
内孔零件件加工.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

内孔零件件加工.doc
任务4短套零件加工1、教学目标最终目标:会短套类零件的加工。促成目标:1、能分析短套零件的技术要求;2、会拟定短套加工工艺;3、会正确使用内径千分尺或内径百分表测量;4、能分析短套零件产生加工质量问题的原因。5、牢记安全文明生产规范要求。.2、工作任务按拟定工艺完成图4-1所示气缸套类零件加工图4-1A110型柴油机气缸套3、相关实践知识套筒类零件在机械加工中经常碰到,它在机器中主要起支承或导向作用。气缸套的结构特点:零件的主要表面为内孔与外圆;且两者的同轴度要求较高;零件壁厚较薄;加工中易变形;零件的长
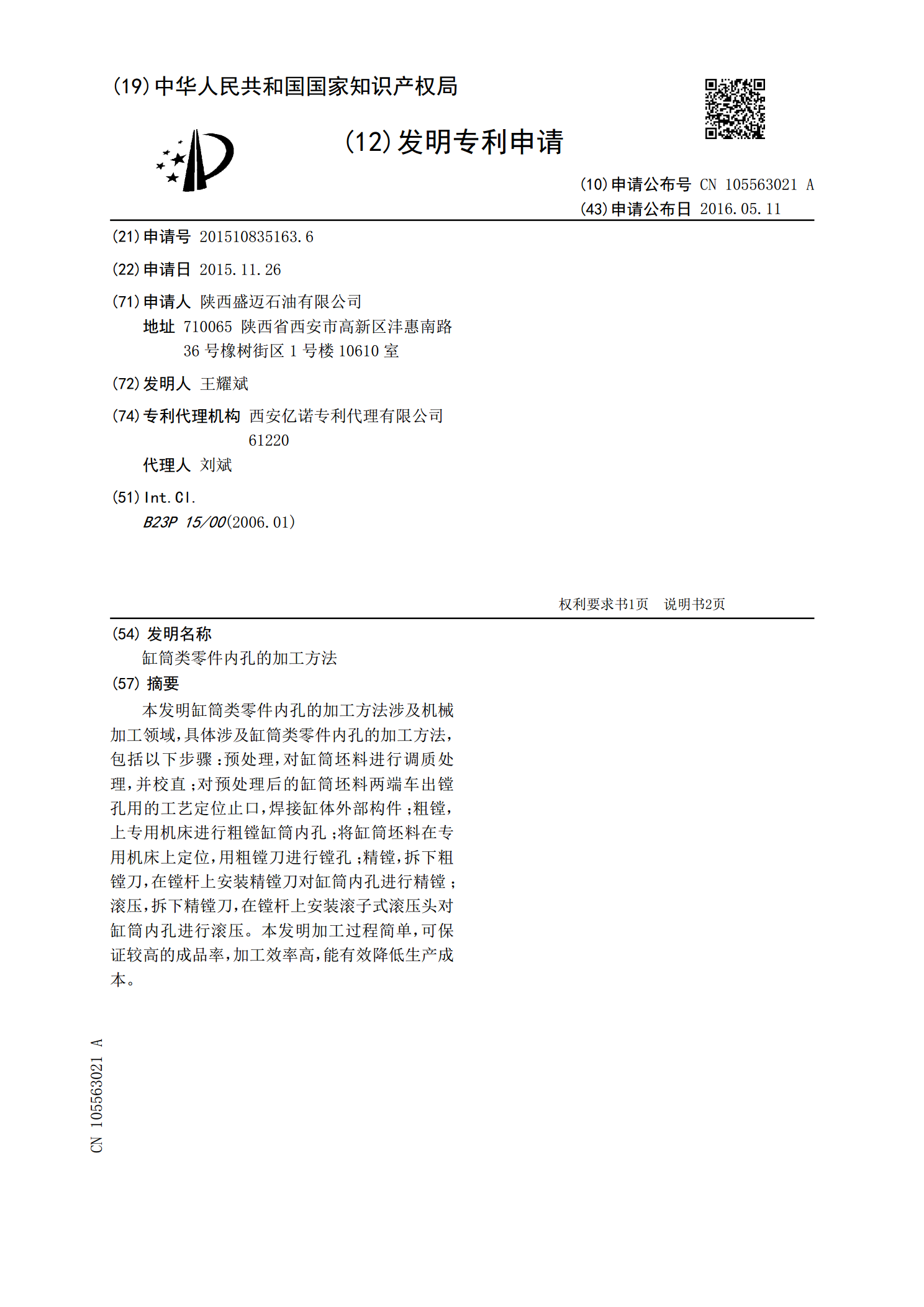
缸筒类零件内孔的加工方法.pdf
本发明缸筒类零件内孔的加工方法涉及机械加工领域,具体涉及缸筒类零件内孔的加工方法,包括以下步骤:预处理,对缸筒坯料进行调质处理,并校直;对预处理后的缸筒坯料两端车出镗孔用的工艺定位止口,焊接缸体外部构件;粗镗,上专用机