
用于加工硬质材料工件的方法及刀具.pdf

17****27


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于加工硬质材料工件的方法及刀具.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN101132895A(43)申请公布日2008.02.27(21)申请号CN200680006718.5(22)申请日2006.01.11(71)申请人西门子公司地址德国慕尼黑(72)发明人安西莫斯·乔治亚迪斯迈克尔·凯弗(74)专利代理机构北京市柳沈律师事务所代理人谢强(51)Int.CIB28D1/18权利要求说明书说明书幅图(54)发明名称用于加工硬质材料工件的方法及刀具(57)摘要本发明涉及利用几何形状确定的刀刃来加工
用于借助刀具加工工件的设备.pdf
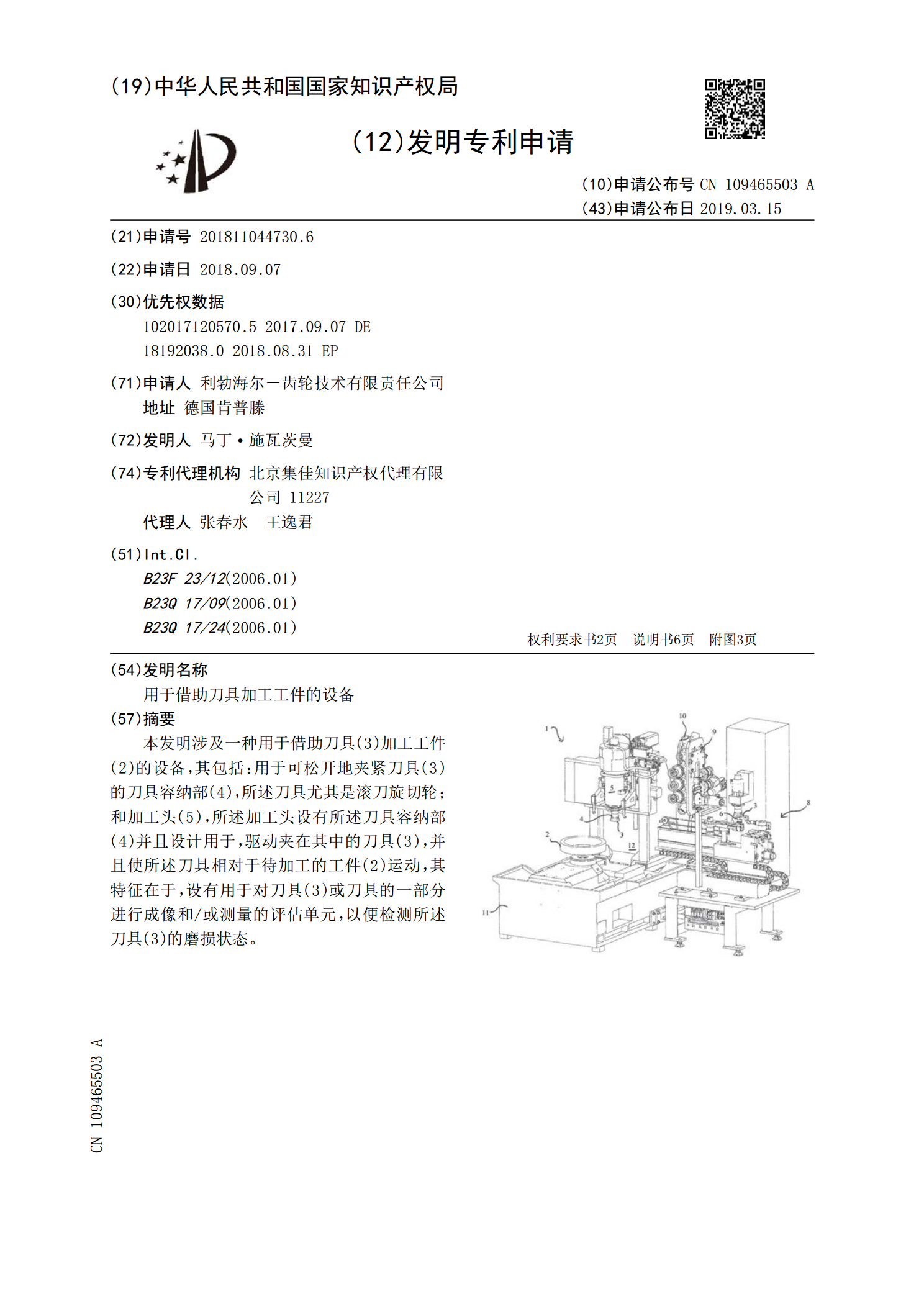
本发明涉及一种用于借助刀具(3)加工工件(2)的设备,其包括:用于可松开地夹紧刀具(3)的刀具容纳部(4),所述刀具尤其是滚刀旋切轮;和加工头(5),所述加工头设有所述刀具容纳部(4)并且设计用于,驱动夹在其中的刀具(3),并且使所述刀具相对于待加工的工件(2)运动,其特征在于,设有用于对刀具(3)或刀具的一部分进行成像和/或测量的评估单元,以便检测所述刀具(3)的磨损状态。
切削刀具及工件的加工方法.pdf
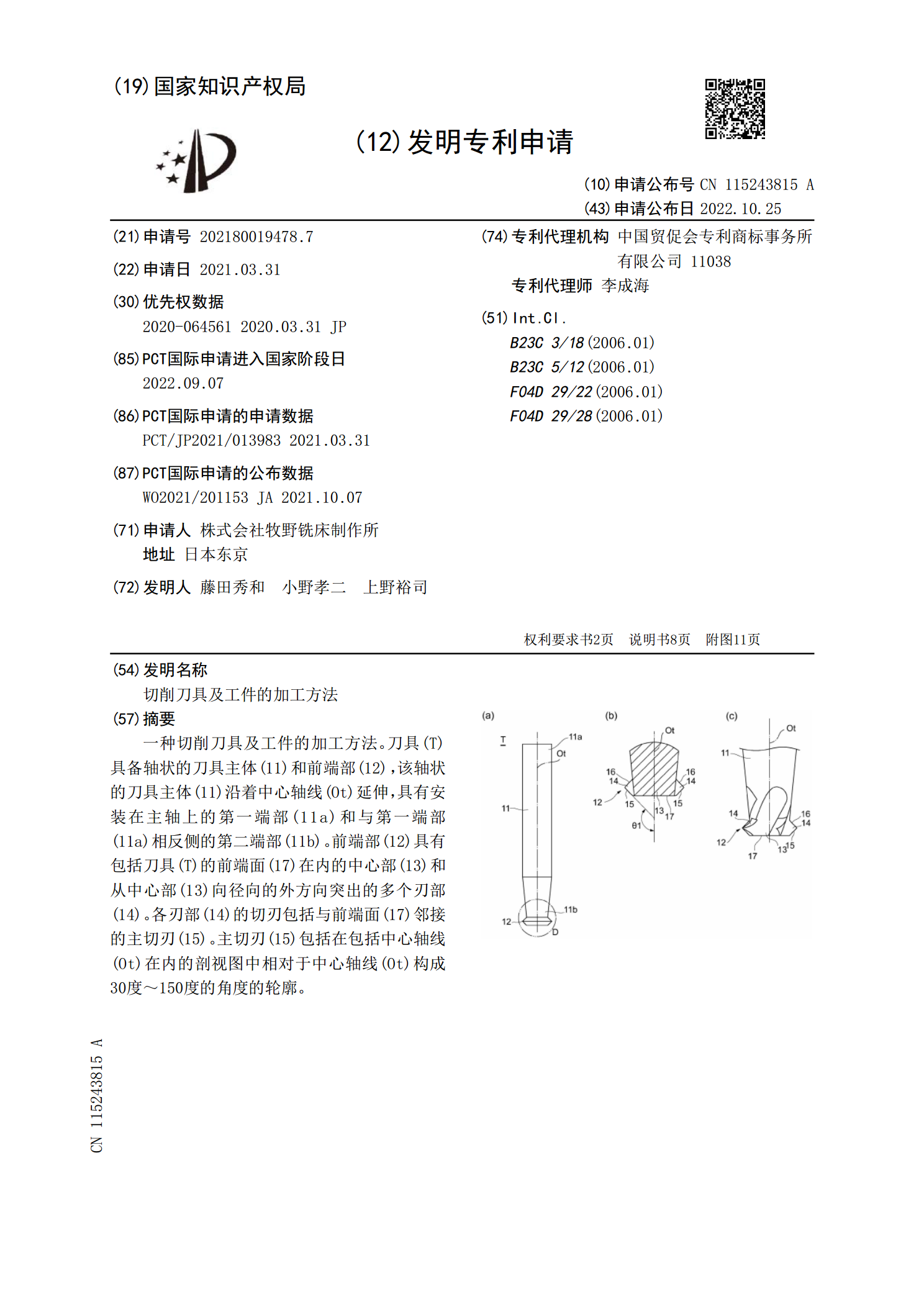
