
一种气体辅助成型注塑模具及注塑方法.pdf

含平****ng


1/10

2/10

3/10
4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种气体辅助成型注塑模具及注塑方法.pdf
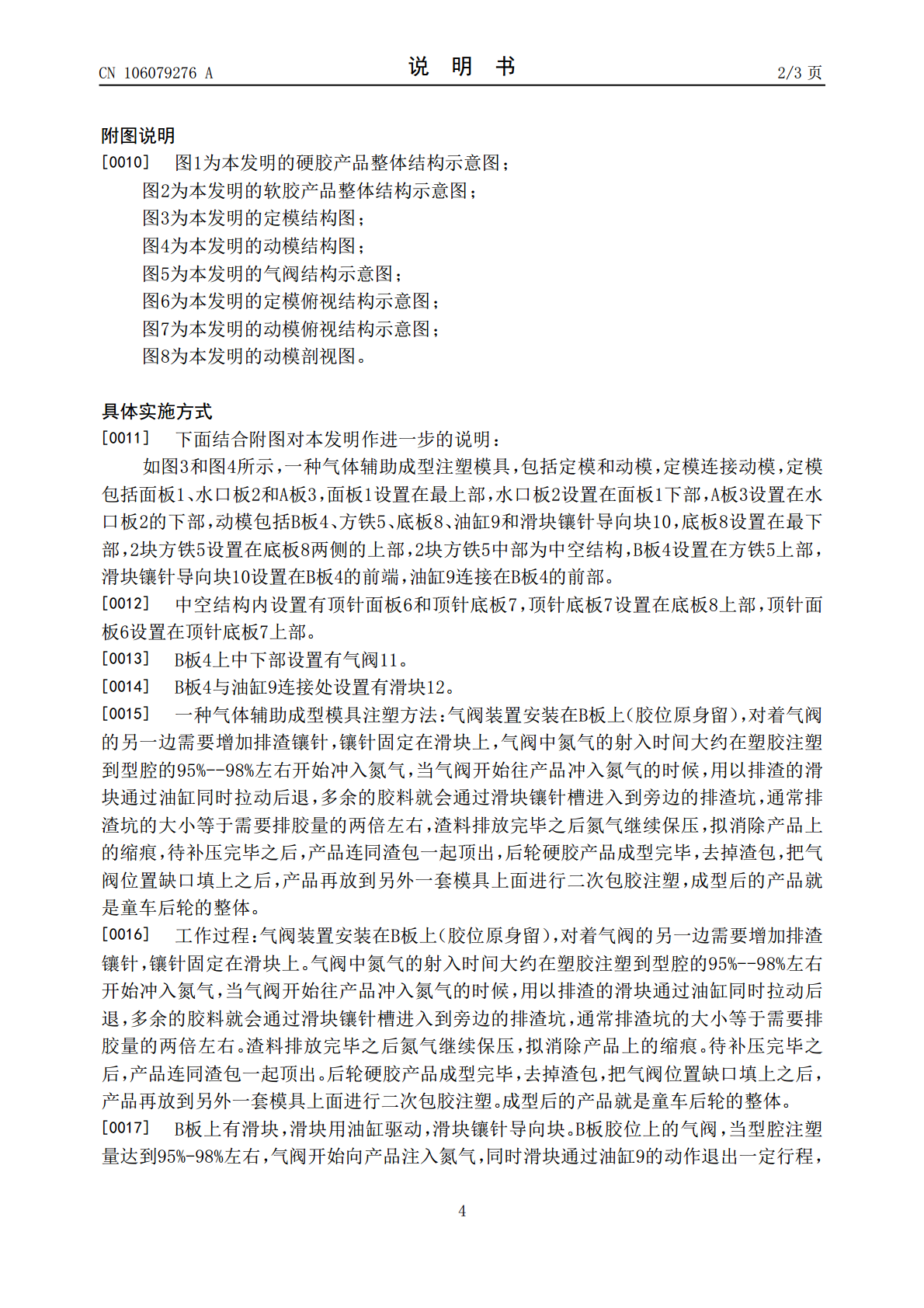
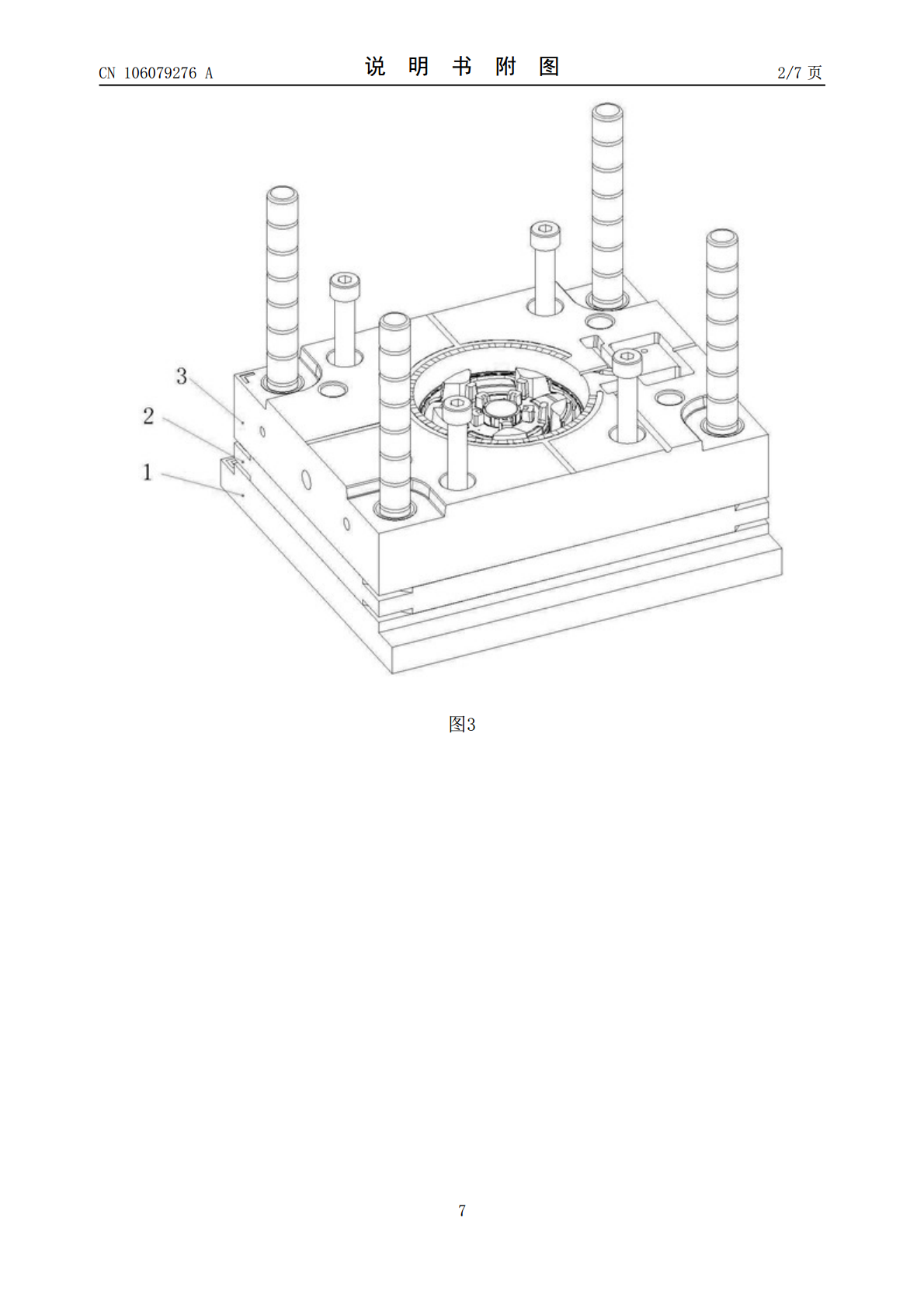
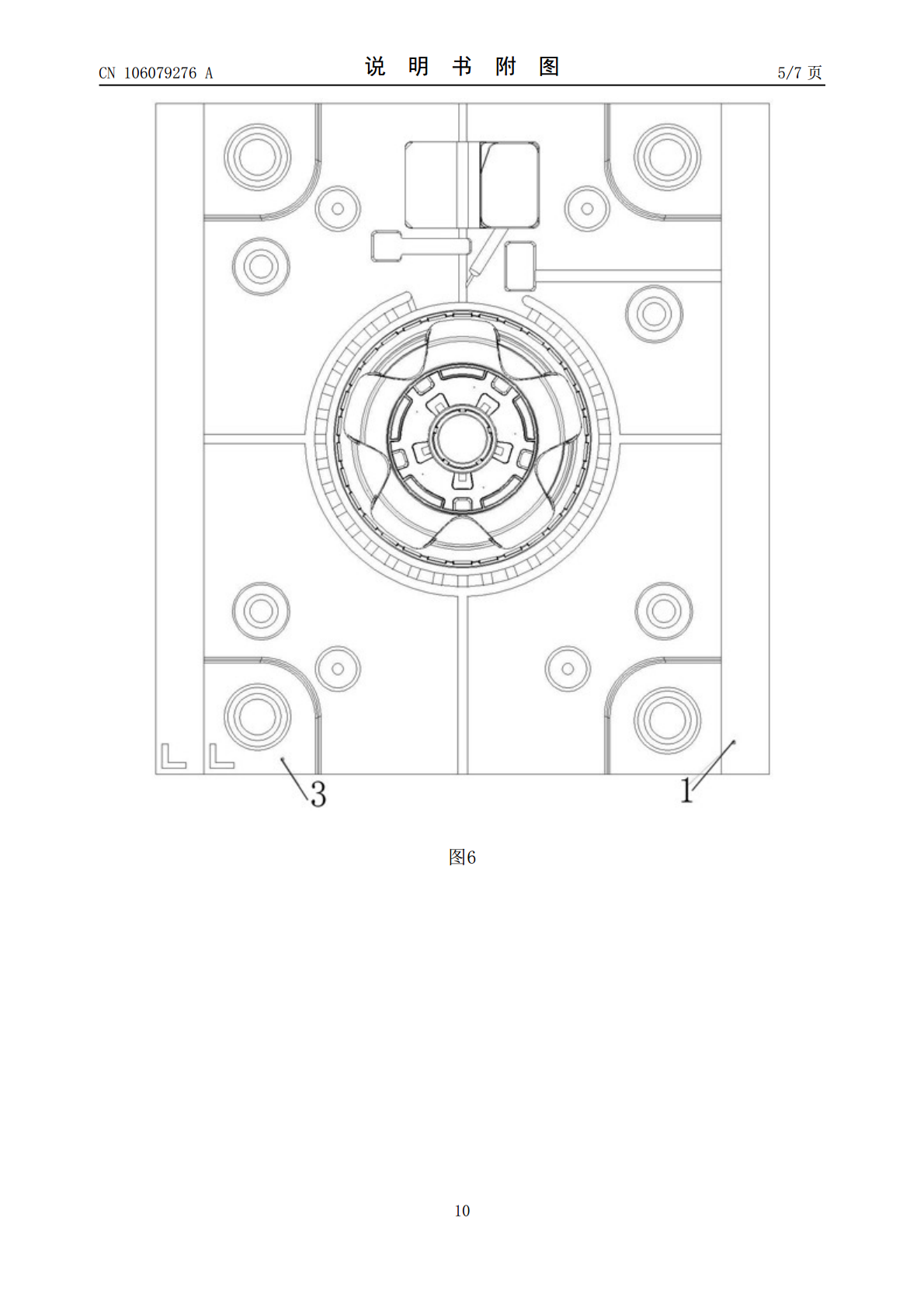
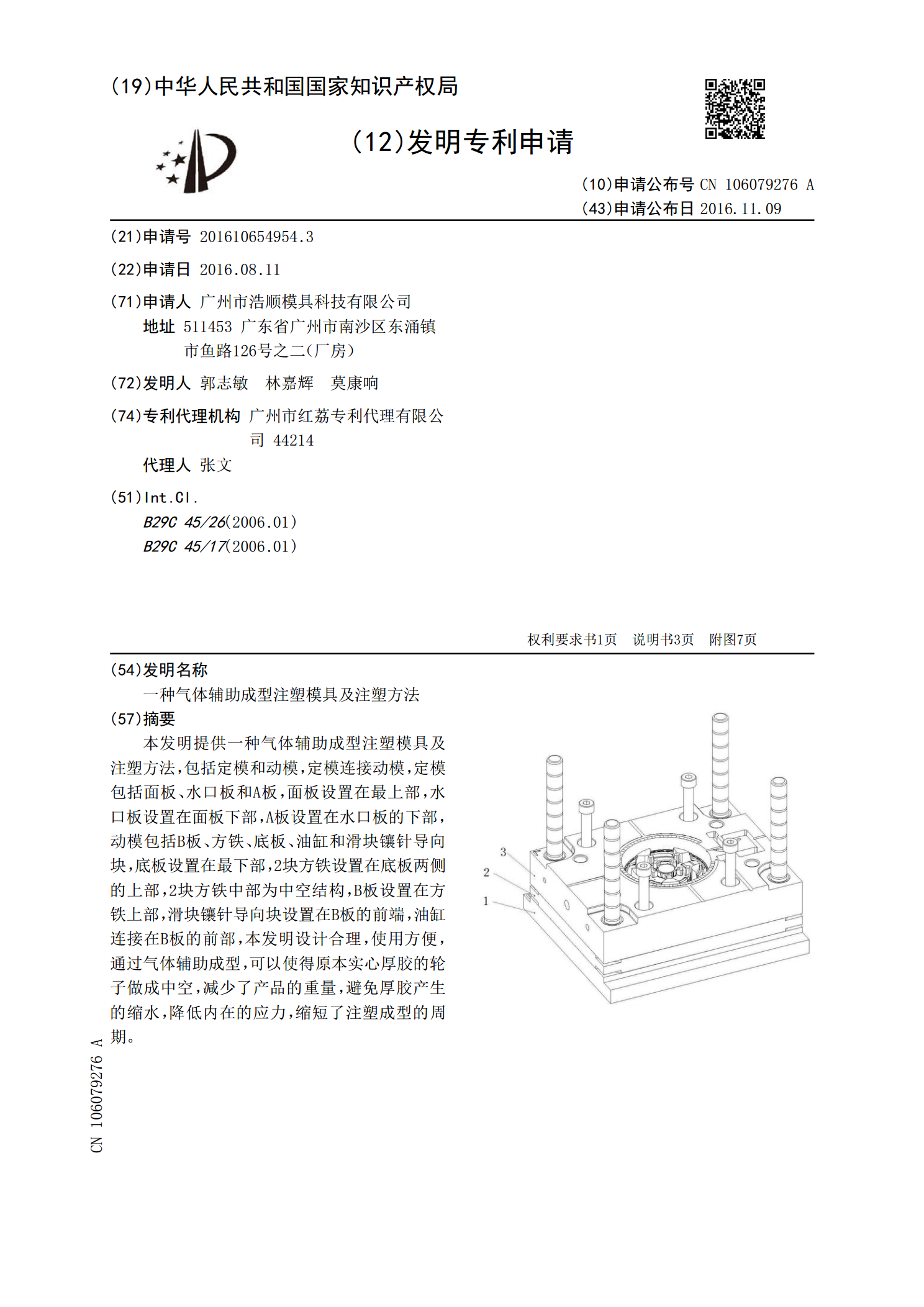
