
玻璃窑炉的节能.pdf

17****27


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
玻璃窑炉的节能.pdf
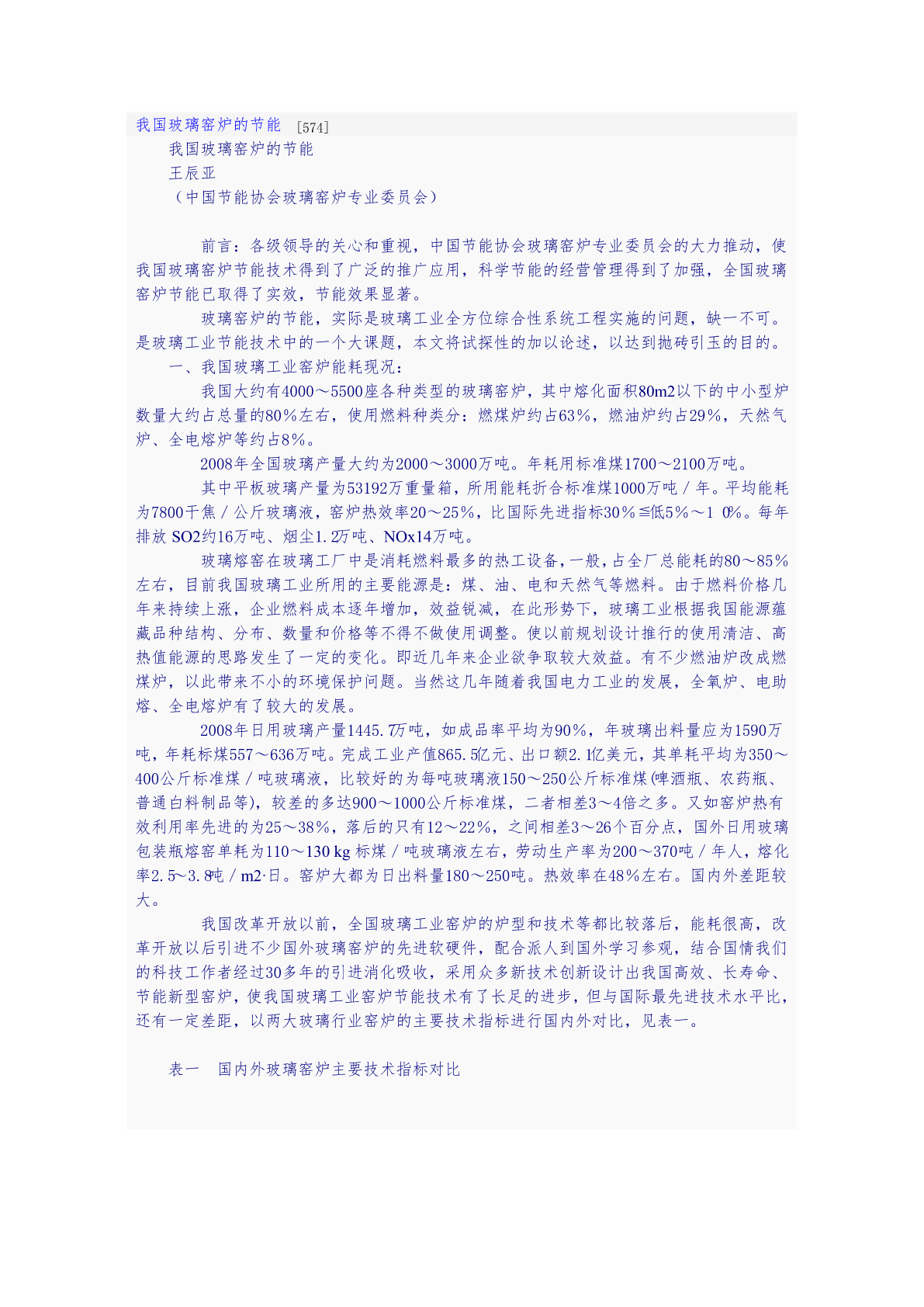
我国玻璃窑炉的节能[574]我国玻璃窑炉的节能王辰亚(中国节能协会玻璃窑炉专业委员会)前言:各级领导的关心和重视,中国节能协会玻璃窑炉专业委员会的大力推动,使我国玻璃窑炉节能技术得到了广泛的推广应用,科学节能的经营管理得到了加强,全国玻璃窑炉节能已取得了实效,节能效果显著。玻璃窑炉的节能,实际是玻璃工业全方位综合性系统工程实施的问题,缺一不可。是玻璃工业节能技术中的一个大课题,本文将试探性的加以论述,以达到抛砖引玉的目的。一、我国玻璃工业窑炉能耗现况:我国大约有4000~5500座各种类型的玻璃窑炉,其中