一种切削刀具及工件的加工方法。刀具(T)具备轴状的刀具主体(11)和前端部(12),该轴状的刀具主体(11)沿着中心轴线(Ot)延伸,具有安装在主轴上的第一端部(11a)和与第一端部(11a)相反侧的第二端部(11b)。前端部(12)具有包括刀具(T)的前端面(17)在内的中心部(13)和从中心部(13)向径向的外方向突出的多个刃部(14)。各刃部(14)的切刃包括与前端面(17)邻接的主切刃(15)。主切刃(15)包括在包括中心轴线(Ot)在内的剖视图中相对于中心轴线(Ot)构成30度~150度的角度的
用于深孔加工硬质合金刀具材料及其制备方法.pdf
本发明为用于深孔加工硬质合金刀具材料及其制备方法,解决现有深孔加工刀具材料耐磨性、冲击性能、强度硬度不够的问题。其化学成份为:粘结相Co含量8wt.%‑12wt.%,四元固溶体(W,Ti,Ta,Nb)C含量为15wt.%‑22wt.%,其余为WC,硬质合金中WC的粒径为0.8‑1.5um,固溶体平均粒径为WC平均粒径1‑1.5倍。球磨64小时后,将干燥制粒后的粉末经过1‑1.2T/cm3的压制压力模压成型,在1450℃‑1475℃低压炉烧结1.5h制成硬着合金刀片。本发明与目前使用的硬质合金刀具材料进行试

专用于陶瓷类材料加工的硬质合金切削刀具.pdf
本发明公开了专用于陶瓷类材料加工的硬质合金切削刀具,包括刀柄和设置在刀柄左端的刀头,刀头呈自刀柄向刀头方向渐缩的形状,刀头上开设有7‑10条排屑槽,排屑槽之间形成铣削刃,铣削刃的宽度为0.1‑2.6毫米。本发明使用铣刀代替现有技术中的砂轮,对陶瓷类材料进行加工,以铣削代替了磨削和抛光,减少了加工程序,从而提高了陶瓷类材料的加工效率;同时,多排屑槽设计提高了加工过程中的排屑和散热效果;此外,宽刃带设计使刀具背部更加厚实,加强了刀具的刚性和强度,提高了刀具的使用寿命,减少了换刀操作,进一步提高了加工效率。