床进行粗镗缸筒内孔;将缸筒坯料在专用机床上定位,用粗镗刀进行镗孔;精镗,拆下粗镗刀,在镗杆上安装精镗刀对缸筒内孔进行精镗;滚压,拆下精镗刀,在镗杆上安装滚子式滚压头对缸筒内孔进行滚压。本发明加工过程简单,可保证较高的成品率,加工效率高,能有效降低生产成本。
带孔零件加工.ppt
带孔零件加工教学目标引入解决办法执行G43时,(刀具长时,离开刀工件补偿,+Z)Z实际值=Z指令值+(Hxx)执行G44时,(刀具短时,趋近工件补偿,-Z)Z实际值=Z指令值-(Hxx)知识链接2、刀具长度补偿的方法将不同长度刀具通过对刀操作获取差值。通过MDI方式将刀具长度参数输入刀具参数表。执行程序中刀具长度补偿指令。3、刀具长度补偿指令执行G43时,(刀具长时,离开刀工件补偿,+Z)Z实际值=Z指令值+(Hxx)执行G44时,(刀具短时,趋近工件补偿,-Z)Z实际值=Z指令值-(Hxx)设(H02)
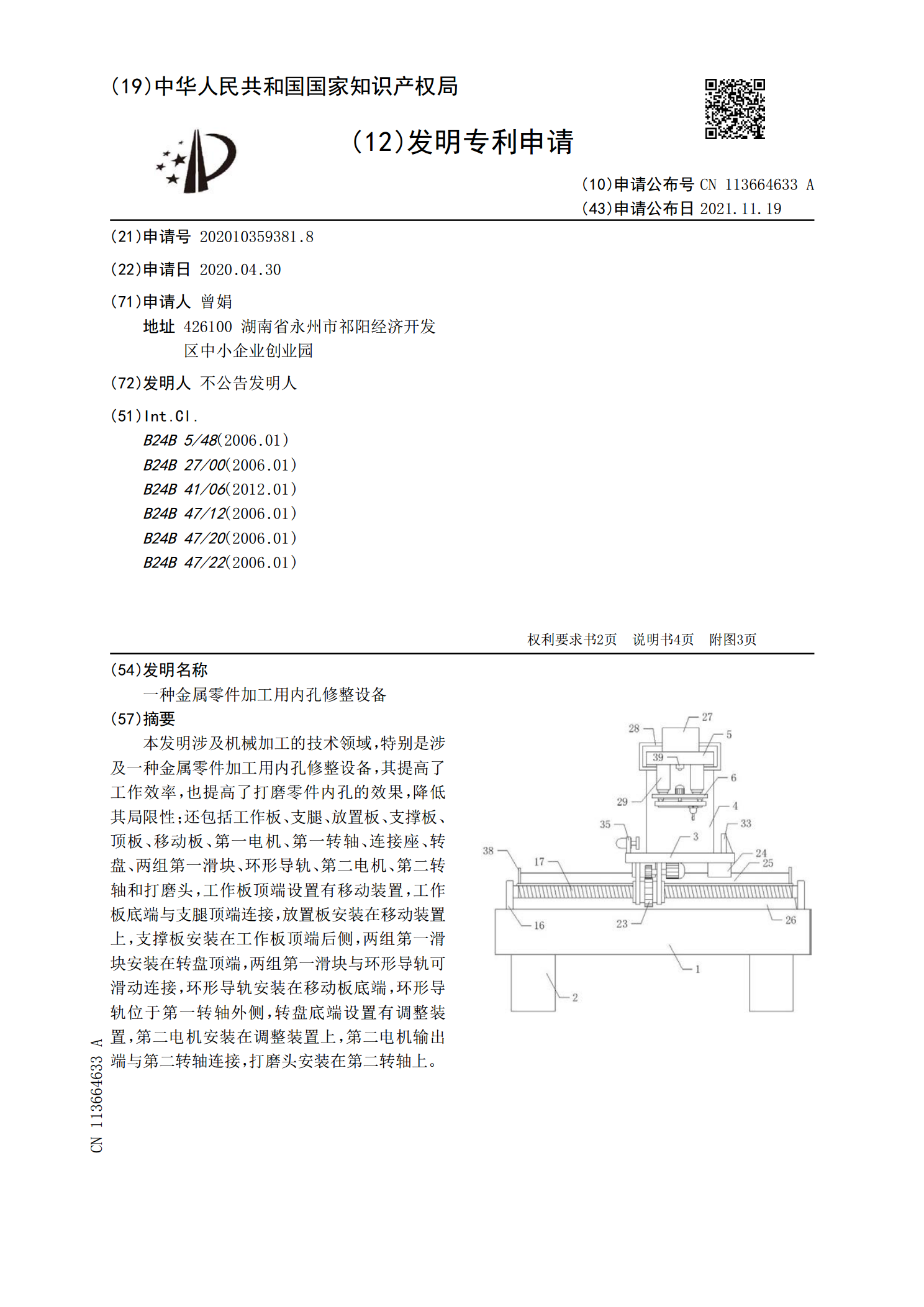
一种金属零件加工用内孔修整设备.pdf