节能浮法玻璃窑炉.pdf
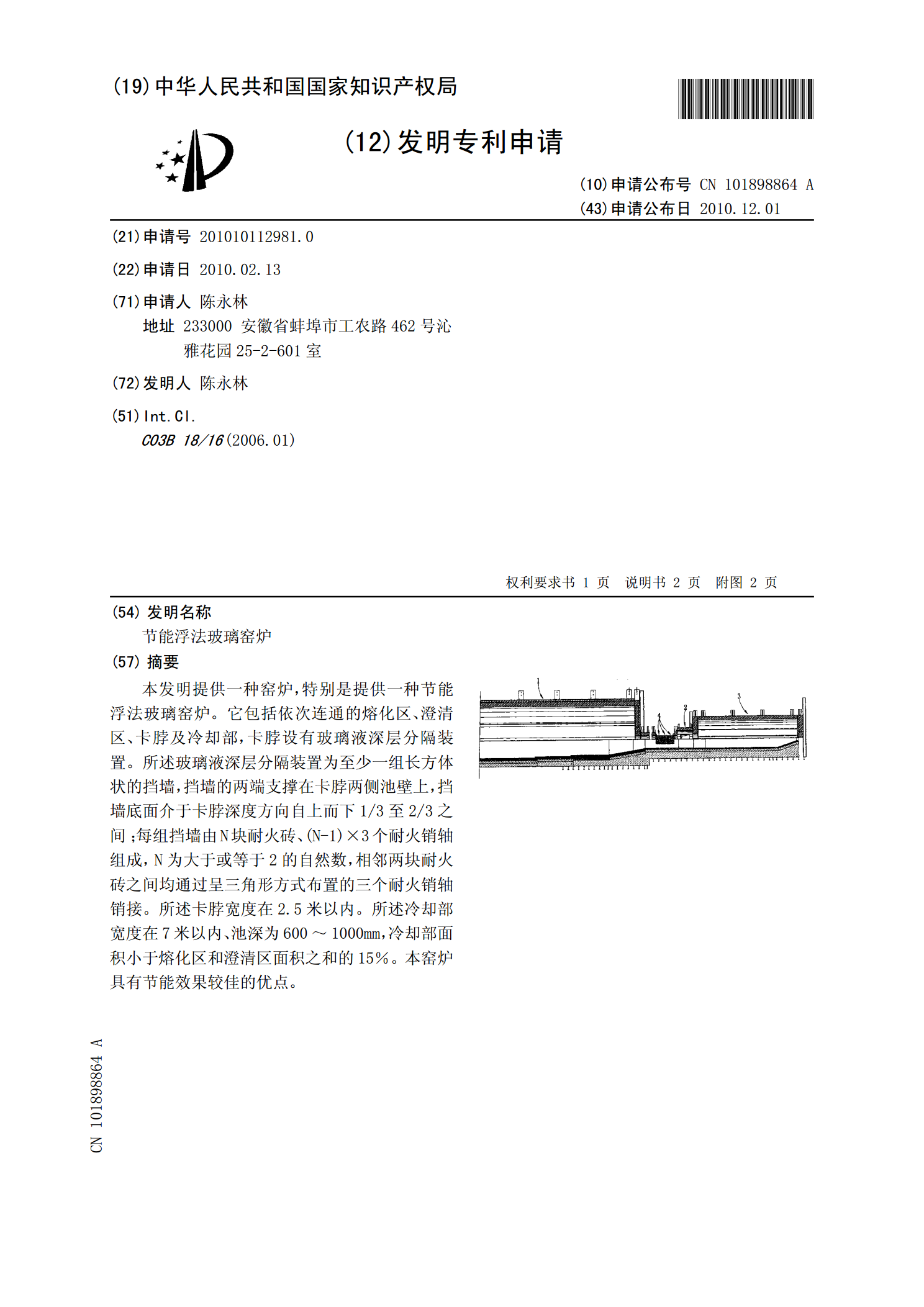
本发明提供一种窑炉,特别是提供一种节能浮法玻璃窑炉。它包括依次连通的熔化区、澄清区、卡脖及冷却部,卡脖设有玻璃液深层分隔装置。所述玻璃液深层分隔装置为至少一组长方体状的挡墙,挡墙的两端支撑在卡脖两侧池壁上,挡墙底面介于卡脖深度方向自上而下1/3至2/3之间;每组挡墙由N块耐火砖、(N-1)×3个耐火销轴组成,N为大于或等于2的自然数,相邻两块耐火砖之间均通过呈三角形方式布置的三个耐火销轴销接。所述卡脖宽度在2.5米以内。所述冷却部宽度在7米以内、池深为600~1000mm,冷却部面积小于熔化区和澄清区面积

玻璃窑炉节能措施的探讨.docx
