
一种零件孔的加工方法.pdf

春岚****23

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种零件孔的加工方法.pdf
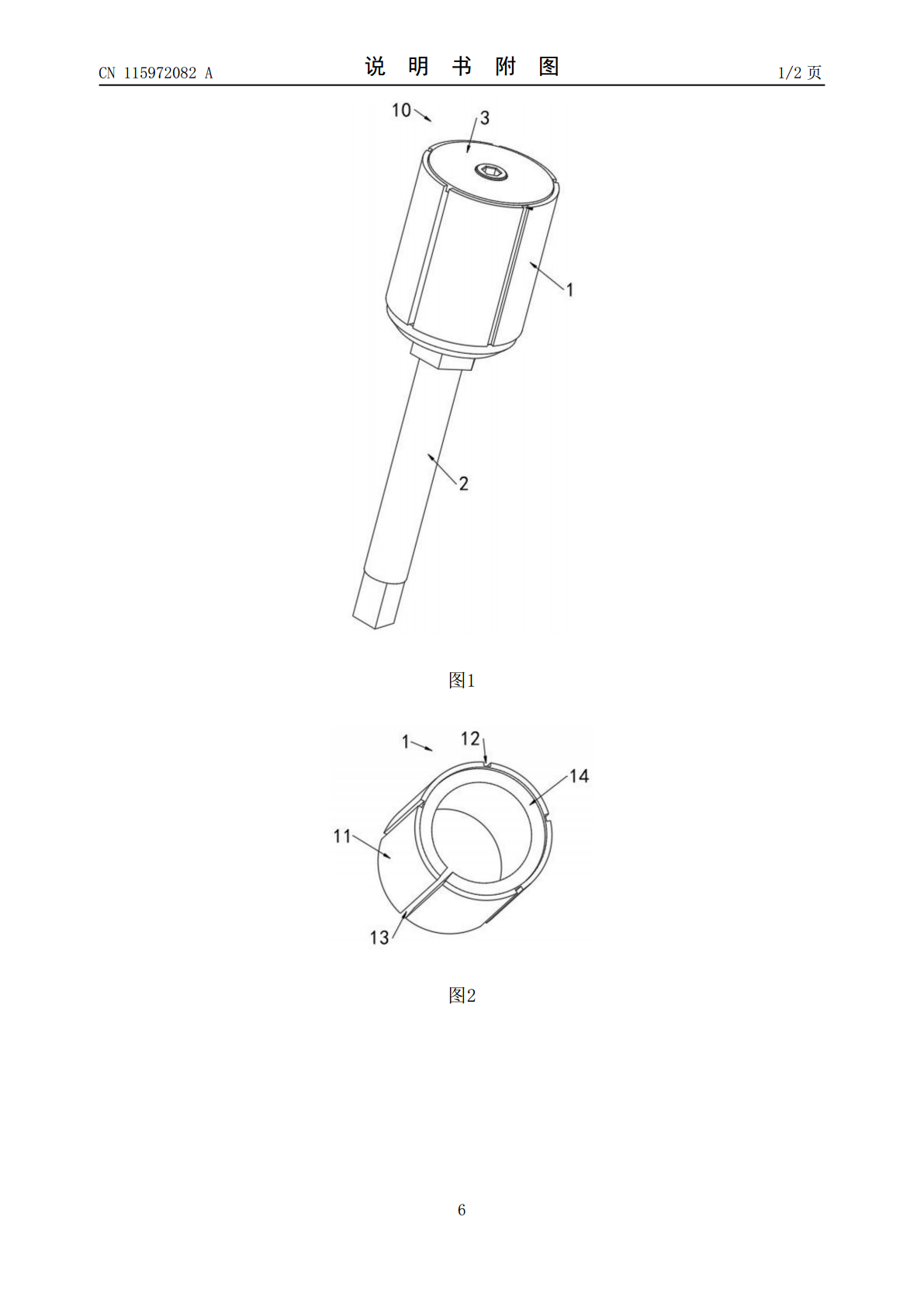
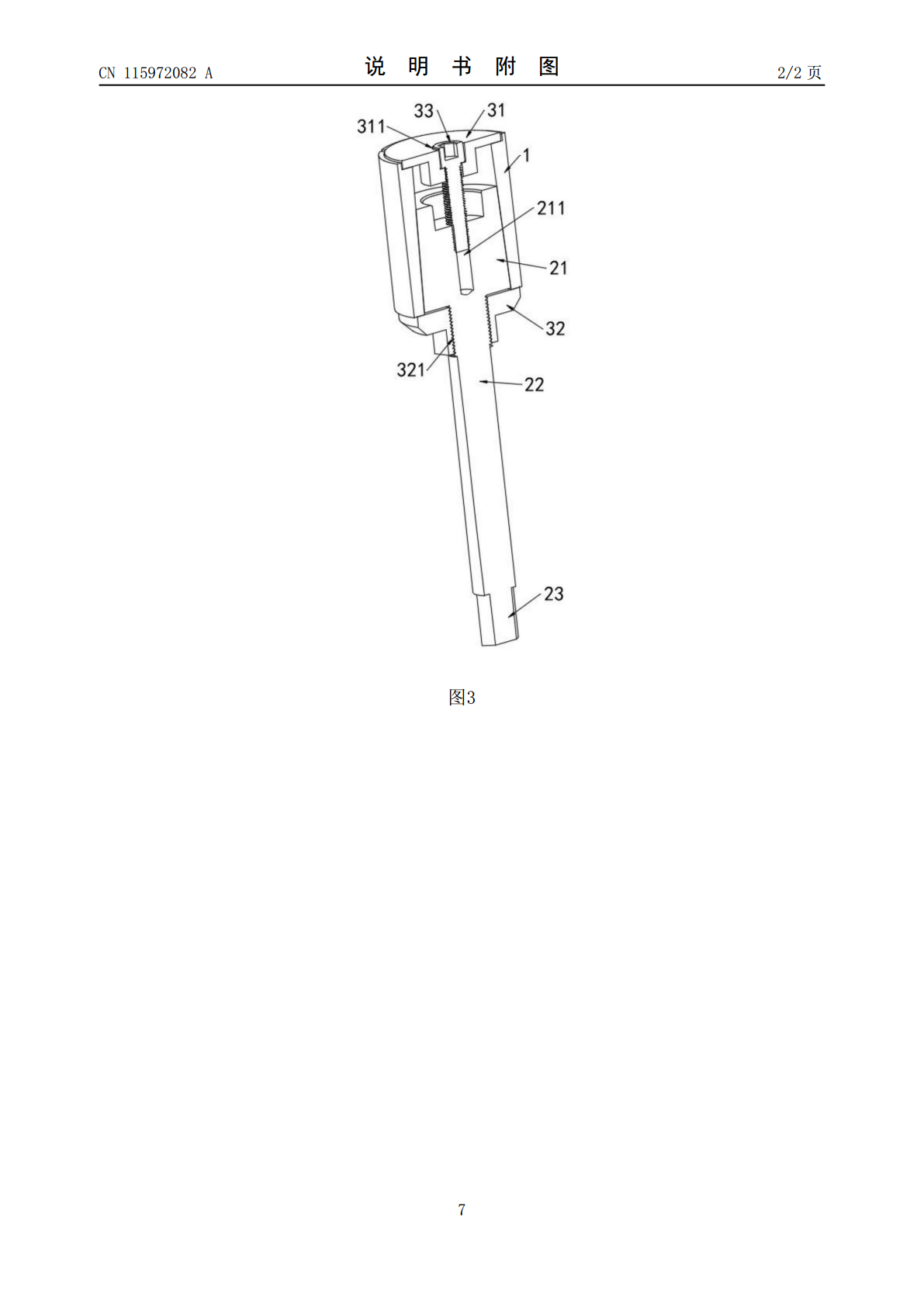
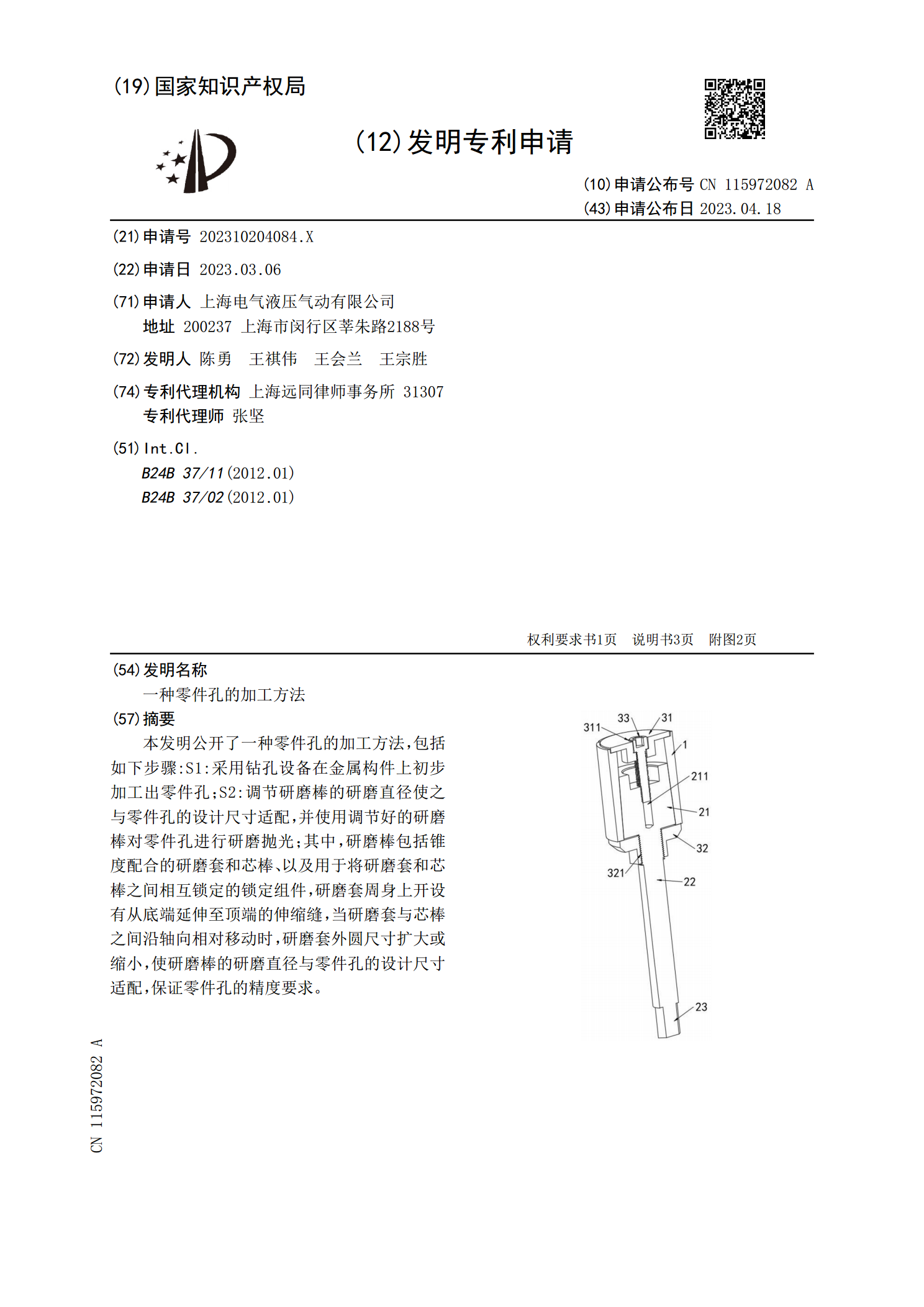
本发明公开了一种零件孔的加工方法,包括如下步骤:S1:采用钻孔设备在金属构件上初步加工出零件孔;S2:调节研磨棒的研磨直径使之与零件孔的设计尺寸适配,并使用调节好的研磨棒对零件孔进行研磨抛光;其中,研磨棒包括锥度配合的研磨套和芯棒、以及用于将研磨套和芯棒之间相互锁定的锁定组件,研磨套周身上开设有从底端延伸至顶端的伸缩缝,当研磨套与芯棒之间沿轴向相对移动时,研磨套外圆尺寸扩大或缩小,使研磨棒的研磨直径与零件孔的设计尺寸适配,保证零件孔的精度要求。

