
我国高速列车焊接技术及其新发展.pdf

qw****27

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
我国高速列车焊接技术及其新发展.pdf
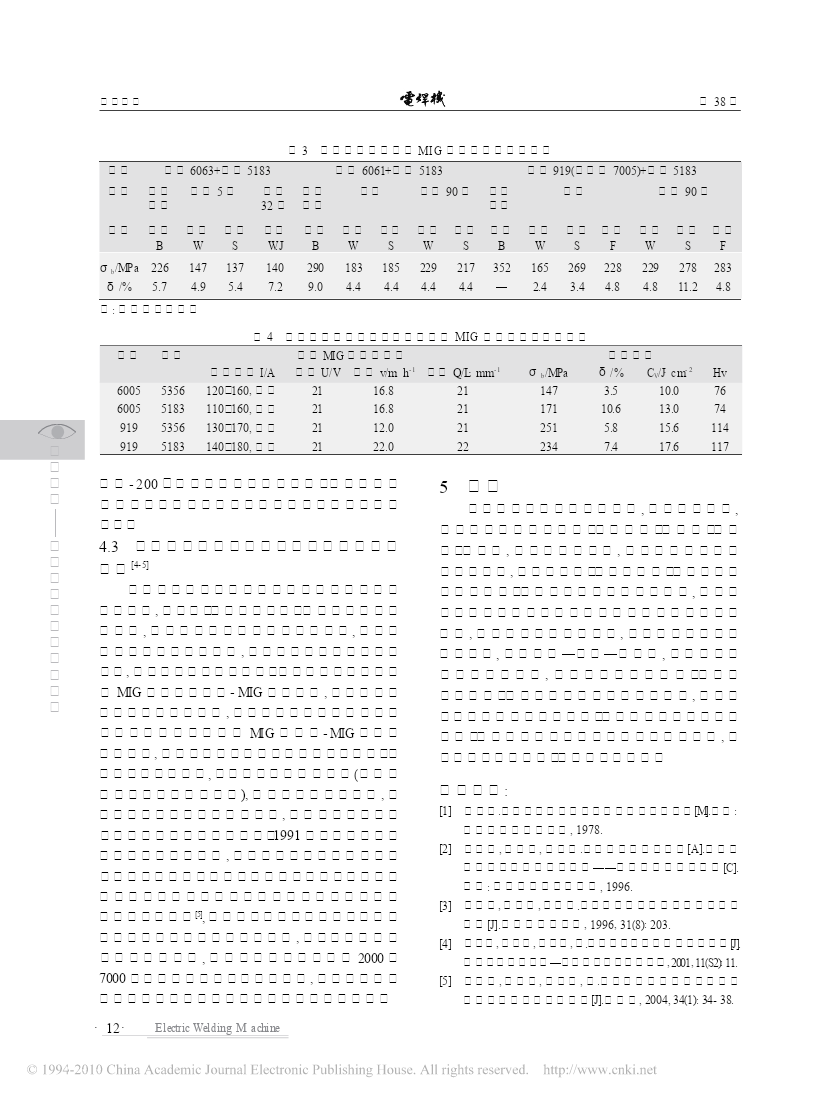
第38卷第8期Vol.38No.82008年8月WeldingMachineAug.2008Electric我国高速列车焊接技术及其新发展王元良,骆德阳,王一戎(西南交通大学焊接研究所,四川成都610031)摘要:阐述了我国高速列车焊接技术及其新发展,包栝:机车车辆转向架结构及焊接、车体结构的焊接、高速动力车不锈钢耐候钢混合车体的焊接、铝合金高速列车车体焊接。回顾了现状,探讨了发展。关键词:机车车辆;焊接结构;焊接技术中图分类号:TG40;U26文献标识码:C文章编号:1001-2303(2008)08-
当前焊接技术新发展的若干方面 及我国船舶焊接技术现状.pdf
当前焊接技术新发展的若干方面及我国船舶焊接技术现状与展望上海船舶工艺研究所陈家本研究员一、前言二、当前焊接技术新发展的若干方面2.1、提高焊接生产率是推动焊接技术发展的重要驱动力2.2、提高准备车间的机械化、自动化水平是当前世界先进工业国家重点发展方向2.3、焊接过程自动化、智能化是提高焊接质量稳定性,解决恶劣劳动条件的重要方向2.4、新兴工业的发展不断推动焊接技术前进2.5、热源的研究开发是推动焊接工艺发展的根本动力2.6、节能技术是焊接领域中普遍关切的问题2.7、弧焊机器人是焊接技术的新动向三、我国造

高速列车碳钢焊接工艺流程之焊接检验.ppt
2、磁粉检测的不适用范围:(1)不适用于非磁性材料也不适用于检测铜、铝、镁、钛合金等非磁性材料。(2)不适于检测工件表面浅而宽的划伤、针孔状缺陷、埋藏较深的内部缺陷延伸方向和磁感应线方向夹角小于20°的缺陷。(3)磁粉检测的优点:①可以测出铁磁性材料表面和进表面的(开口和不开口)的缺陷②能直观的显示出缺陷的位置、大小、形状和严重程度③具有很高的检测灵敏度,可以检测微米级别宽度的缺陷。④单个工件检测的速度快,工艺简单,成本低廉,污染少。⑤采用合适的磁化方法可以检测到工件表面的各个部位,基本上不受工件大小和几

N700高速列车的发展及其技术维修.docx
N700高速列车的发展及其技术维修随着中国高速铁路的飞速发展,N700高速列车成为了其中的重要组成部分。N700高速列车作为一种日本制造的高速列车,具有先进的技术和良好的性能,使其在中国高速铁路的发展中扮演着重要的角色。本文将从N700高速列车的发展历程和技术维修两个方面探讨N700高速列车的现状及其在中国高速铁路中的地位。一、N700高速列车的发展历程N700高速列车是近年来日本新干线列车系列的最新型号,它的设计和制造都是综合考虑了新干线列车多年的使用经验和技术成果。N700高速列车在结构、动力装置、车

高速列车载荷反演技术及其运用研究.docx
高速列车载荷反演技术及其运用研究高速列车载荷反演技术及其运用研究摘要高速列车在运行过程中承受着复杂的载荷作用,为了确保列车的安全和可靠运行,对载荷进行准确的反演分析具有重要的意义。本文主要介绍了高速列车载荷反演技术的原理和方法,并探讨了其在高速列车工程领域的应用。首先,介绍了高速列车载荷的来源和分类,分析了不同载荷对列车结构的影响。然后,针对不同载荷特点,介绍了常用的载荷反演方法。最后,通过数值模拟和实际测试,验证了所提出方法的准确性和可行性。关键词:高速列车、载荷反演、结构分析、数值模拟、实际测试第一章