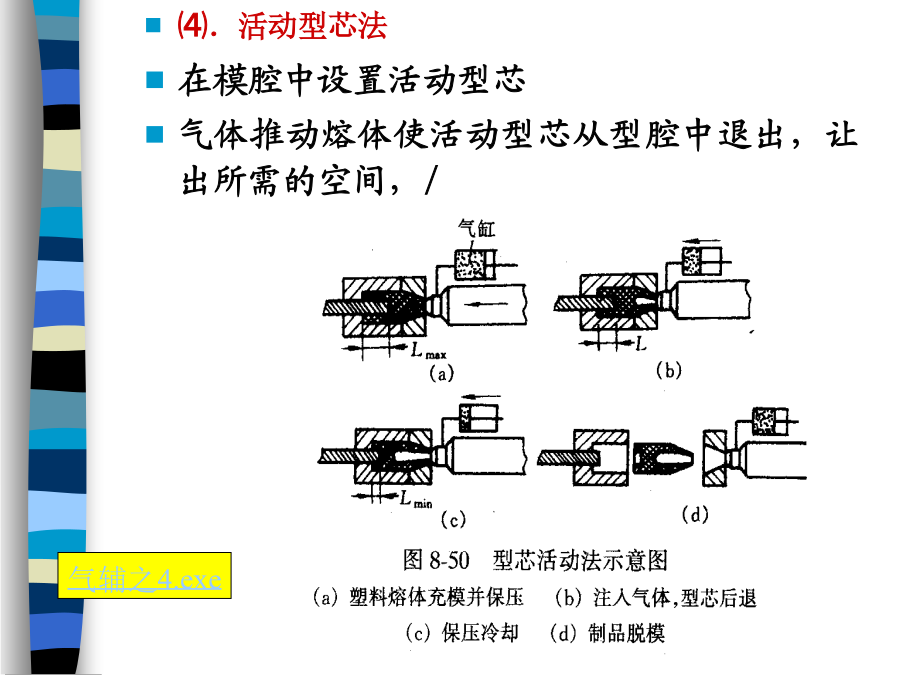
气体辅助注射成型工艺过程气体辅助注射成型周期可分为六个阶段:⑸气体释放阶段:使气体入口压力降到零。⑹冷却开模阶段:将制品冷却到具有一定刚度和强度后开模取出制品。/气体辅助注射成型设备⑶.气体喷嘴有两类:一类是主流道式喷嘴,即塑料熔体和气体同一个喷嘴,塑料熔体注射结束后,喷嘴切换到气体通路上实现气体注射;另一类是气体通路专用喷嘴。/气体辅助注射成型方法⑶.熔体回流法与副腔成型法类似,气体注入时多余的熔体流回注射机的料筒。/⑷.活动型芯法在模腔中设置活动型芯气体推动熔体使活动型芯从型腔中退出,让出所需的空间,

气体辅助注射成型ppt课件.ppt
气体辅助注射成型工艺过程气体辅助注射成型周期可分为六个阶段:⑸气体释放阶段:使气体入口压力降到零。⑹冷却开模阶段:将制品冷却到具有一定刚度和强度后开模取出制品。/气体辅助注射成型设备⑶.气体喷嘴有两类:一类是主流道式喷嘴,即塑料熔体和气体同一个喷嘴,塑料熔体注射结束后,喷嘴切换到气体通路上实现气体注射;另一类是气体通路专用喷嘴。/⑶.熔体回流法与副腔成型法类似,气体注入时多余的熔体流回注射机的料筒。/⑷.活动型芯法在模腔中设置活动型芯气体推动熔体使活动型芯从型腔中退出,让出所需的空间,/气体辅助注射成型特

气体辅助注射成型PPT学习教案.pptx
会计学气体辅助注射(zhùshè)成型工艺过程气体辅助(fǔzhù)注射成型周期可分为六个阶段:⑸气体(qìtǐ)释放阶段:使气体(qìtǐ)入口压力降到零。⑹冷却开模阶段:将制品冷却到具有一定刚度和强度后开模取出制品。/气体辅助注射(zhùshè)成型设备⑶.气体喷嘴(pēnzuǐ)有两类:一类是主流道式喷嘴(pēnzuǐ),即塑料熔体和气体同一个喷嘴(pēnzuǐ),塑料熔体注射结束后,喷嘴(pēnzuǐ)切换到气体通路上实现气体注射;另一类是气体通路专用喷嘴(pēnzuǐ)。/气体辅助(fǔzhù)

气体辅助注射成型技术原理及应用.doc
气体辅助注射成型技术原理及应用2005-09-2011:06:10本文详细介绍了气体辅助注射成型技术的工艺过程与装备,分析了气体辅助注射成型的特点和应用,并对气体辅助注射成型CAE技术作了简要说明。◆华中科技大学模具技术国家重点实验室黄志高周华民◆广东科龙模具有限公司余敏霞气体辅助注射成型(Gas-AssistedInjectionMolding,GAIM)技术最早可追溯到20世纪70年代,该技术在20世纪80年代末得到了完善并实现了商品化。从20世纪90年代开始,作为一项成功的技术,气体辅助注射成型技术

气体辅助注射成型的优化设计——多气体注入系统.doc
气体辅助注射成型的优化设计——多气体注入系统D.M.Gao*,K.T.Nguyen,A.Garcia-Rejon,G.SalloumIndustrialMaterialsInstitute,NationalResearchCouncilCanada,75,DeMortagne.Boucherviile.Que..J4B6Y4.CanadaReceived21December1995摘要:气体辅助注射成型技术在内部具有复杂空心形状的塑料零件生产中表现出了相当大的优势。气体辅助注射成型技术的应用可以降低注射压