玻璃窑炉节能措施的探讨玻璃窑炉是玻璃行业的关键能耗设备,也是污染排放的重要源头之一。随着环保意识的提高和能源紧张的问题日益突出,玻璃窑炉的节能措施成为一个热门话题。本文将探讨玻璃窑炉节能的重要性,以及可以采取的一些措施。首先,玻璃窑炉能耗在玻璃行业中占据很大比例,因此节能对于整个行业的可持续发展至关重要。而且,玻璃窑炉在生产过程中消耗大量的化石能源,也直接导致大量的碳排放和其他污染物的排放,对环境产生了极大的压力。因此,节能措施不仅可以降低企业的运营成本,还可以减少对环境的负面影响。那么,玻璃窑炉节能的具

玻璃窑炉的节能途径分析.doc
玻璃窑炉的节能途径分析玻璃工厂是耗能大户。玻璃工厂中主要的耗能部分是玻璃窑炉(其耗能量占总耗能的75%以上)。因此,狠抓玻璃窑炉的节能是当务之急。几年来,我们在玻璃料方、加料系统、燃烧系统、窑炉结构、窑体保温、余热利用、作业控制等方面采取了很多节能措施,取得很大的成绩。不少厂的燃耗指标已有明显下降。有的厂达到了一等炉或特等炉的水平。