
高速列车碳钢焊接工艺流程之下料.ppt

15****47

1/10
2/10

3/10
4/10

5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

高速列车碳钢焊接工艺流程之下料.ppt
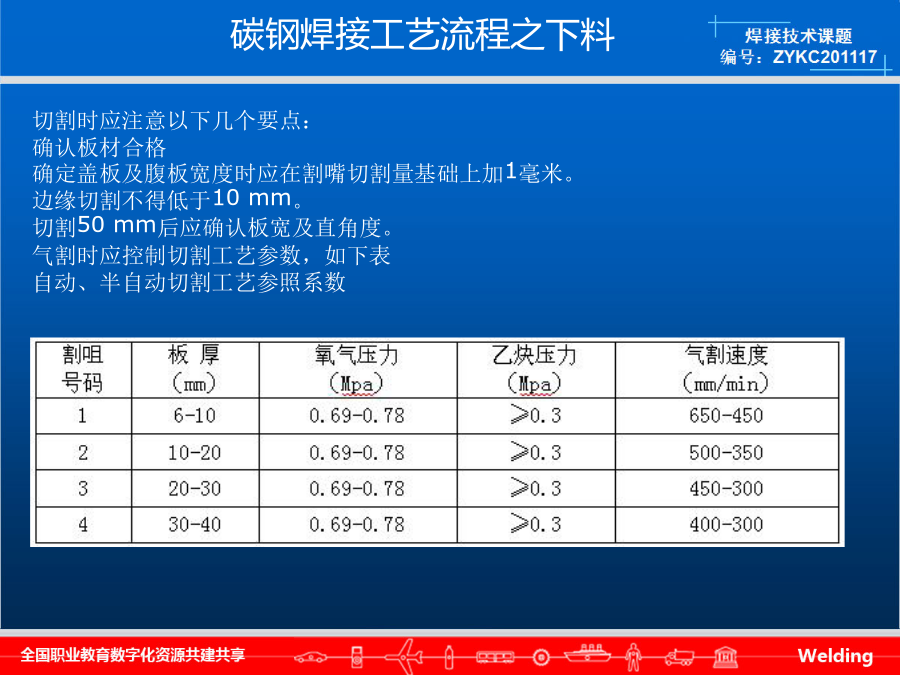
碳钢焊接工艺流程之下料2、光切割的优缺点2.1激光切割技术比其他方法的明显优点(1)切割质量好。切口宽度窄(一般为0.1--0.5mm)、精度高(一般孔中心距误差0.1--0.4mm,轮廓尺寸误差0.1--0.5mm)、切口表面粗糙度好(一般Ra为12.5--25μm),切缝一般不需要再加工即可焊接。(2)切割速度快。例如采用2KW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为3.5m/min,热影响区小,变形极小。(3)清洁、安全、无污染。大大改善了操作人员的工作环境。当

高速列车碳钢焊接工艺流程之焊接检验.ppt
2、磁粉检测的不适用范围:(1)不适用于非磁性材料也不适用于检测铜、铝、镁、钛合金等非磁性材料。(2)不适于检测工件表面浅而宽的划伤、针孔状缺陷、埋藏较深的内部缺陷延伸方向和磁感应线方向夹角小于20°的缺陷。(3)磁粉检测的优点:①可以测出铁磁性材料表面和进表面的(开口和不开口)的缺陷②能直观的显示出缺陷的位置、大小、形状和严重程度③具有很高的检测灵敏度,可以检测微米级别宽度的缺陷。④单个工件检测的速度快,工艺简单,成本低廉,污染少。⑤采用合适的磁化方法可以检测到工件表面的各个部位,基本上不受工件大小和几
高速列车碳钢焊接工艺流程之组装施焊.ppt
一、CRH1动车组转向架构架包含侧梁、横梁、纵向辅助梁、外端梁(动车,M车)、抗蛇行减振器座、抗侧滚扭杆座、电机吊座、齿轮箱吊座、安全绳吊座、横行减振器座、二系垂向减振器座、转臂定位销座等。碳钢焊接工艺流程之组装施焊转向架构架侧梁的组焊步骤。二、侧梁组焊步骤:1、完成侧梁内外腹板与上盖板之间的TIG打底。2、TIG焊完成制动器吊座与上盖板的打底焊,焊前预热。3、MT检查、(ET)内窥镜检查TIG打底焊道。4、安装引弧/收弧板,焊接完成侧梁底面4道对接焊缝,焊前铸件预热至150℃以上。5、安装引弧/收弧板,

碳钢焊接性.ppt
二、低碳钢的焊接1、焊接特点低碳钢的含碳量低(≤0.25%),其它合金元素含量较少,故是焊接性最好的钢种。采用通常的焊接方法后,接头中不会产生淬硬组织或冷裂纹。只要焊接材料选择适当,便能得到满意的焊接接头。用电弧焊焊接低碳钢时,为了提高焊缝金属的塑性、韧性、和抗裂性能,通常都是使焊缝金属的碳含量低于母材,依靠提高焊缝中的硅、锰含量和电弧所具有较高的冷却来达到与母材等强度。因此,焊缝金属会随着冷却速度的增加,其强度会提高,而塑性和韧性会下降。当厚板单层角焊缝时,焊角尺寸不宜过小;多层焊时,应尽量连续施焊;焊
我国高速列车焊接技术及其新发展.pdf
第38卷第8期Vol.38No.82008年8月WeldingMachineAug.2008Electric我国高速列车焊接技术及其新发展王元良,骆德阳,王一戎(西南交通大学焊接研究所,四川成都610031)摘要:阐述了我国高速列车焊接技术及其新发展,包栝:机车车辆转向架结构及焊接、车体结构的焊接、高速动力车不锈钢耐候钢混合车体的焊接、铝合金高速列车车体焊接。回顾了现状,探讨了发展。关键词:机车车辆;焊接结构;焊接技术中图分类号:TG40;U26文献标识码:C文章编号:1001-2303(2008)08-