
切削刀具及工件的加工方法.pdf

Ch****91

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
切削刀具及工件的加工方法.pdf
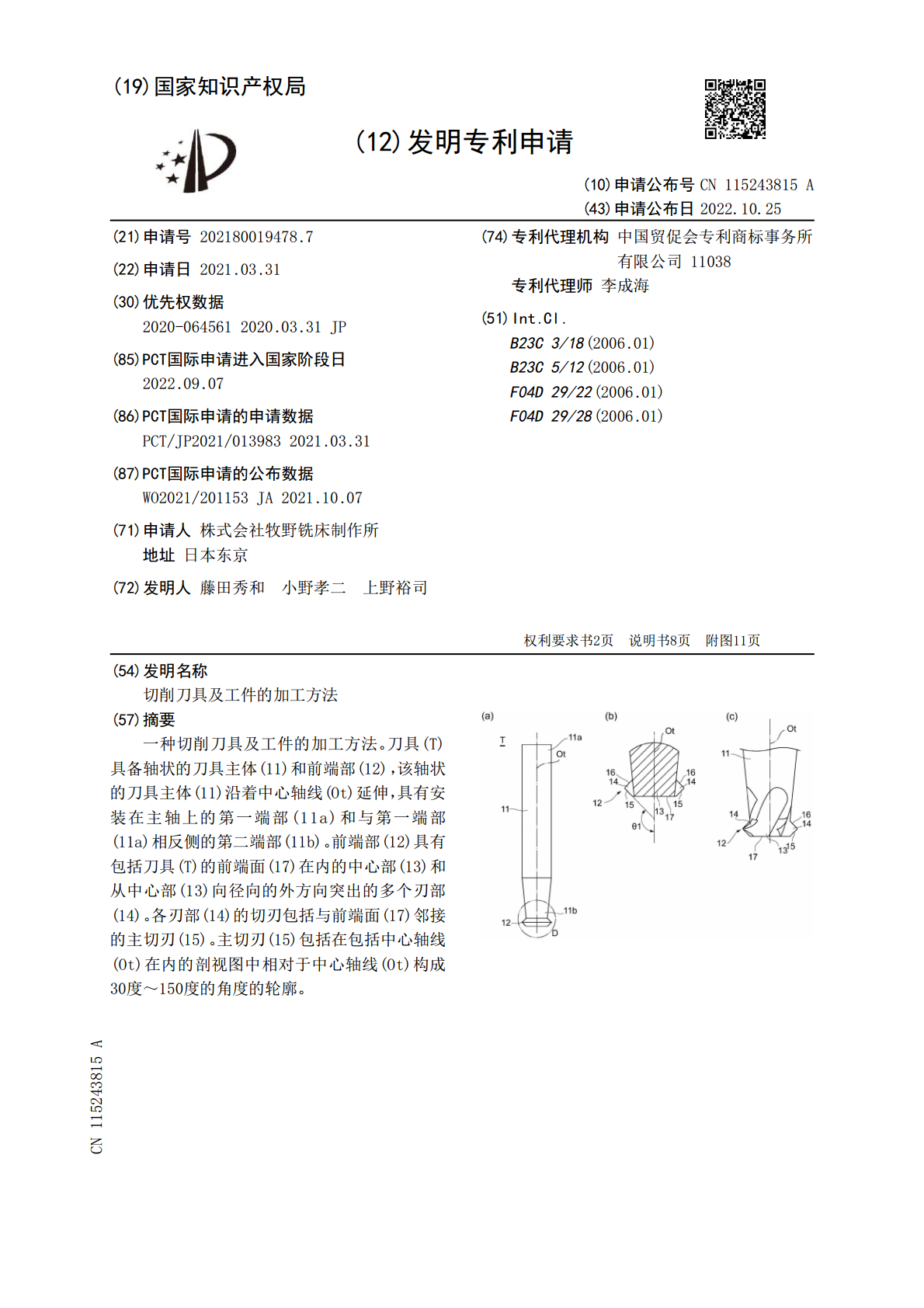
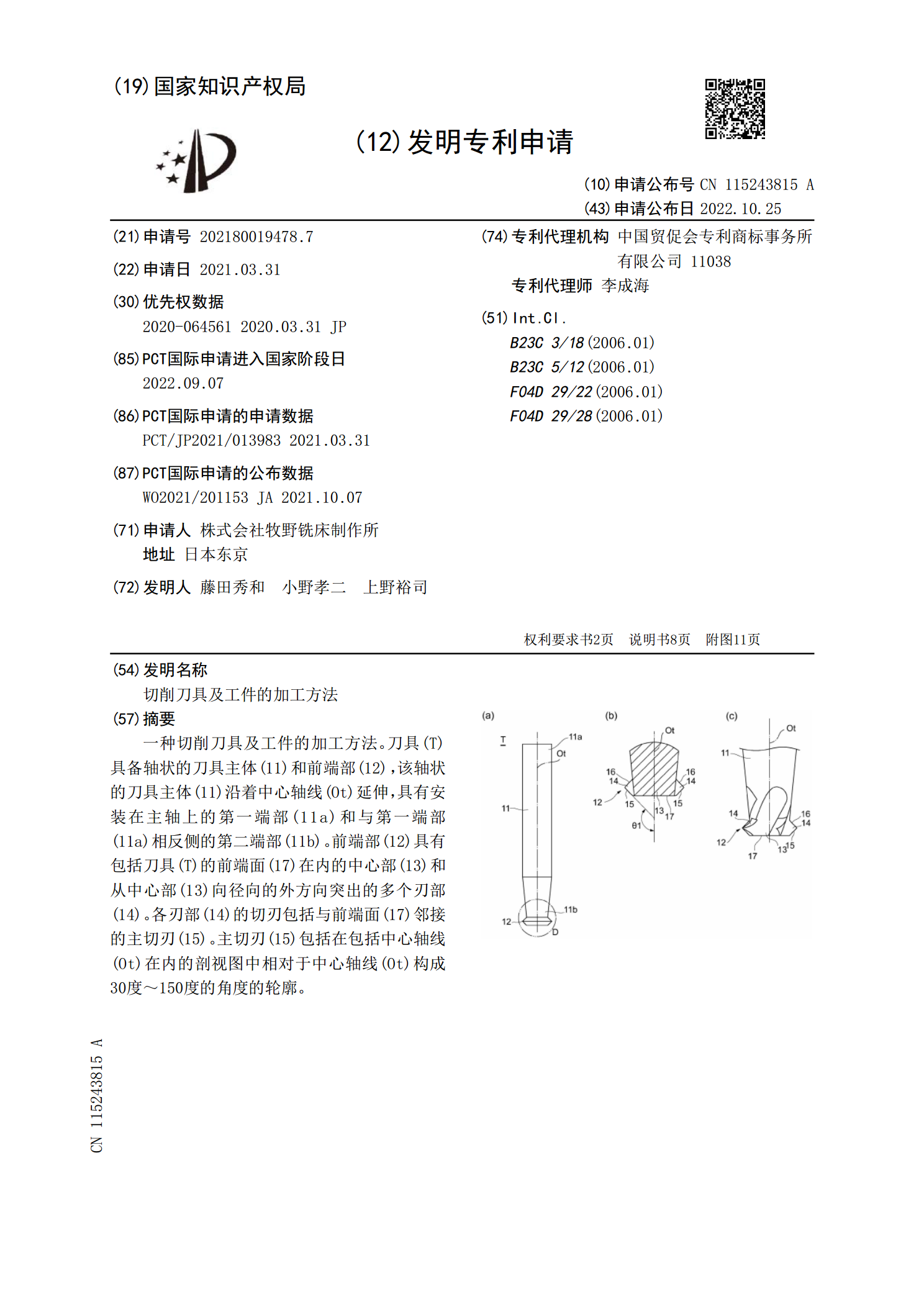
一种切削刀具及工件的加工方法。刀具(T)具备轴状的刀具主体(11)和前端部(12),该轴状的刀具主体(11)沿着中心轴线(Ot)延伸,具有安装在主轴上的第一端部(11a)和与第一端部(11a)相反侧的第二端部(11b)。前端部(12)具有包括刀具(T)的前端面(17)在内的中心部(13)和从中心部(13)向径向的外方向突出的多个刃部(14)。各刃部(14)的切刃包括与前端面(17)邻接的主切刃(15)。主切刃(15)包括在包括中心轴线(Ot)在内的剖视图中相对于中心轴线(Ot)构成30度~150度的角度的
切削刀具、制造切削刀具的方法和加工工件的方法.pdf
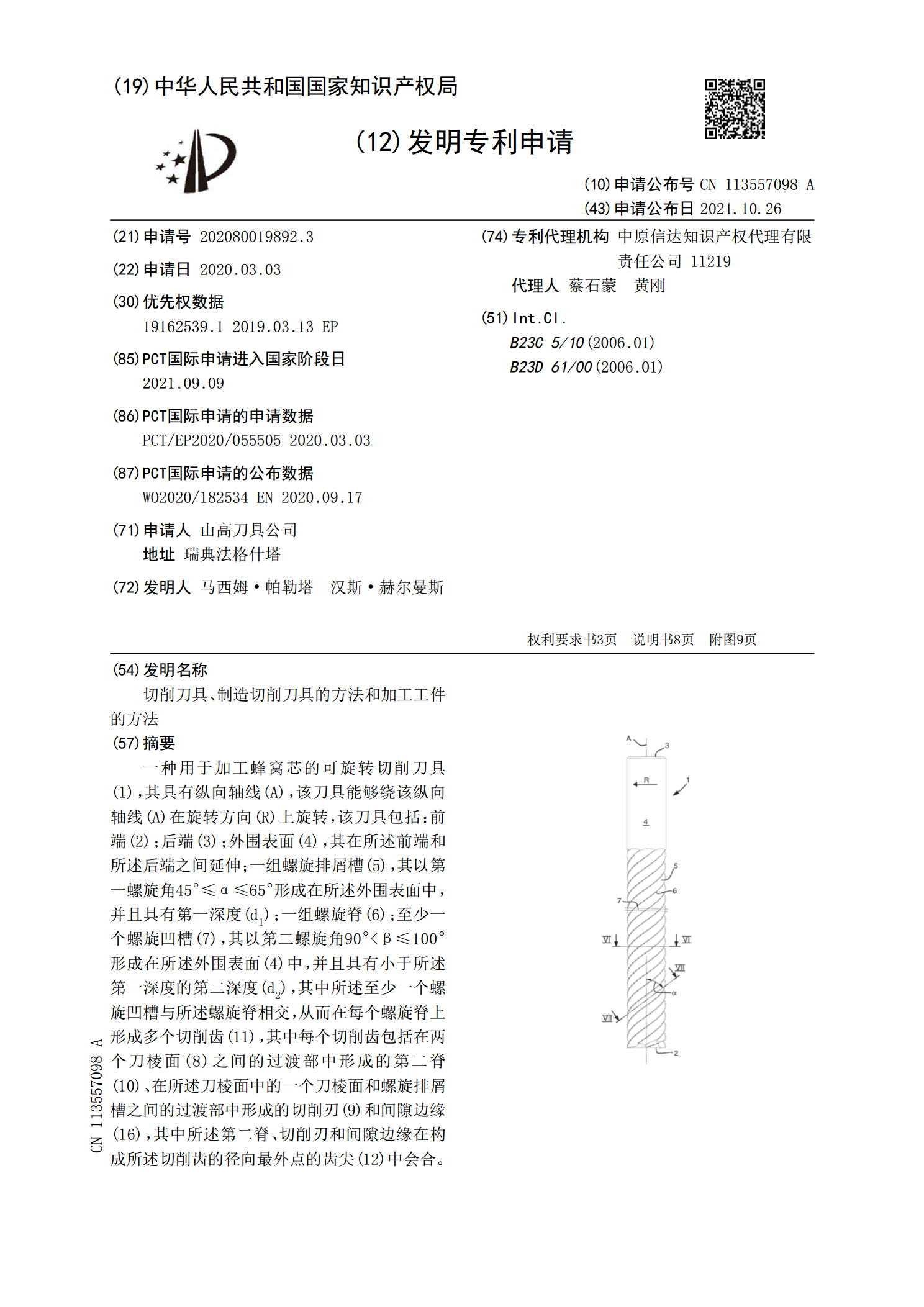
