
高速列车碳钢焊接工艺流程之组装施焊.ppt

天马****23

1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高速列车碳钢焊接工艺流程之组装施焊.ppt
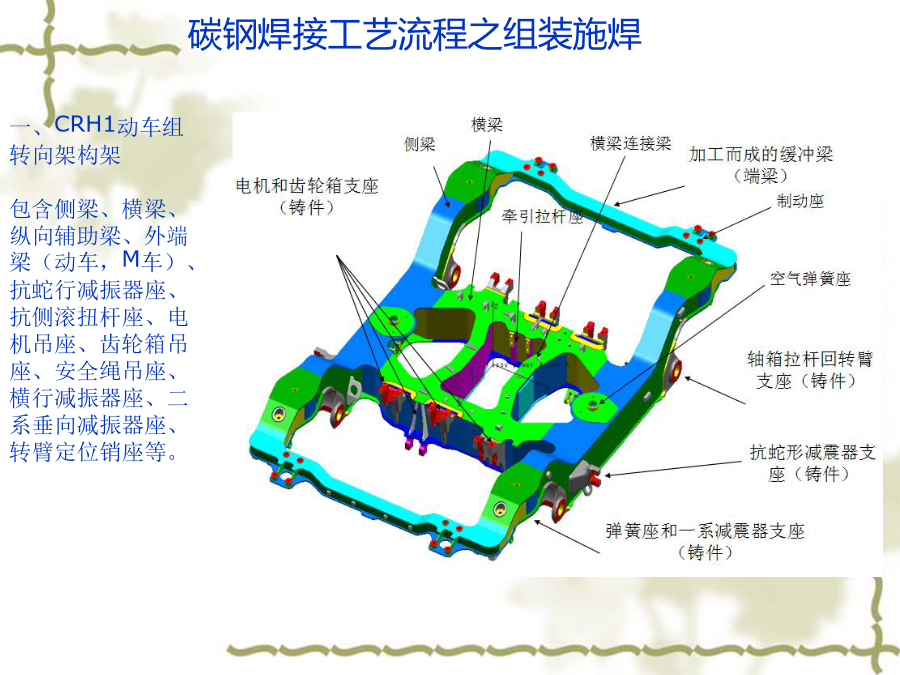
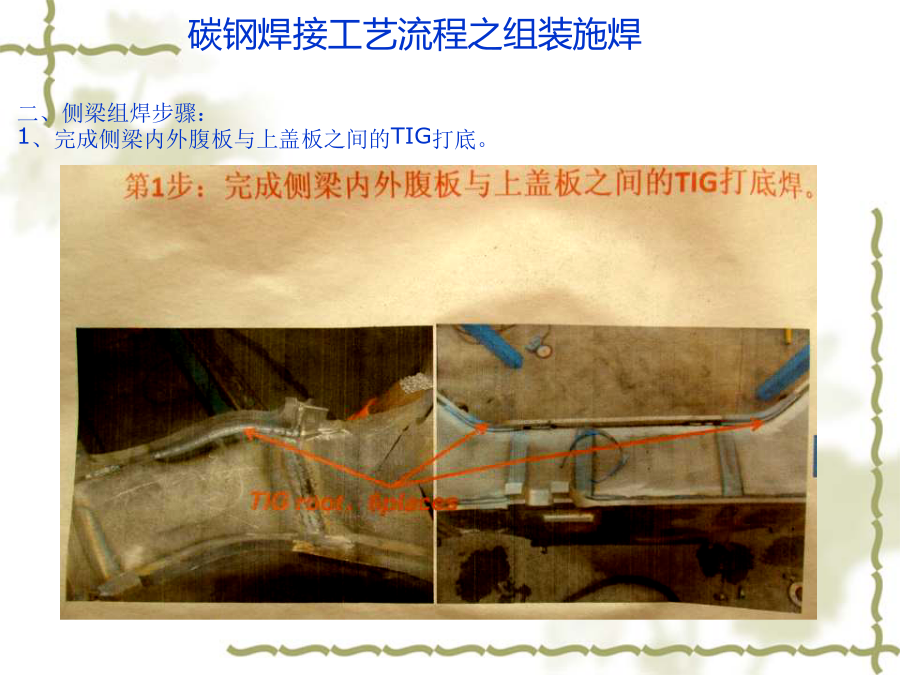
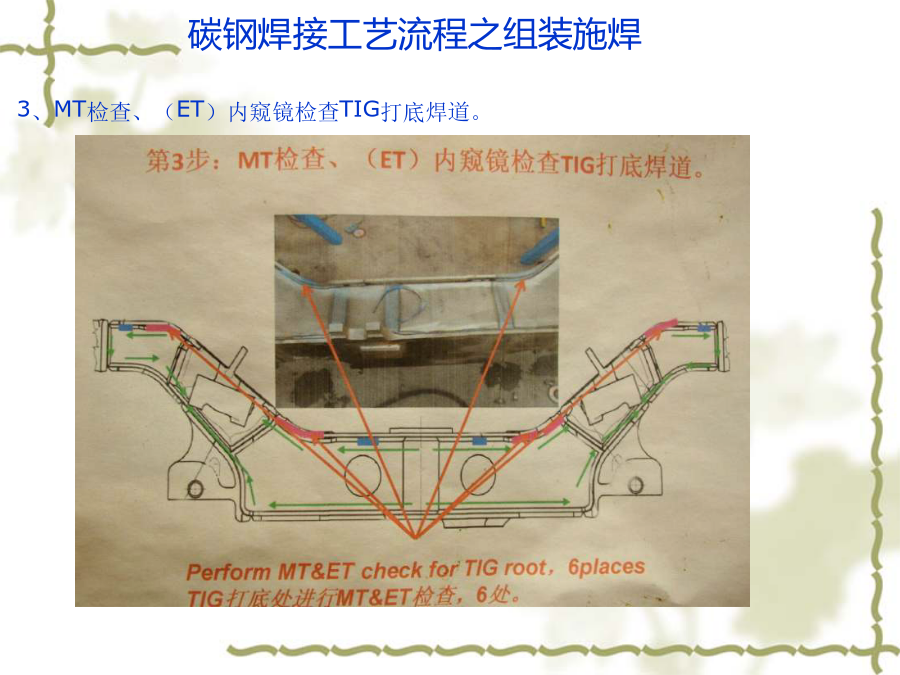
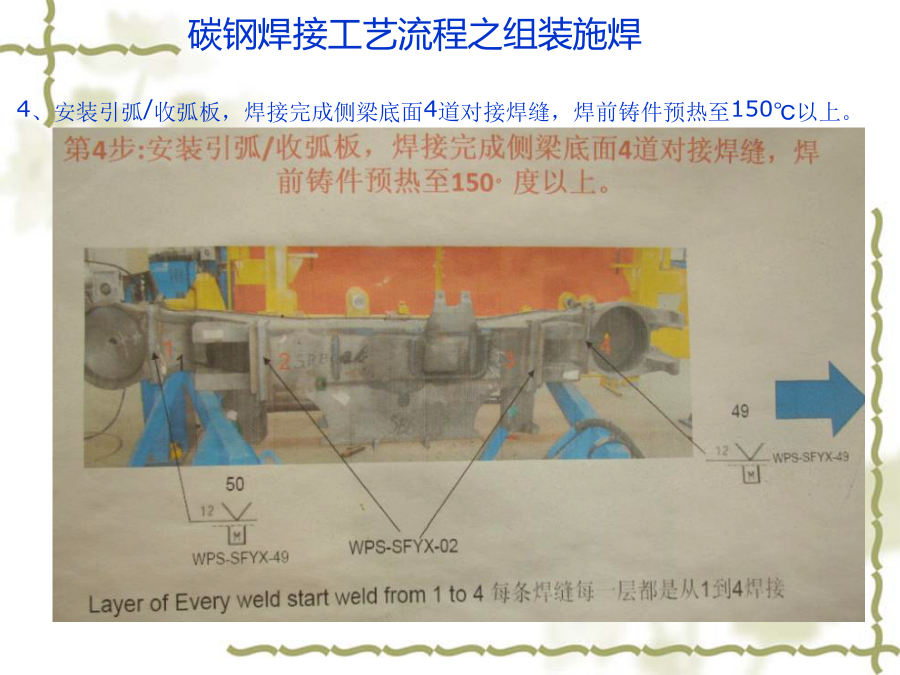
一、CRH1动车组转向架构架包含侧梁、横梁、纵向辅助梁、外端梁(动车,M车)、抗蛇行减振器座、抗侧滚扭杆座、电机吊座、齿轮箱吊座、安全绳吊座、横行减振器座、二系垂向减振器座、转臂定位销座等。碳钢焊接工艺流程之组装施焊转向架构架侧梁的组焊步骤。二、侧梁组焊步骤:1、完成侧梁内外腹板与上盖板之间的TIG打底。2、TIG焊完成制动器吊座与上盖板的打底焊,焊前预热。3、MT检查、(ET)内窥镜检查TIG打底焊道。4、安装引弧/收弧板,焊接完成侧梁底面4道对接焊缝,焊前铸件预热至150℃以上。5、安装引弧/收弧板,