本发明提供一种气体辅助成型注塑模具及注塑方法,包括定模和动模,定模连接动模,定模包括面板、水口板和A板,面板设置在最上部,水口板设置在面板下部,A板设置在水口板的下部,动模包括B板、方铁、底板、油缸和滑块镶针导向块,底板设置在最下部,2块方铁设置在底板两侧的上部,2块方铁中部为中空结构,B板设置在方铁上部,滑块镶针导向块设置在B板的前端,油缸连接在B板的前部,本发明设计合理,使用方便,通过气体辅助成型,可以使得原本实心厚胶的轮子做成中空,减少了产品的重量,避免厚胶产生的缩水,降低内在的应力,缩短了注塑成型

气体辅助注塑成型的原理及优点.doc
气体辅助注塑成型的原理及优点气体辅助注塑成型具有注射压力低、制品翘曲变形小、表面质量好以及易于加工壁厚差异较大的制品等优点,近年来发展很快。它在发达国家用于商业化的塑料制品生产差不多已有20多年。气体辅助注塑成型包括塑料熔体注射和气体(一般采用氮气)注射成型两部分。与传统的注射成型工艺相比,气体辅助注塑成型有更多的工艺参数需要确定和控制,因而对于制品设计、模具设计和成型过程的控制都有特殊的要求。气体辅助注射成型过程首先是向模腔内进行树脂的欠料注射,然后把经过高压压缩的氮气导入熔融物料当中,气体沿着阻力最小

一种注塑成型的发热组件、注塑模具和注塑方法.pdf
