
浇注自动化系统.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

浇注自动化系统.doc
“模具自动化浇铸系统”设计报告班级0909040101工程设计组4组设计组成员胡少清郭楠2010年11月24日工程项目名称:模具自动化浇铸系统工程设计方案系统选用自动控制方式,分为上下位。还有急停对紧急情况的处理,实现电动正反转控制,显示已加工数总量。对工件和运行状态的监视。电气接线图PLC控制系统设计1.选用S7-300系列PLC,电源、cpu、信号模块、I/O模块。将这些真实模块模拟安装到STEP7软件表示机架的组态表中。2.I/O点分配如下图输入设备输出设备名称端口地址名称端口地址启动按钮I0.0系

自动化小车浇注系统.pdf
本发明提供了一种自动化小车浇注系统,包括浇注系统和用于装载浇注模具的运动小车,其特征在于,所述的浇注系统位于运动小车运动方向的垂直线上,所述的浇注系统包括浇注结构和用于调整所述浇注结构倾斜程度的倾角调节机构,且所述的倾角调节机构连接于PLC控制系统。本发明的优点在于由运动小车装载浇注模具,炉体位置固定,不会出现炉体中冶炼金属洒落的问题;通过液压缸的升降来翻转浇注系统,具有翻转过程稳定可控性高等优点;运动小车的运动底板上还具有可沿小车导轨径向运动的安装底板,故可同时或单独地实现对浇注模具的X轴方向和Y轴方向

自动化浇注机头.pdf
本发明属于浇注设备技术领域,具体涉及自动化浇注机头,包括浇注机头,所述浇注机头中贯穿设置有搅拌腔,所述搅拌腔的出口外侧对应设置有气流腔,所述气流腔的底部设置有输出口,搅拌腔中设置有搅拌轴,所述搅拌轴与旋转驱动的输出端同轴连接,搅拌轴上竖直排列设置有多层叶片单元,所述叶片单元包括逆向叶片,所述逆向叶片对应旋转方向的前端一侧向上翘起。本发明可保证进行自动化浇注工序时保证浇注材料在充分混合后稳定输出,避免浇注材料堵塞在浇注机头中,具有显著的实质性特点。
自动化浇注生产线及浇注方法.pdf
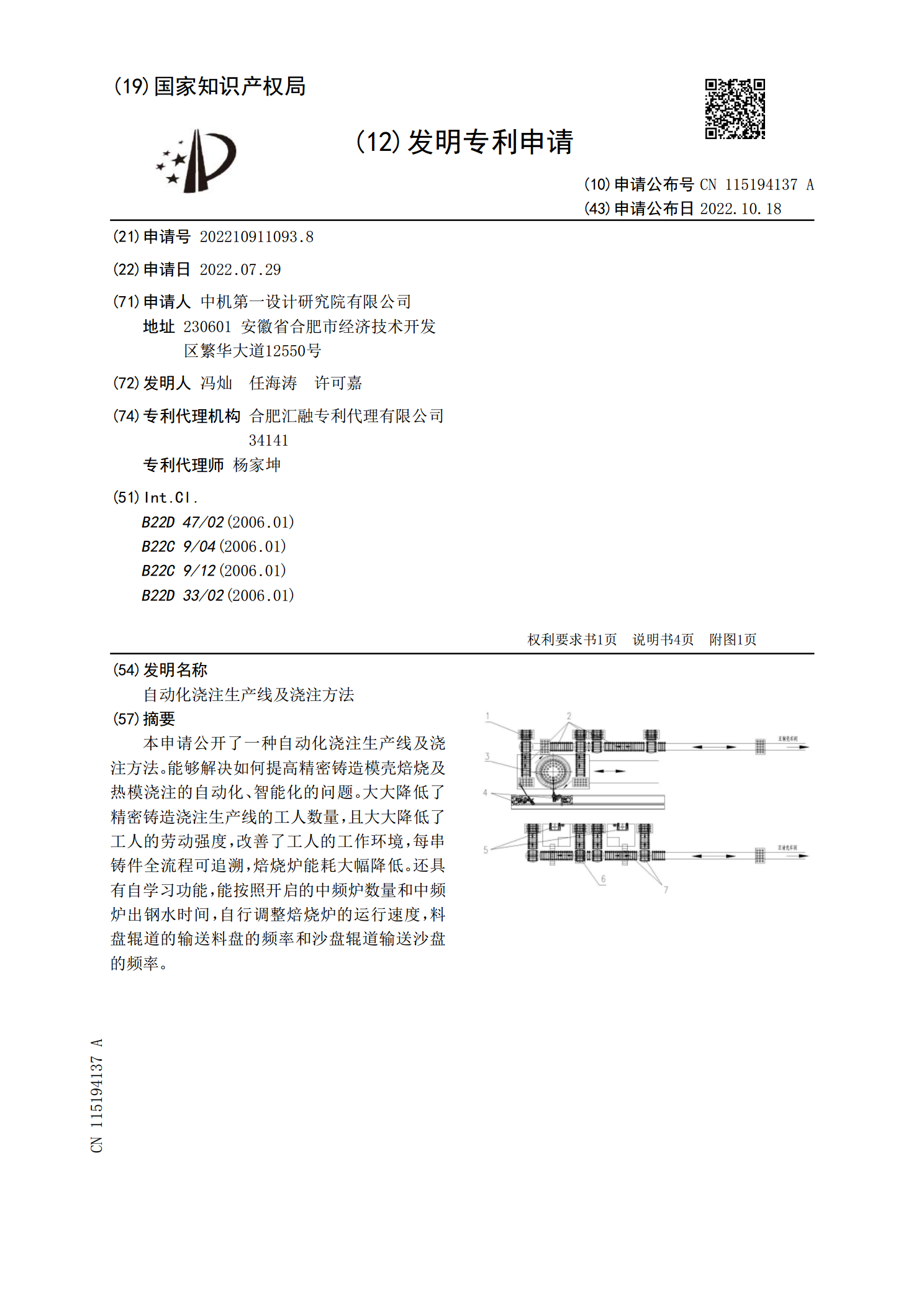
本申请公开了一种自动化浇注生产线及浇注方法。能够解决如何提高精密铸造模壳焙烧及热模浇注的自动化、智能化的问题。大大降低了精密铸造浇注生产线的工人数量,且大大降低了工人的劳动强度,改善了工人的工作环境,每串铸件全流程可追溯,焙烧炉能耗大幅降低。还具有自学习功能,能按照开启的中频炉数量和中频炉出钢水时间,自行调整焙烧炉的运行速度,料盘辊道的输送料盘的频率和沙盘辊道输送沙盘的频率。

汽车飞轮浇注系统及其浇注方法.pdf
本发明提供了一种能够降低铸件废品率,并且表面光洁的汽车飞轮浇注系统及其浇注方法。本发明的汽车飞轮浇注系统,包括浇口杯、直浇道、横浇道、带有冒口颈的冒口和内浇口;还包括冒口颈冷铁,所述冒口颈冷铁位于所述冒口颈的下方。本发明的汽车飞轮浇注系统及其浇注方法,在冒口颈处安放冒口颈冷铁,既可充分利用冒口的有限量铁液补缩,又可使冒口颈及时凝固,充分发挥球墨铸铁石墨化膨胀自补缩作用,大大减小了飞轮铸件的内部缩孔和缩松缺陷,使飞轮的废品率由15%降低到5%以内,工艺出品率大大提高。