高速列车碳钢焊接工艺流程之焊接检验.ppt
2、磁粉检测的不适用范围:(1)不适用于非磁性材料也不适用于检测铜、铝、镁、钛合金等非磁性材料。(2)不适于检测工件表面浅而宽的划伤、针孔状缺陷、埋藏较深的内部缺陷延伸方向和磁感应线方向夹角小于20°的缺陷。(3)磁粉检测的优点:①可以测出铁磁性材料表面和进表面的(开口和不开口)的缺陷②能直观的显示出缺陷的位置、大小、形状和严重程度③具有很高的检测灵敏度,可以检测微米级别宽度的缺陷。④单个工件检测的速度快,工艺简单,成本低廉,污染少。⑤采用合适的磁化方法可以检测到工件表面的各个部位,基本上不受工件大小和几

高速列车碳钢焊接工艺流程之下料.ppt
碳钢焊接工艺流程之下料2、光切割的优缺点2.1激光切割技术比其他方法的明显优点(1)切割质量好。切口宽度窄(一般为0.1--0.5mm)、精度高(一般孔中心距误差0.1--0.4mm,轮廓尺寸误差0.1--0.5mm)、切口表面粗糙度好(一般Ra为12.5--25μm),切缝一般不需要再加工即可焊接。(2)切割速度快。例如采用2KW激光功率,8mm厚的碳钢切割速度为1.6m/min;2mm厚的不锈钢切割速度为3.5m/min,热影响区小,变形极小。(3)清洁、安全、无污染。大大改善了操作人员的工作环境。当

讲课低碳钢熔化焊焊接接头组织分析.pptx
讲课低碳钢熔化焊焊接接头组织分析低碳钢熔化焊焊接接头组织分析二、实验设备及材料三、实验概述焊接接头由焊缝金属和焊接热影响区金属组成。焊缝金属的结晶形态及焊接热影响区的组织变化不仅与焊接热循环有关,而且与所用的焊接材料和被焊材料有密切关系。三、实验概述母材(一)不易淬火钢焊接热影响区金属的组织变化(一)不易淬火钢焊接热影响区金属的组织变化(一)不易淬火钢焊接热影响区金属的组织变化(一)不易淬火钢焊接热影响区金属的组织变化(一)不易淬火钢焊接热影响区金属的组织变化(一)不易淬火钢焊接热影响区金属的组织变化以上

波峰焊焊接工艺流程.doc
重庆国虹塑胶制品有限企业编号WI-DZ-007版本1.0名称生效日期/11/26波峰焊焊接工艺管理操作流程页数1/1一、目旳保持工艺过程旳稳定,实行对缺陷旳防止。检查波峰焊制程与否符合产品旳焊接质量规定,工艺管控按照此规程旳根据。二、合用范围我司所有波峰焊所生产旳产品。三、职责生产技术:1、波峰焊操作人员负责执行监控2、工程师负责工艺制程编制,处理和调整生产过程中波峰焊不能满足控制规定等异常状况监控钎料槽杂质旳含量、送样检测成分、检测汇报分析及异常处理。四、波峰焊有关参数设置和控制规定1、波峰焊设备设置(