本发明属于新型烟具加热元件技术领域,特别涉及一种注塑成型的发热组件、用于发热组件的注塑模具和注塑方法。所述发热组件包括:发热体(1)、底座(2);其中:所述发热体(1)包含发热线路和包覆在所述发热线路周围的发热体外壳,所述发热线路(11)和所述发热体外壳两者接触处没有间隙;所述发热体(1)下部被所述底座(2)环绕式固持,所述发热体(1)和底座(2)两者接触处没有间隙。本发明还公开了用于发热组件的注塑模具和注塑方法。本发明首次设计了底座与发热体注塑成型,且发热线路和发热体外壳注塑成型的发热元件,可实现发热体
一种注塑成型的发热组件、注塑模具和注塑方法.pdf
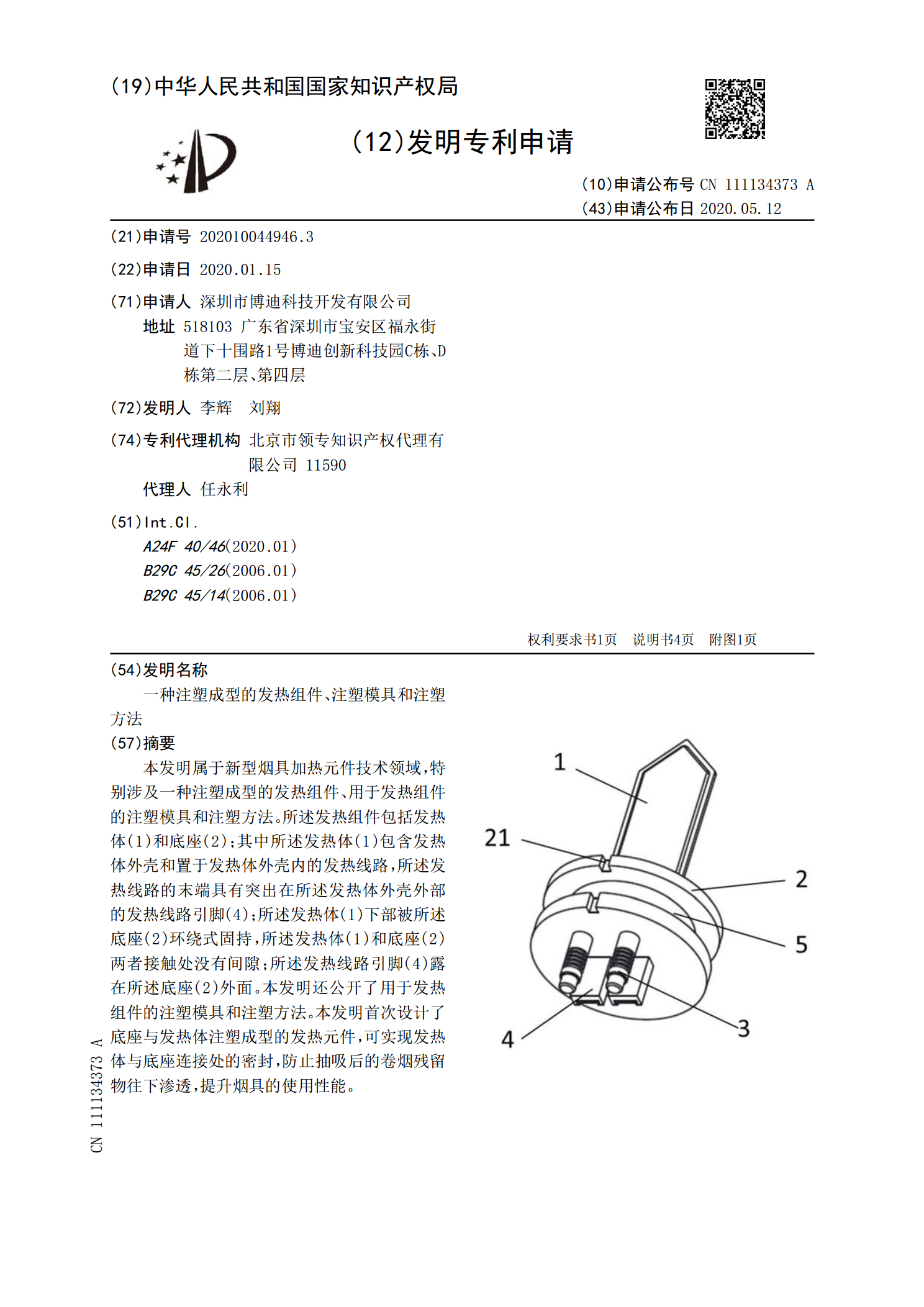
本发明属于新型烟具加热元件技术领域,特别涉及一种注塑成型的发热组件、用于发热组件的注塑模具和注塑方法。所述发热组件包括发热体(1)和底座(2);其中所述发热体(1)包含发热体外壳和置于发热体外壳内的发热线路,所述发热线路的末端具有突出在所述发热体外壳外部的发热线路引脚(4);所述发热体(1)下部被所述底座(2)环绕式固持,所述发热体(1)和底座(2)两者接触处没有间隙;所述发热线路引脚(4)露在所述底座(2)外面。本发明还公开了用于发热组件的注塑模具和注塑方法。本发明首次设计了底座与发热体注塑成型的发热元

一种注塑成型时可以排出存留气体的注塑模具装置.pdf
本发明涉及注塑模具技术领域,且公开了一种注塑成型时可以排出存留气体的注塑模具装置,包括定模,所述定模的上端开设有注塑口,所述定模的下端活动安装有动模,所述动模的左右两端均开设有活动槽,所述动模的左右两端均活动铰接有连接杆,所述连接杆的相对面上活动安装有导杆,所述连接杆与动模之间固定安装有复位弹簧。该注塑成型时可以排出存留气体的注塑模具装置,通过动模向定模进行合膜,然后从注塑口注入注塑溶体,溶体进入到注塑腔中时高温会传导到换气装置中,换气装置中的气体受热膨胀,带动滑杆在固定杆上进行滑动,从而配合导杆带动连接