
带孔零件加工.ppt

kp****93

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共29页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
带孔零件加工.ppt
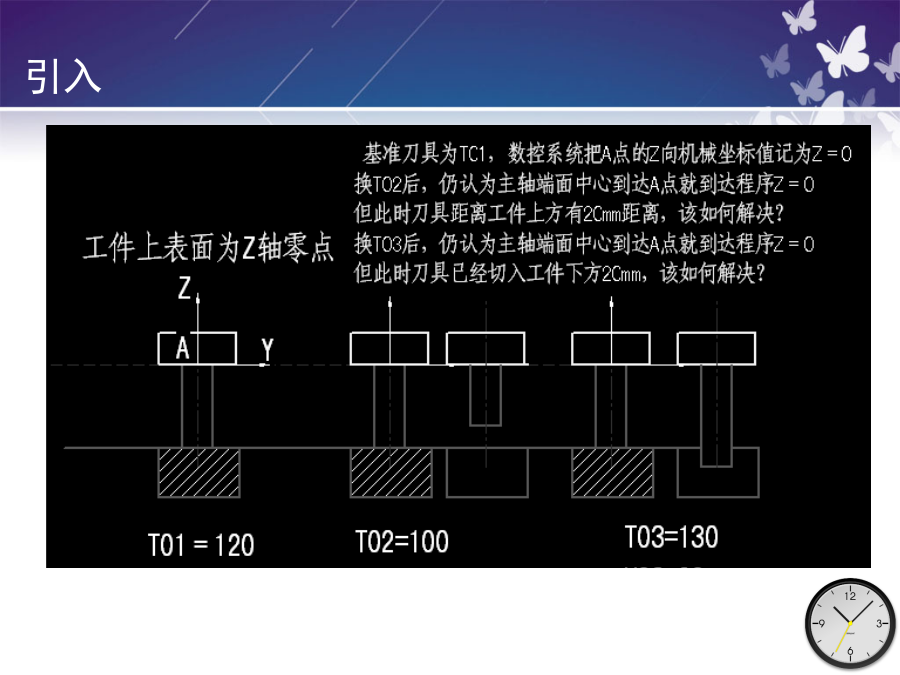
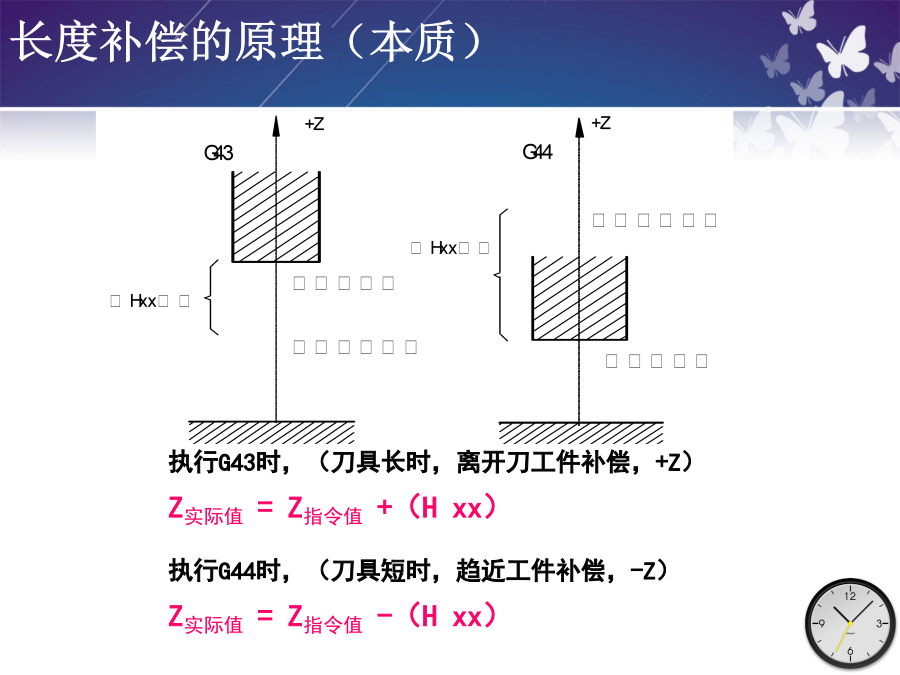
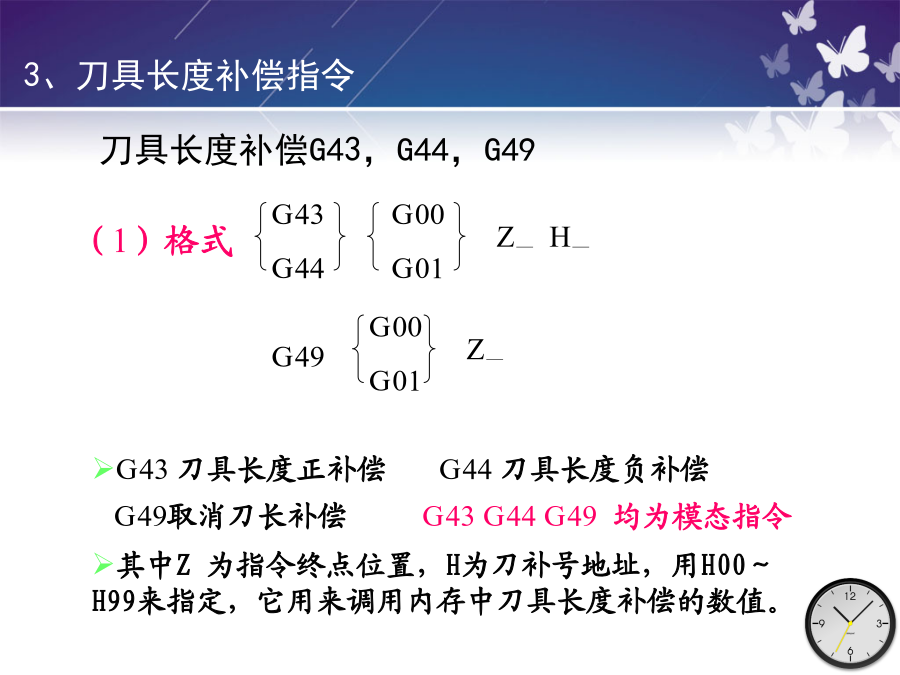
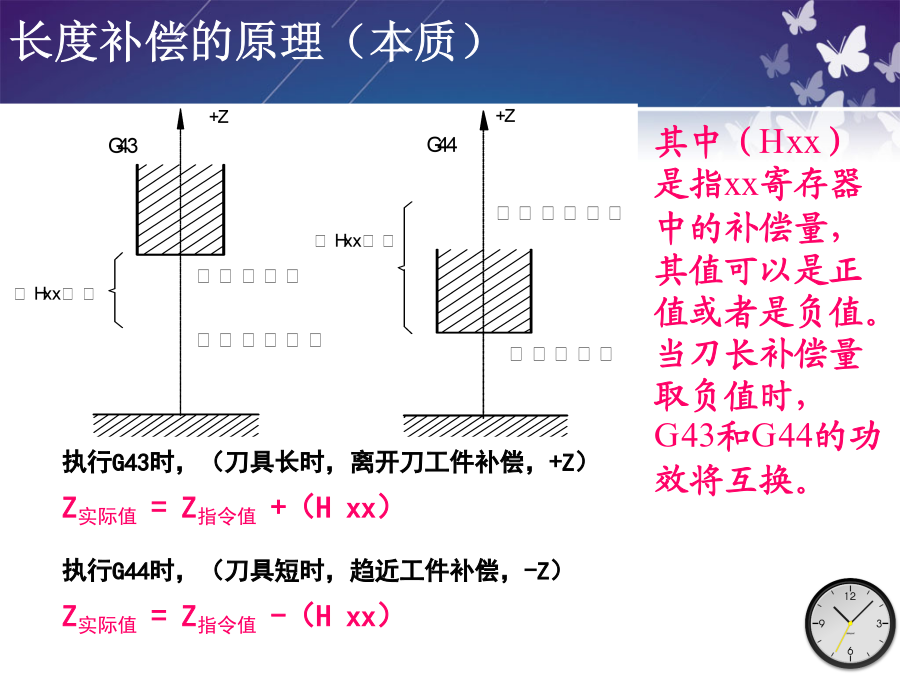
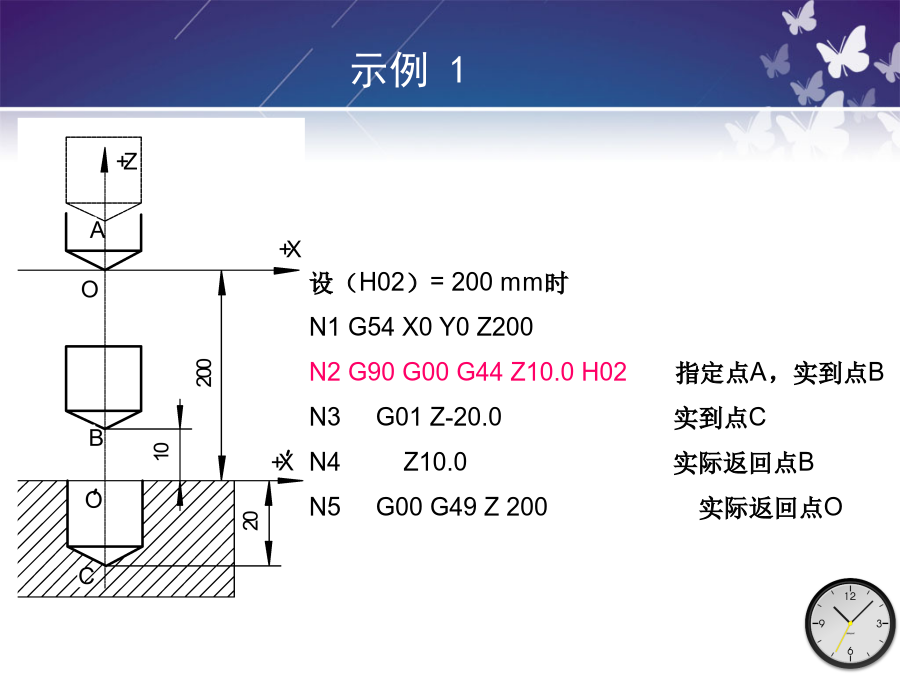
带孔零件加工教学目标引入解决办法执行G43时,(刀具长时,离开刀工件补偿,+Z)Z实际值=Z指令值+(Hxx)执行G44时,(刀具短时,趋近工件补偿,-Z)Z实际值=Z指令值-(Hxx)知识链接2、刀具长度补偿的方法将不同长度刀具通过对刀操作获取差值。