
铅电解精炼.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铅电解精炼.doc
铅电解精炼铅电解精炼旨在获得纯精度高的工业用铅,并回收伴生的铋和稀贵金属,有时尚回收锡。我国铅电解的原料大部分为矿产粗铅,其余为再生粗铅和炼锡的副产粗铅。粗铅在进行电解精炼前,需经火法精炼预先除去粗铅中的铜或锡,并调整锑含量,然后铸成阳极板去电解。铅电解精炼目前都采用硅氟酸盐电解法,意大利圣.加维诺厂曾一度用氨基磺酸盐电解法,但由于电解液导电性差、电流密度低和槽电压高等缺点,又改用硅氟酸盐电解法。铅电解精炼工艺本身变化不大,但在机械化程度方面发生了显著的变革,从而提高了劳动

铅电解精炼的基本原理.docx
一、铅电解精炼过程的电极反应铅电解精炼时属于下列的电化学系统阴极电解液阳极Pb纯Pb含杂质由于电解液的电离作用,形成Pb2+、H+阳离子和SiF62-、OH-阴离子:PbSiF6=Pb2++SiF62-H2SiF6=2H++SiF62-H2o=H++OH-由电化学系统分析,当通入直流电后,各种离子将作定向运动,阳离子奔向阴极,阴离子奔向阳极,电解液中的阴离子SiF62-、OH-向阳极移动,阳离子Pb2+和H+向阴极移动,与此同时,在电极与电解液的界面上,发生相应的电化学反应即电极反应,在阳极上可以进行下列
铅电解精炼添加剂的生产控制.pdf
①一弟卷第期

一种粗铅电解精炼方法.pdf
本发明提供了一种粗铅精炼方法,首先将(1‑羟基亚乙基)二膦酸、酸性离子液体、7,7’‑亚氨双(4‑羟基‑2‑萘磺酸)依次加入水中,在常温下搅拌溶解制得混合溶液;然后在混合溶液中加入氧化铅粉末和添加剂混合均匀,得到电解液,然后将火法精炼后的粗铅和电沉积精铅在熔融状态下分别铸成粗铅阳极和电沉积铅阴极,再进行电解精炼。本发明方法简单易行,可减轻电解过程的环境污染和对人体的危害,提高铅的直收率、综合回收率和劳动生产率,减少贵金属损失,提高电解铅的纯度。
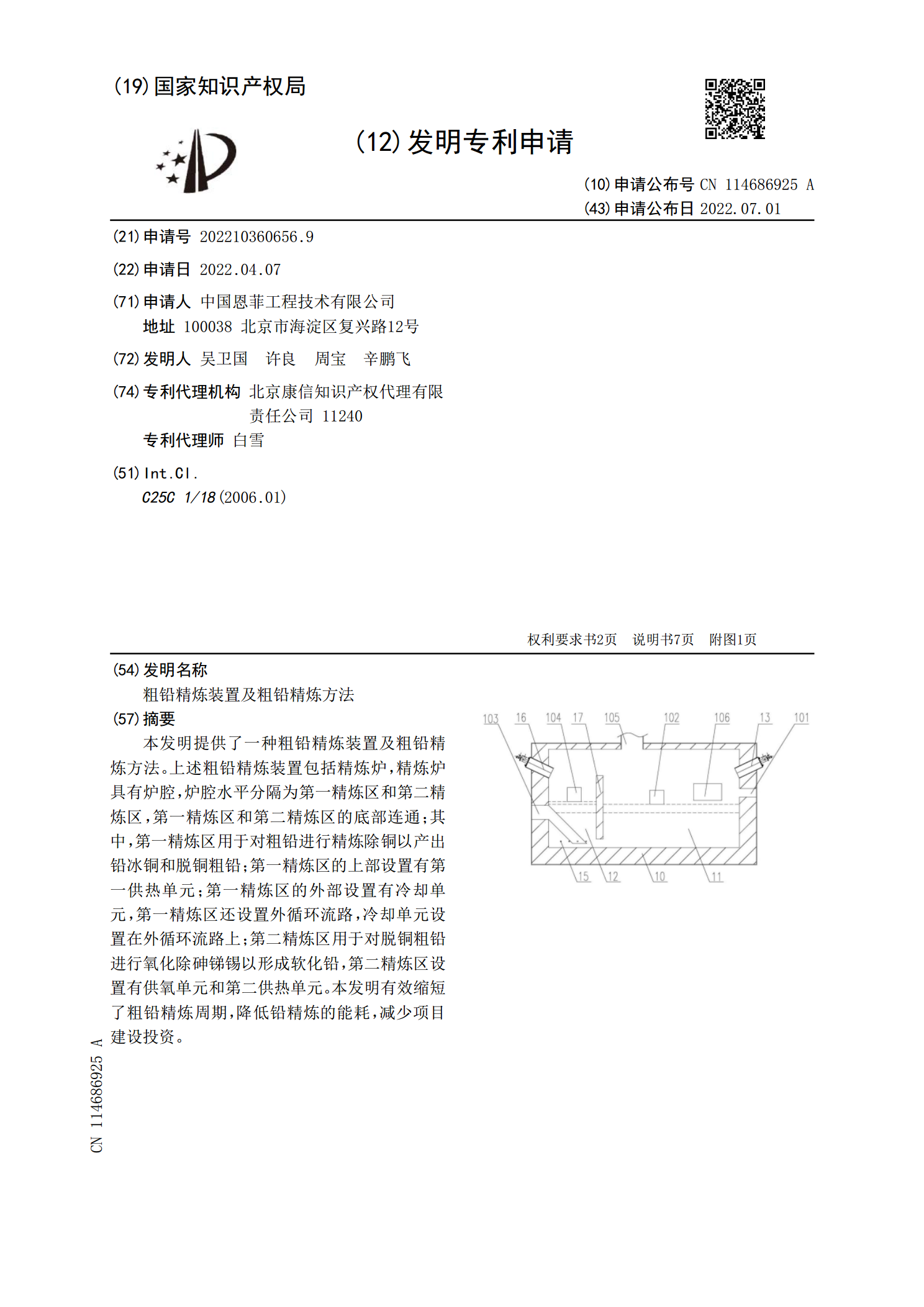
粗铅精炼装置及粗铅精炼方法.pdf
本发明提供了一种粗铅精炼装置及粗铅精炼方法。上述粗铅精炼装置包括精炼炉,精炼炉具有炉腔,炉腔水平分隔为第一精炼区和第二精炼区,第一精炼区和第二精炼区的底部连通;其中,第一精炼区用于对粗铅进行精炼除铜以产出铅冰铜和脱铜粗铅;第一精炼区的上部设置有第一供热单元;第一精炼区的外部设置有冷却单元,第一精炼区还设置外循环流路,冷却单元设置在外循环流路上;第二精炼区用于对脱铜粗铅进行氧化除砷锑锡以形成软化铅,第二精炼区设置有供氧单元和第二供热单元。本发明有效缩短了粗铅精炼周期,降低铅精炼的能耗,减少项目建设投资。