一种矩形孔零件及利用曲线磨床加工矩形孔零件的方法.pdf
本发明涉及一种矩形孔零件及利用曲线磨床加工矩形孔零件的方法,矩形方孔(2)位于零件主体(1)上且矩形方孔(2)四角为砂轮越程槽(3),把曲线磨床X轴移动的变化量和C轴旋转角度的变化量结合起来,通过工作台回转来完成矩形方孔(2)的磨削。本发明能在不用专用设备而采用通用设备来完成磨削矩形孔的目的。
带孔零件加工.ppt
带孔零件加工教学目标引入解决办法执行G43时,(刀具长时,离开刀工件补偿,+Z)Z实际值=Z指令值+(Hxx)执行G44时,(刀具短时,趋近工件补偿,-Z)Z实际值=Z指令值-(Hxx)知识链接2、刀具长度补偿的方法将不同长度刀具通过对刀操作获取差值。通过MDI方式将刀具长度参数输入刀具参数表。执行程序中刀具长度补偿指令。3、刀具长度补偿指令执行G43时,(刀具长时,离开刀工件补偿,+Z)Z实际值=Z指令值+(Hxx)执行G44时,(刀具短时,趋近工件补偿,-Z)Z实际值=Z指令值-(Hxx)设(H02)
异型零件超长孔镗削加工方法.pdf
本发明提供了异型零件超长孔镗削加工方法,它包括以下步骤:步骤一:预钻孔;步骤二:建立工艺孔;步骤三:制作专用刀杆;步骤四:制作导向衬套;步骤五:镗孔加工。此加工方法通过采用利用数控机床优势及新刀具应用、通过设计专用镗刀杆及滑动衬套,掉头加工的方法完成长孔镗孔加工,达到提升加工效率,降低加工成本的目的。
缸筒类零件内孔的加工方法.pdf
本发明缸筒类零件内孔的加工方法涉及机械加工领域,具体涉及缸筒类零件内孔的加工方法,包括以下步骤:预处理,对缸筒坯料进行调质处理,并校直;对预处理后的缸筒坯料两端车出镗孔用的工艺定位止口,焊接缸体外部构件;粗镗,上专用机床进行粗镗缸筒内孔;将缸筒坯料在专用机床上定位,用粗镗刀进行镗孔;精镗,拆下粗镗刀,在镗杆上安装精镗刀对缸筒内孔进行精镗;滚压,拆下精镗刀,在镗杆上安装滚子式滚压头对缸筒内孔进行滚压。本发明加工过程简单,可保证较高的成品率,加工效率高,能有效降低生产成本。