本发明涉及机械加工的技术领域,特别是涉及一种金属零件加工用内孔修整设备,其提高了工作效率,也提高了打磨零件内孔的效果,降低其局限性;还包括工作板、支腿、放置板、支撑板、顶板、移动板、第一电机、第一转轴、连接座、转盘、两组第一滑块、环形导轨、第二电机、第二转轴和打磨头,工作板顶端设置有移动装置,工作板底端与支腿顶端连接,放置板安装在移动装置上,支撑板安装在工作板顶端后侧,两组第一滑块安装在转盘顶端,两组第一滑块与环形导轨可滑动连接,环形导轨安装在移动板底端,环形导轨位于第一转轴外侧,转盘底端设置有调整装置,

轴类零件内孔去毛刺机床和轴类零件内孔去毛刺工艺.pdf
本发明涉及一种轴类零件内孔去毛刺机床和轴类零件内孔去毛刺工艺,尤其是一种涉及凸轮轴零件加工领域的轴类零件内孔去毛刺机床和轴类零件内孔去毛刺工艺。本发明的轴类零件内孔去毛刺机床,包括工作台板、零件定位夹紧机构、零件工位转换机构、柔性铰刀去毛刺装置和钢丝绳去毛刺装置,所述零件定位夹紧机构、零件工位转换机构、柔性铰刀去毛刺装置和钢丝绳去毛刺装置安装在工作台板上。本发明的轴类零件内孔去毛刺工艺,包括以下几个步骤:A、将零件定位夹紧;B、柔性铰刀除毛刺;C、钢丝绳除毛刺。本发明使用方便,除毛刺效率高,可以有效去铸件