通过MDI方式将刀具长度参数输入刀具参数表。执行程序中刀具长度补偿指令。3、刀具长度补偿指令执行G43时,(刀具长时,离开刀工件补偿,+Z)Z实际值=Z指令值+(Hxx)执行G44时,(刀具短时,趋近工件补偿,-Z)Z实际值=Z指令值-(Hxx)设(H02)

内孔零件件加工.doc
任务4短套零件加工1、教学目标最终目标:会短套类零件的加工。促成目标:1、能分析短套零件的技术要求;2、会拟定短套加工工艺;3、会正确使用内径千分尺或内径百分表测量;4、能分析短套零件产生加工质量问题的原因。5、牢记安全文明生产规范要求。.2、工作任务按拟定工艺完成图4-1所示气缸套类零件加工图4-1A110型柴油机气缸套3、相关实践知识套筒类零件在机械加工中经常碰到,它在机器中主要起支承或导向作用。气缸套的结构特点:零件的主要表面为内孔与外圆;且两者的同轴度要求较高;零件壁厚较薄;加工中易变形;零件的长

薄壁深孔零件的数控加工.doc
薄壁深孔零件的数控加工摘要:在机械产品加工中会遇到薄壁深孔不规则盲孔零件加工,装夹难,常规加工方法是难以完成的。为此,本文制定相应加工工艺,提出专用夹具的设计方案。并进一步介绍夹具的制造和使用。经实践证明,该工装是行之有效的,完全达到了形位公差的精度要求,并提高了生产效率。关键词:专用夹具工艺过程设备生产效率前言:随着科学技术和社会生产的迅速发展,机械产品日趋复杂,加工困难。如薄壁深孔件,在夹紧力和切削力的作用下,容易产生变形、振动,影响工件精度,工件尺寸不容易控制,如果不规则又是盲孔,更加难以加工。由于
一种零件孔的加工方法.pdf
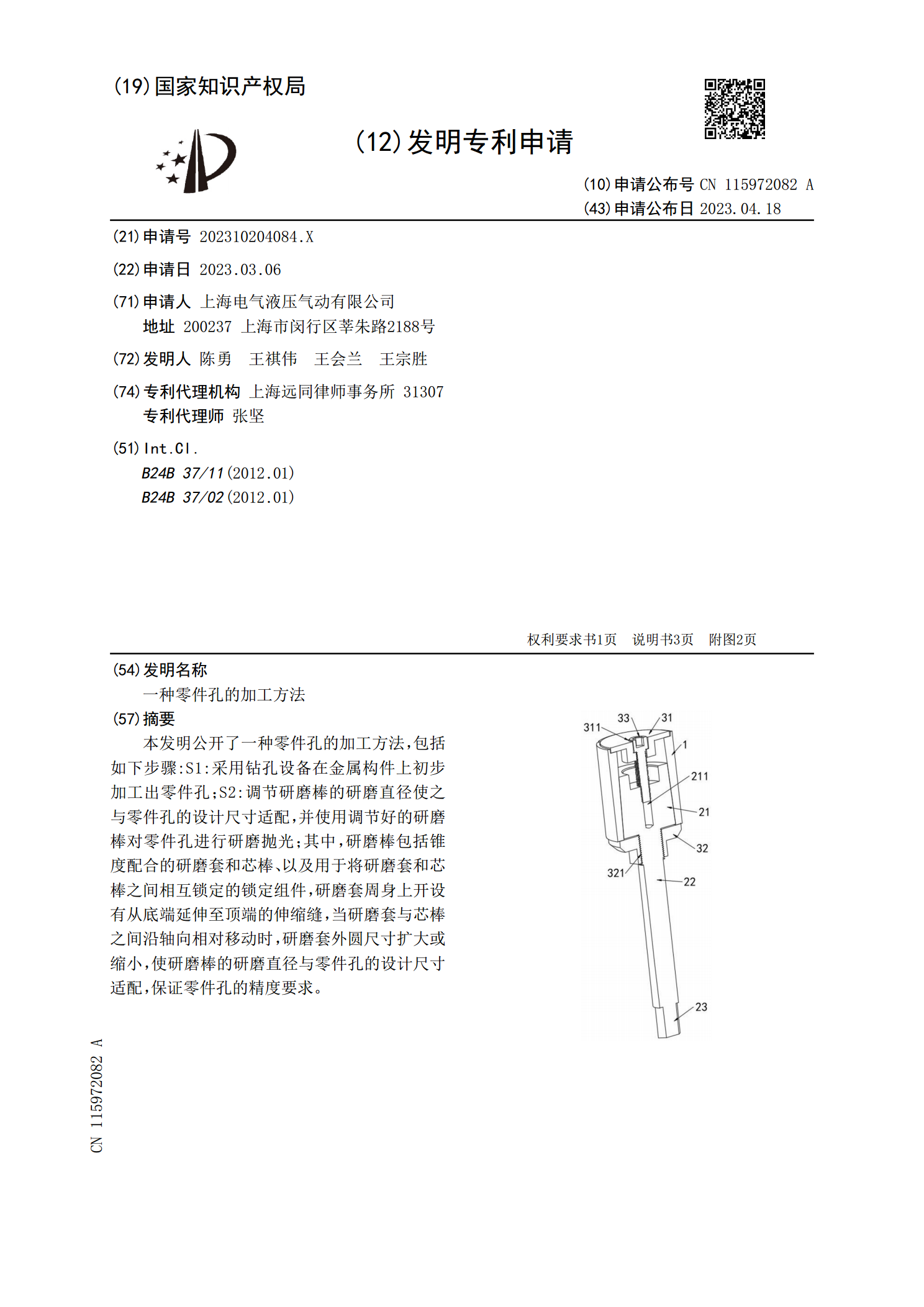
本发明公开了一种零件孔的加工方法,包括如下步骤:S1:采用钻孔设备在金属构件上初步加工出零件孔;S2:调节研磨棒的研磨直径使之与零件孔的设计尺寸适配,并使用调节好的研磨棒对零件孔进行研磨抛光;其中,研磨棒包括锥度配合的研磨套和芯棒、以及用于将研磨套和芯棒之间相互锁定的锁定组件,研磨套周身上开设有从底端延伸至顶端的伸缩缝,当研磨套与芯棒之间沿轴向相对移动时,研磨套外圆尺寸扩大或缩小,使研磨棒的研磨直径与零件孔的设计尺寸适配,保证零件孔的精度要求。

深孔零件的磨削加工装置.pdf
本发明涉及一种深孔零件的磨削加工装置,其特征在于它包括下工作台(5),所述下工作台(5)连接有下直线电机(4),所述下工作台(5)上方的轨道上设置有上工作台(2),所述上工作台(2)连接有上直线电机(3),所述上工作台(2)上固定有磨头保持架(1),所述磨头保持架(1)上设置有磨头(6),所述磨头(6)向左伸出磨杆(7),所述磨杆(7)的左端设置有砂轮(8)。本发明通过上下工作台的频率差,增加了磨头砂轮的自锐性,提高磨削量,增加磨削效率且极大的改善了深孔的质量,提高了深孔加工的效率。该发明深孔零件的磨削加