一种用于加工蜂窝芯的可旋转切削刀具(1),其具有纵向轴线(A),该刀具能够绕该纵向轴线(A)在旋转方向(R)上旋转,该刀具包括:前端(2);后端(3);外围表面(4),其在所述前端和所述后端之间延伸;一组螺旋排屑槽(5),其以第一螺旋角45°≤α≤65°形成在所述外围表面中,并且具有第一深度(d

加工工件与刀具快速趋近方法.pdf
本发明公开了一种加工工件与刀具快速趋近方法,在快速趋近控制电路中安装一个电流检测装置,该控制电路包括整流模块、逆变器、电压检测装置、MCU模块、DSP模块、驱动模块;电流检测装置一端连接在整流模块与逆变器之间,另一端则与DSP模块连接,当工件快速接触到砂轮时,电流检测装置就将信号测出来并进行硬件滤波处理,再与设定好的空载电流信号比较,一旦在趋近过程中负载电流超过空载电流值,就立刻从输出端子发出信号告知控制器立刻转入切削工序。本发明可解决目前加工工件与刀具快速趋近技术方案所存在的成本高及使用效果不好的问题。
用于加工硬质材料工件的方法及刀具.pdf
(19)中华人民共和国国家知识产权局(12)发明专利说明书(10)申请公布号CN101132895A(43)申请公布日2008.02.27(21)申请号CN200680006718.5(22)申请日2006.01.11(71)申请人西门子公司地址德国慕尼黑(72)发明人安西莫斯·乔治亚迪斯迈克尔·凯弗(74)专利代理机构北京市柳沈律师事务所代理人谢强(51)Int.CIB28D1/18权利要求说明书说明书幅图(54)发明名称用于加工硬质材料工件的方法及刀具(57)摘要本发明涉及利用几何形状确定的刀刃来加工

六七、普通刀具切削加工方法综述.ppt
五、刨削加工1.定义:用刨刀对工件作水平相对直线往复运动的切削加工方法称为刨削加工。2.铣削加工机床:牛头刨床:加工中小型工件龙门刨床:加工大型工件或同时加工多个中型工件3.加工对象:平面(水平面、垂直面、斜面)、沟槽(直角槽、V形槽、燕尾槽、T形槽)、直线型成形面4.刨削特点(与铣削相比较):(1)加工质量一般同等级,精粗、精加工后均可达到中等精度。但二者又略有区别,加工大平面时,刨削因无明显接刀痕而优于铣削。(2)生产率一般铣削高于刨削,但加工窄长平面除外。(3)加工范围铣削比刨削广泛的多。(4)工时