但和国外相比,还有不小的差距.。所以我们还要努力,进一步降低能耗。下面提出若干条节能途径。一、在不提高火焰温度下提高玻璃液温度玻璃液温度提高后就可
节能超白玻璃窑炉.pdf
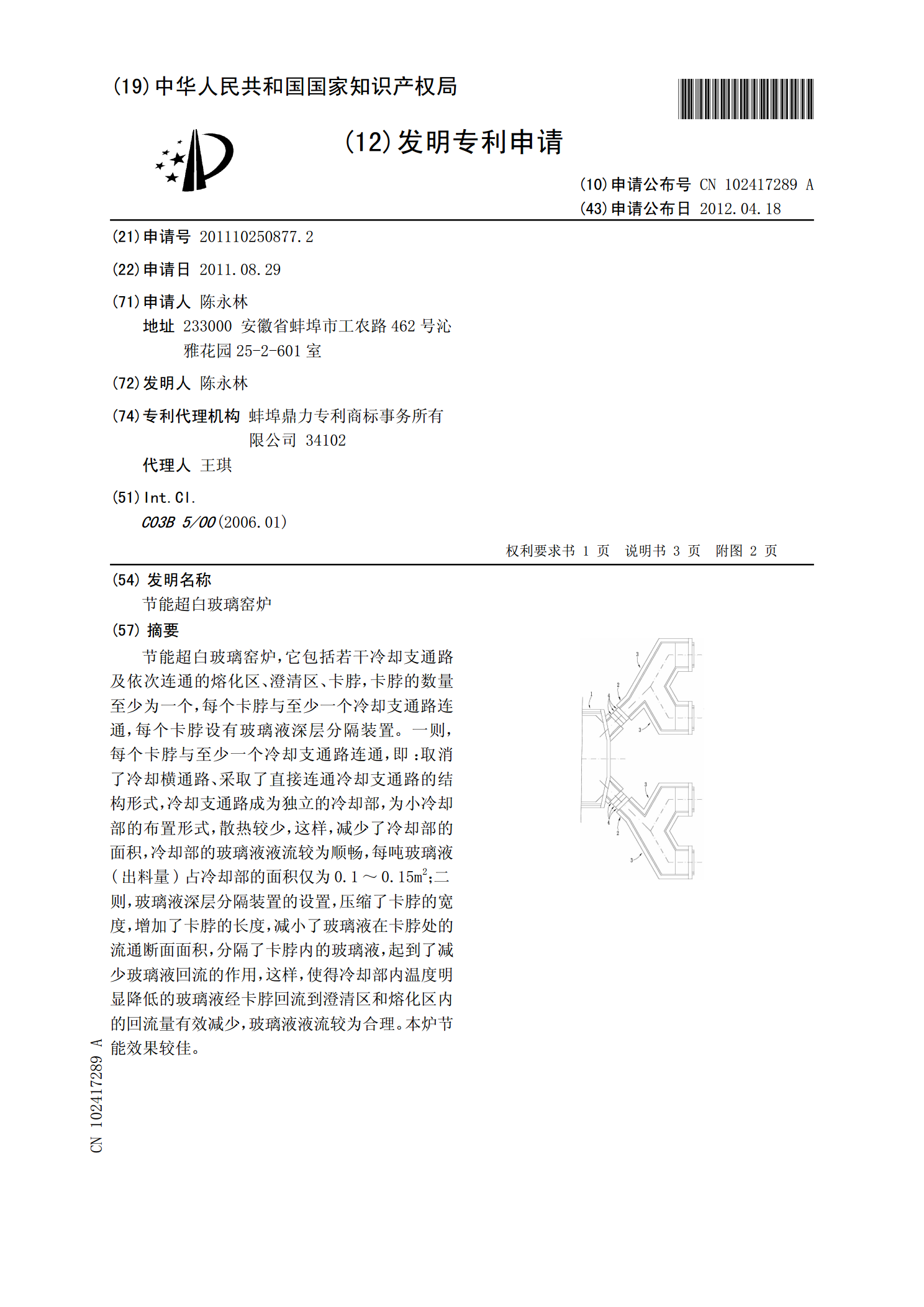
节能超白玻璃窑炉,它包括若干冷却支通路及依次连通的熔化区、澄清区、卡脖,卡脖的数量至少为一个,每个卡脖与至少一个冷却支通路连通,每个卡脖设有玻璃液深层分隔装置。一则,每个卡脖与至少一个冷却支通路连通,即:取消了冷却横通路、采取了直接连通冷却支通路的结构形式,冷却支通路成为独立的冷却部,为小冷却部的布置形式,散热较少,这样,减少了冷却部的面积,冷却部的玻璃液液流较为顺畅,每吨玻璃液(出料量)占冷却部的面积仅为0.1~0.15m2;二则,玻璃液深层分隔装置的设置,压缩了卡脖的宽度,增加了卡脖的长度,减小了玻璃